moldflow基础教程:注塑成型模拟解析
“moldflow教程”
Moldflow是一款强大的注塑模拟软件,它主要用于预测和分析塑料部件在注塑过程中的流动行为、变形、冷却以及应力分布等关键问题。通过模拟,设计师和工程师可以优化模具设计,提高产品质量,减少试验成本。
注塑成型是一种广泛应用于制造塑料制品的工艺。在这个过程中,熔融的塑料通过注射成型机的射出单元(包括螺杆、料筒和喷嘴)注入模具中。螺杆旋转并向前推动塑料,使其填充模具的型腔。锁模单元则负责模具的开启和闭合。电热器用于维持料筒内的温度,确保塑料处于熔融状态。外部的模具冷却系统帮助塑料快速冷却并固化。
注塑成型周期包括四个主要阶段:充填时间、保压时间、冷却时间和开模时间。充填阶段,螺杆快速向前移动,将熔融塑料注入模穴,这一阶段通常由速度控制。接着是保压阶段,控制器切换至压力控制,保持模具内的压力,防止塑料收缩,并启动冷却。同时,螺杆后退准备下一次注射。冷却阶段,塑料在模具中固化,模具保持闭合状态。最后,当冷却完成后,模具打开,产品被顶出,完成一个完整的注塑周期。
流动行为是注塑成型中至关重要的部分。塑料分子在模具中的流动情况受到流变性能和分子链结构的影响。流动可以分为喷泉流动和剪切流动。喷泉流动是指先流入模具的塑料在浇口附近凝固,形成特定的表面形态和纤维取向。剪切流动则涉及熔融塑料在模具内的相对滑动,导致剪切率和剪切应力的变化,这会影响塑料的流动性和最终产品的机械性能。
剪切流动包括两个关键参数:剪切率和剪切应力。剪切率描述了熔融塑料流动的速度,而剪切应力则是流体抵抗剪切流动的力。高剪切速率通常对应于高剪切应力,这可能影响塑料的流动性和制品的内部结构。通过理解这些概念,用户可以在使用Moldflow进行模拟时更精确地预测和控制注塑过程。
Moldflow教程旨在帮助初学者理解注塑成型的基本原理,学习如何利用软件模拟分析塑料部件的流动行为,从而改进模具设计和提高生产效率。通过深入研究剪切流动、保压、冷却等关键步骤,用户可以更好地应对实际生产中可能出现的问题,实现高效且质量稳定的注塑成型。
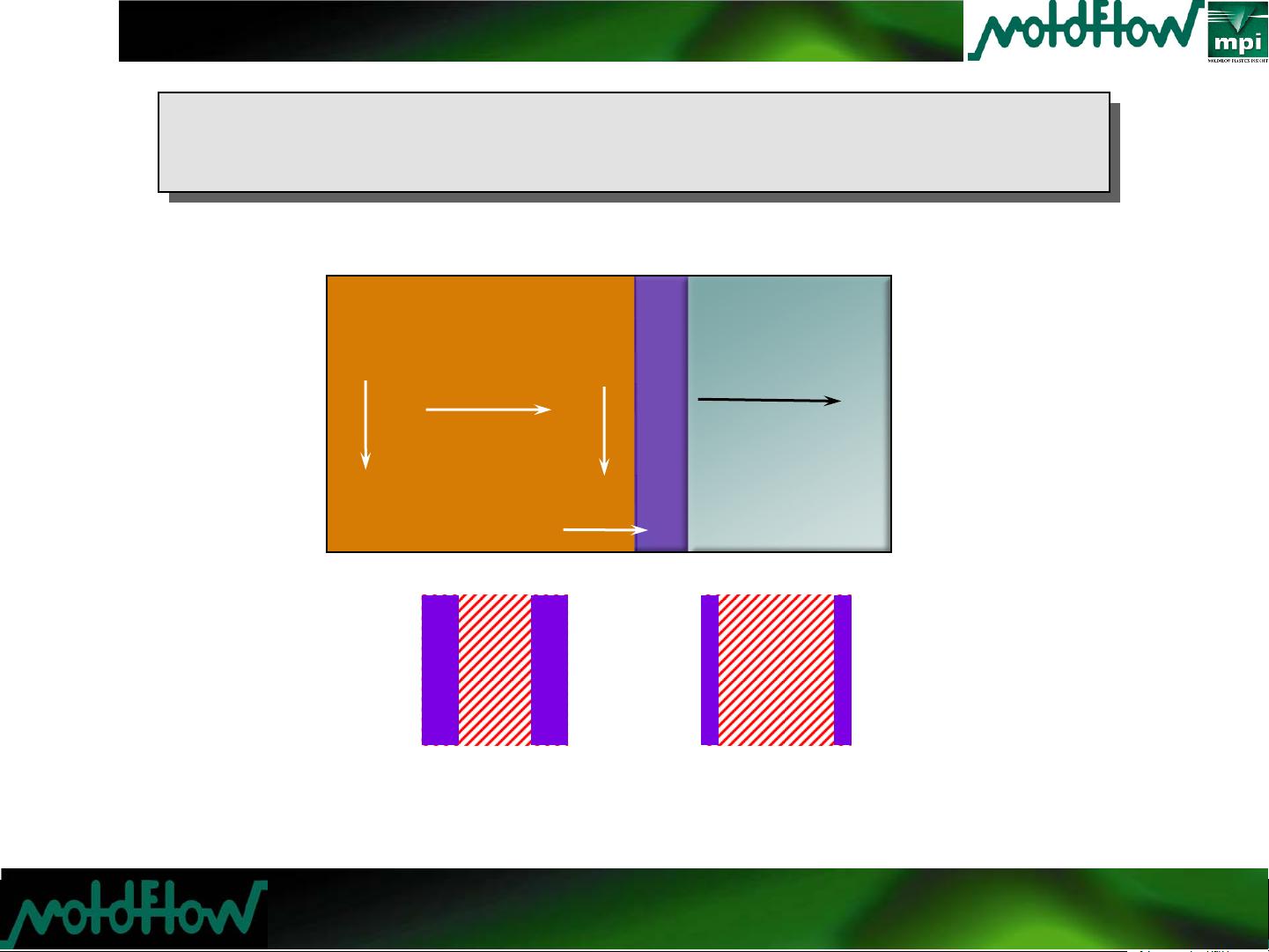
由剪切流动产生的热输入和进入模具的热损失之间应当是平衡的。
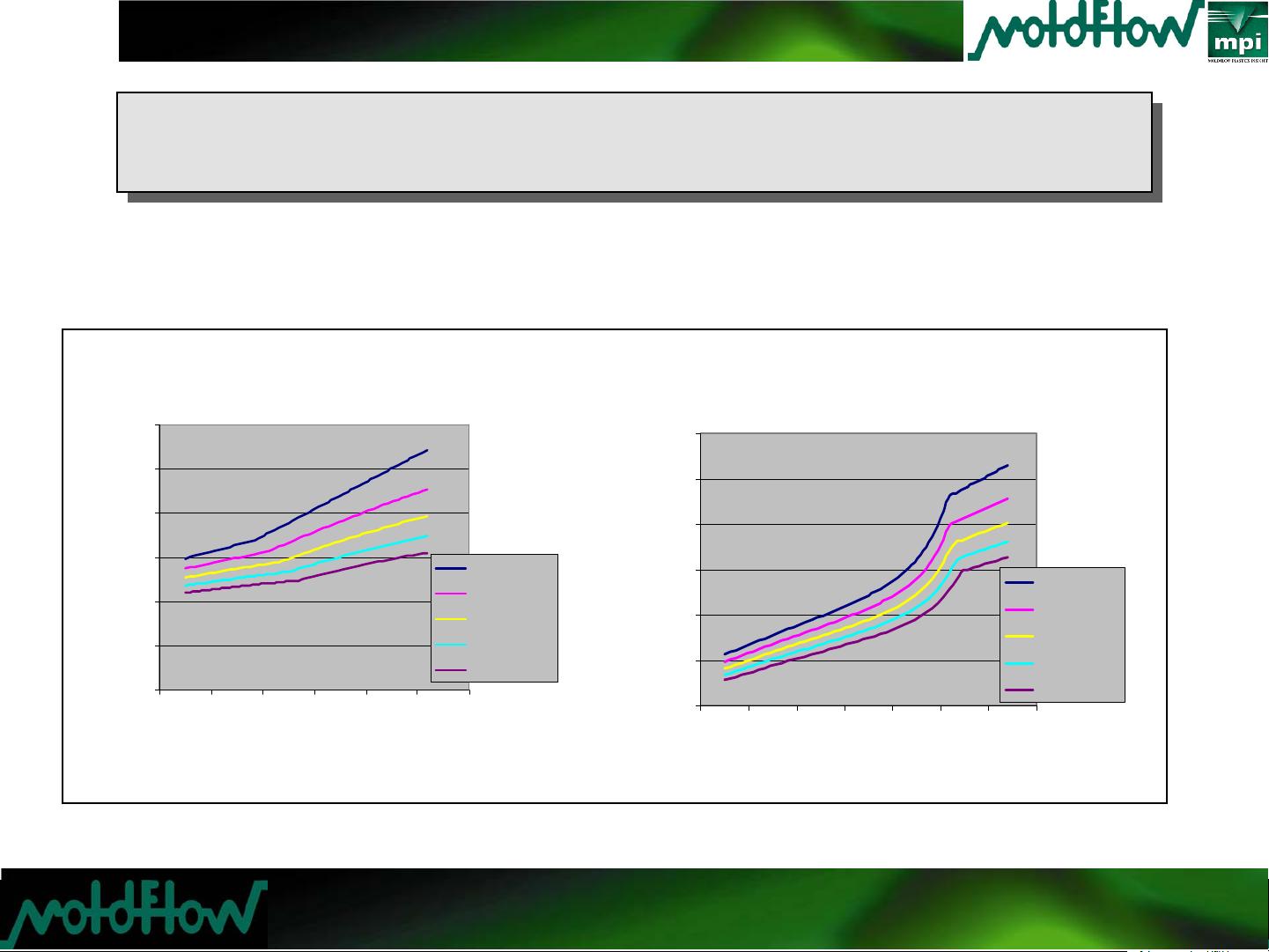
较快的注射速率较慢的注射速率
对比
流动截面/热交换
流动截面/热交换
Cold MoldHot Plastic Melt
Heat Loss
into the Tool
Frozen Layer
Heat
Input
High
Shear
Rate
Plastic
Flow

剩余252页未读,继续阅读
点击了解资源详情
点击了解资源详情
点击了解资源详情
2011-04-29 上传
2021-10-11 上传
2024-08-24 上传
2024-08-24 上传

fanjixian
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- C语言数组操作:高度检查器编程实践
- 基于Swift开发的嘉定单车LBS iOS应用项目解析
- 钗头凤声乐表演的二度创作分析报告
- 分布式数据库特训营全套教程资料
- JavaScript开发者Robert Bindar的博客平台
- MATLAB投影寻踪代码教程及文件解压缩指南
- HTML5拖放实现的RPSLS游戏教程
- HT://Dig引擎接口,Ampoliros开源模块应用
- 全面探测服务器性能与PHP环境的iprober PHP探针v0.024
- 新版提醒应用v2:基于MongoDB的数据存储
- 《我的世界》东方大陆1.12.2材质包深度体验
- Hypercore Promisifier: JavaScript中的回调转换为Promise包装器
- 探索开源项目Artifice:Slyme脚本与技巧游戏
- Matlab机器人学习代码解析与笔记分享
- 查尔默斯大学计算物理作业HP2解析
- GitHub问题管理新工具:GIRA-crx插件介绍
