
浅谈风机叶轮表面防磨强化技术应用浅谈风机叶轮表面防磨强化技术应用
氧化铝陶瓷具有一般金属耐磨材料难以超越的抗磨损性能。粘接型陶瓷耐磨叶轮运行的可靠性和耐磨性,关键
取决于胶粘剂性能、粘接工艺、氧化铝陶瓷质量和风机最高工作温度四个因素,缺一不可。本文主要介绍风机
叶轮表面防磨强化技术应用。
1. 叶轮常用防磨技术的特点和问题
1.1 叶轮常用防磨技术的特点
叶轮既指装有动叶的轮盘,是冲动式汽轮机转子的组成部分。又指轮盘与安装其上的转动叶片的总称。还指轮盘与安装其上的
转动叶片的总称。为了延长风机服役周期,降低发电成本,国内的燃煤电厂对排粉风机、引风机叶轮几乎无一例外地要实施防
磨处理。粉风机陶瓷防磨,选粉风机陶瓷防磨,旋风分离器陶瓷防磨性能特点:超长耐磨使用寿命:由于风机叶轮工作表面复
合陶瓷层硬度HRA≥86(增韧氧化铝复合材料),局部磨损严重部位使用二次烧结氮化硅增韧陶瓷或氧化锆增韧氧化铝陶瓷,
最高可以达 到HRA94以上,其耐颗粒冲刷磨损性能至少是普通碳化钨堆焊、喷涂喷焊以及合金粉块状焊接等常规处理方式提
高5倍以上,比基体16Mn钢材高100倍以 上;厚度为1.5mm陶瓷片实际使用己达五年,平均磨损不到0.2mm。目前仍在采
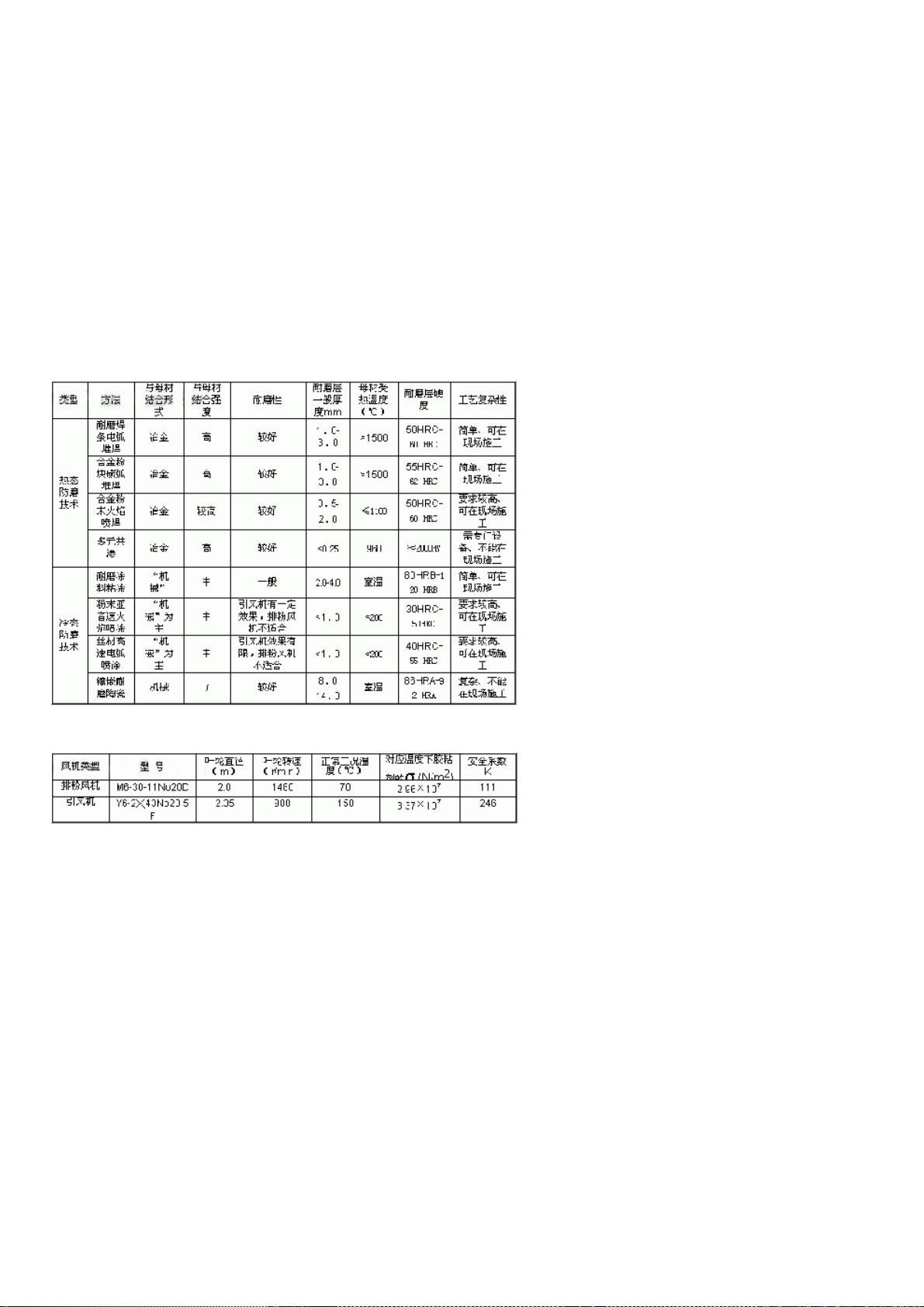
用,且具有一定效果的可分为热态和冷态两种防磨技术。
电厂风机叶轮常用防磨技术的分类和特点
1.2 热态防磨技术存在的主要问题
1.2.1 裂纹倾向大
在对刚性或规格大的整体叶轮进行较大范围的堆焊和喷焊防磨处理时,因热输入量大,工件受热不均所形成的热应力,会诱发
叶轮上的承载焊缝产生裂纹;在高强度、低韧性的堆焊耐磨焊道和焊层上必有裂纹产生;在防磨工艺不当时,堆焊耐磨焊道上
的裂纹极易向叶轮的母材中扩展;经多元共渗的护板,其周边近缝区因渗入元素的污染及硬度值偏高,很不容易清理干净。
1.2.2 变形无法控制
刚性或规格小的整体叶轮在进行热态防磨处理时,无论采用对称施焊,刚性固定等工艺措施,均不能有效地控制叶轮的变形。
而叶轮的尺寸及叶片的型线得不到保证,将对风机的运行带来不利影响。
1.3 冷态防磨技术存在的主要问题
1.3.1 防磨效果有限
粘涂技术是指将填加特殊材料(简称骨材)的胶粘剂(Composite Putty)涂敷于零件表面,以赋予零件表面特殊功能(如耐
磨损、耐腐蚀、绝缘、导电、保温、防辐射)的一项表面新技术。此类胶粘剂就是修补剂。粘接主要是实现零部件之间的连
接,而粘涂是在零件表面形成功能涂层。粘涂作为粘接技术的发展,具有粘接技术的大部分优点,如室温固化、应力分布均
匀、能粘涂不同的材料等。作为一种表面修复和强化技术,与堆焊、电镀、电刷镀、热喷涂相比,粘涂工艺简便,不需专门设
备,只需将修补剂涂敷于待修表面,常温固化,室温操作,不会使零件产生热影响和变形,可根据需要使零件表面获得耐磨、
耐腐、绝缘、导电等性能,是一种快速而价廉的修复和预保护工艺。总之,粘涂作为一种表面修复和预保护技术,具有突出优
点:它可免除喷涂、电、气焊的困扰,可以解决用其它表面技术难以解决的技术难题。
下载后可阅读完整内容,剩余4页未读,立即下载

weixin_38529397
- 粉丝: 4
- 资源: 938
 我的内容管理
展开
我的内容管理
展开







最新资源
- 达梦数据库DM8手册大全:安装、管理与优化指南
- Python Matplotlib库文件发布:适用于macOS的最新版本
- QPixmap小demo教程:图片处理功能实现
- YOLOv8与深度学习在玉米叶病识别中的应用笔记
- 扫码购物商城小程序源码设计与应用
- 划词小窗搜索插件:个性化搜索引擎与快速启动
- C#语言结合OpenVINO实现YOLO模型部署及同步推理
- AutoTorch最新包文件下载指南
- 小程序源码‘有调’功能实现与设计课程作品解析
- Redis 7.2.3离线安装包快速指南
- AutoTorch-0.0.2b版本安装教程与文件概述
- 蚁群算法在MATLAB上的实现与应用
- Quicker Connector: 浏览器自动化插件升级指南
- 京东白条小程序源码解析与实践
- JAVA公交搜索系统:前端到后端的完整解决方案
- C语言实现50行代码爱心电子相册教程
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


