FANUC 0i-MB加工中心编程指令详解
"这篇资料详细介绍了FANUC 0i-MB系统加工中心的编程指令,包括准备功能G指令、辅助功能M指令以及F、S、T、H、D指令等,旨在帮助用户理解和掌握该系统的编程操作。"
在FANUC 0i-MB系统中,加工中心的编程指令是实现自动化加工的关键。这些指令控制着机床的各个动作,如主轴转速、刀具更换、进给速度和冷却液控制等。本文将重点讨论其中的准备功能G指令。
准备功能G指令是控制机床运动和加工模式的基础。G指令分为模态和非模态两种。模态G指令在发出后会持续有效,直到被同一组的其他G指令替换,而非模态G指令仅在其所在的程序段中有效。FANUC 0i-MB系统中的G指令涵盖了多种功能,如:
- G00:快速定位,用于快速移动刀具到目标位置。
- G01:直线插补,按照预定速度沿直线路径移动。
- G02:顺时针圆弧插补或螺旋线插补,用于顺时针旋转的圆弧或螺旋运动。
- G03:逆时针圆弧插补或螺旋线插补,对应逆时针旋转的圆弧或螺旋运动。
- G04:暂停,使刀具暂时停止,常用于冷却或等待时间。
- G50.1和G51.1:与镜像加工相关,G50.1取消镜像,G51.1启用可编程镜像。
- G54至G59:选择不同的工件坐标系,G54.1用于选择附加的工件坐标系。
- G60和G61:单向定位和准确停止,确保机床到达指定位置。
- G10和G11:分别用于编程数据输入和取消输入方式。
- G15和G16:取消极坐标指令和启用极坐标指令,允许在极坐标系统中进行编程。
- G20和G21:切换输入单位,G20为英寸,G21为毫米。
- G68和G69:坐标旋转和旋转取消,用于坐标变换。
除此之外,还有G65宏程序调用、G66宏程序模态调用和G67宏程序调用取消,这些指令用于执行预定义的复杂加工序列。G22和G23控制存储行程检测功能,G25和G24则涉及主轴速度波动监测功能的开启和关闭。
理解并熟练运用这些G指令是操作FANUC 0i-MB加工中心的基础,也是提升生产效率和加工精度的关键。通过深入学习和实践,用户可以更有效地编写和优化程序,满足不同工件的加工需求。
8
__ F
__ J__ I
__ R
__ Y__ X
03 G
02 G
17 G
⎭
⎬
⎫
⎩
⎨
⎧
⎭
⎬
⎫
⎩
⎨
⎧
( G17 可省略)
( 2 )在 ZX 平面上的圆弧
__ F
__K__ I
__R
__ Z__X
03 G
02 G
18 G
⎭
⎬
⎫
⎩
⎨
⎧
⎭
⎬
⎫
⎩
⎨
⎧
( 3 )在 YZ 平面上的圆弧
__ F
__K__ J
__R
__ Z__Y
03 G
02 G
19 G
⎭
⎬
⎫
⎩
⎨
⎧
⎭
⎬
⎫
⎩
⎨
⎧
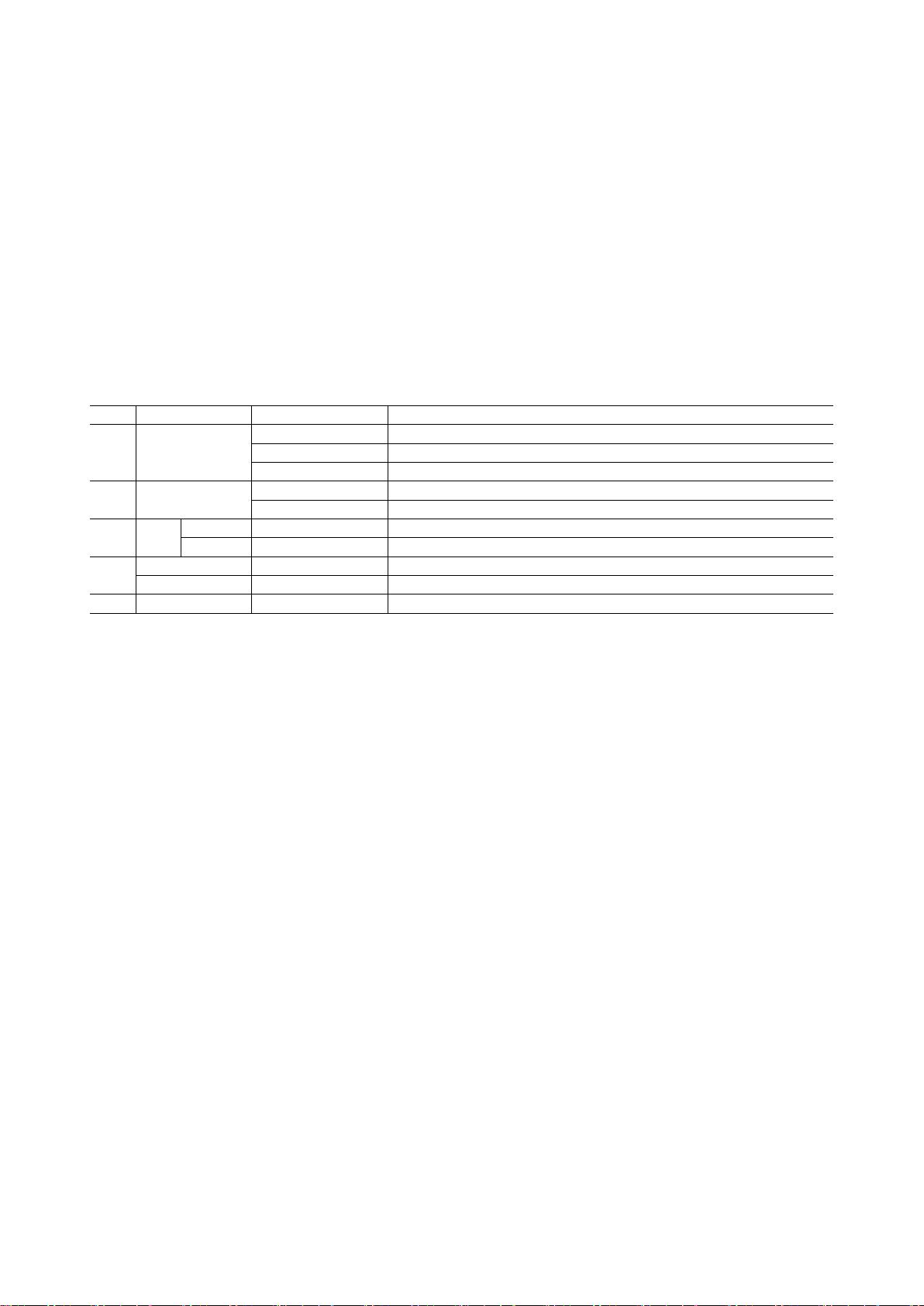
上面各项说明参见表 3 - 3 。
表 3 - 3 平面指定与圆弧插补
项目 指 令 内 容 指 令 意 义
1
平面指定
G17 指定 XY 平面
G18 指定 ZX 平面
G19 指定 YZ 平面
2 旋转方向
G02 顺时针旋转( CW )
G03 逆时针旋转( CCW )
3
终点
位置
G90 方式 X 、 Y 、 Z 中的 2 值 工件坐标系的终点位置
G91 方式 X 、 Y 、 Z 中的 2 值 终点相对于起始点的坐标增量
4
圆弧的圆心坐标 I 、 J 、 K 中的 2 值 圆心相对于圆弧起始点的坐标增量,与 G90 无关
圆弧半径 R 圆弧半径 。 0 ° <圆心角< 180 ° 时取正 ; 180 °≤ 圆心角< 360 ° 时取负
5 进给速度 F 沿圆弧移动的速度
注: ① I 、 J 、 K 为零时可以省略;在同一程序段中,如 I 、 J 、 K 与 R 同时出现时, R 有效。
② 用
R
编程时,不能加工整圆,加工整圆时,只能用圆心坐标
I
、
J
、
K
编程。
例 3 - 5 用 G02 、 G03 指令编程举例(图 3 - 11 ) 。程序如下:
图
3
-
11
用
G02
、
G03
指令编程举例
%
: 3005
程序名
N10 M6 T1
换上 1 号刀
N20 G54 G90 G0 G43 H1 Z35
选择 G54 工件坐标系,绝对编程,快速移动到 Z35 ,调入了刀具长度补偿
N30 X - 10 Y20 刀具快速移动到 P 点上方
N40 M3 S600
主轴正转,转速
600r/min
N50 Z2
快速下降
N60 G1 Z
-
2 F30
刀具沿-
Z
方向进给,加工到
Z
-
2
,进给速度为
30mm/min
N70 X5 Y0 F100
刀具以
100mm/min
的速度直线插补到点
A
N80 G2 X42.5 Y21.651 R25 F50
刀具以
50mm/min
的速度顺时针圆弧插补到点
B
(或 N80 G2 X42.5 Y21.651 I25 J0 F50 )
N90 G3 X79.821 Y31.651 R - 20 刀具以 50mm/min 的速度逆时针圆弧插补到点 C
(或 N90 G3 X79.821 Y31.651 I20 J0 )
N100 G91 G2 X0 Y60 R - 30 增量值编程,刀具以 50mm/min 的速度顺时针圆弧插补到点 D
(或 N100 G91 G2 X0 Y60 I0 J30 )

剩余40页未读,继续阅读
点击了解资源详情
点击了解资源详情
点击了解资源详情
2022-11-28 上传
点击了解资源详情

babala778
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- class-45
- dvhacksIII
- 某高校工资管理系统的ASP毕业设计(源代码+论文).zip
- BTD6-Mods:我为BTD6创建的Mod
- solicitacao:IT服务请求项目
- crafts_project
- 沉迷前端
- Source Insight zip
- SeherEcommerce
- teleSUR-crx插件
- Zener:基于ECP5的FPGA板
- clock
- 行业分类-设备装置-基于智能移动平台的无人值班变电站门禁系统.zip
- Aladin online-crx插件
- Questao2:IA执行清单1
- HotelBT-website:响应性酒店网站是Udemy课程的一部分。 (HTML,CSS)
