基于虚拟沉积与混合过程控制的高精度光学适应制造
108 浏览量
更新于2024-08-27
收藏 3.48MB PDF 举报
在现代光学制造领域,特别是在高精度光学涂层的快速生产过程中,面临的主要挑战是如何在单一工艺环境中实现多种复杂设计的涂层。针对这一问题,本文探讨了两种关键的适应性制造技术:虚拟沉积和混合过程控制。
首先,虚拟沉积系统是解决这一挑战的关键策略之一。它通过预先筛选出那些能够提高工艺稳定性的涂层设计,利用光学宽带监测技术。光学宽带监测是一种非接触式、实时监控方法,可以测量广泛的光谱范围,从而对沉积过程中材料的吸收和反射特性进行精确分析。通过这种方式,制造商可以在设计阶段就能预测不同涂层对工艺稳定性的影响,从而选择最优化的设计方案,减少生产过程中的偏差和质量问题。
其次,作者提出将光学宽带监测与额外的石英晶体传感器相结合,形成一种混合过程控制系统。石英晶体传感器以其高精度和灵敏度著称,可以实时监测涂层层厚变化,进一步提升工艺控制的精确度。这种集成的控制策略有助于实时调整沉积参数,确保每一层的厚度误差减至最小,从而整体提高光学元件的质量一致性。
文章通过对比虚拟沉积过程和实际沉积过程的研究,展示了这两种技术的有效性和互补性。虚拟沉积在设计阶段提供了预测和优化的能力,而混合过程控制则在实际生产中提供了实时的反馈和纠偏能力。通过将两者结合,制造商能够在保持高精度的同时,显著提高生产效率和降低成本。
总结来说,本文的核心知识点包括:
1. 高精度光学涂层的生产难题及其解决方案。
2. 虚拟沉积系统如何利用光学宽带监测来预选稳定设计。
3. 石英晶体传感器在混合过程控制中的应用,增强层厚精度。
4. 虚拟沉积与混合过程控制的结合,提升生产工艺的稳定性和精度。
这些技术的发展对于推动光学制造行业的创新和优化具有重要意义,尤其是在光学设备日益精密化和定制化的趋势下,适应性制造方法将发挥越来越大的作用。
62 CHINESE OPTICS LETTERS / Vol. 8, Supplement / April 30, 2010
Adaptive manufacturing of high-precision optics based on
virtual deposition and hybrid process control techniques
H. Ehlers
∗
, S. Schlichting, C. Schmitz, and D. Ristau
Laser Zentrum Hannover, Hollerithallee 8, 30419 Hannover, Germany
∗
E-mail: h.ehlers@lzh.de
Received Octob er 30, 2009
The challenge in rapid pro duction of high-precision optical coatings is the need to realize a variety of com-
plex coating designs in one process environment. Two approaches to enhance a stable deposition process
are presented. First, a virtual deposition system is applied for a pre-selection of coating designs that result
in increased process stability using optical broadband monitoring strategies. Second, optical broadband
monitoring is combined with additional quartz crystal sensors to realize a hybrid process control for im-
proving layer thickness accuracy. Finally, a successful combination of both approaches is demonstrated by
comparative studies on virtual and real dep osition processes.
OCIS co des: 310.0310, 310.1860.
doi: 10.3788/COL201008S1.0062.
Under routine production conditions, iterative optimiza-
tion cycles are often needed if varying applications de-
mand very different highly complex coating designs.
This applies particularly if the process control requires
a control strategy development on an individual basis.
In contrast, the adaptive manufacturing concept should
enable a linear production chain without additional con-
sumption of resources by test runs. On one hand, pre-
cision and yield can be increased by choosing multilayer
designs with a higher chance of success. This decision
making can be supported by sophisticated simulation
software. Therefore, an effective virtual deposition sys-
tem will be presented. On the other hand, an enhanced
process control system for layer thickness determination
is essential to reduce the waste. This second approach
involves a hybrid combination of optical and non-optical
process control without the need for individual (design-
dependent) control strategies. In the present contribu-
tion, an optical broadband monitoring (BBM) system,
which evaluates in situ taken transmittance spectra, is
the key component in both approaches. The BBM sys-
tem allows for a fully automated process control based
on absolute transmittance values measured directly on
the moving substrates, as well as an online computation
of these data for a precise thickness determination.
This letter is organized as follows. Firstly, the con-
cepts of the virtual deposition system and the hybrid
process control will be outlined. The hybrid concept is
partly based on the alternating use of BBM and quartz
crystal monitoring for different layers in the stack, but
mainly on a new algorithm merging the two measure-
ments to stabilize the optical monitoring. Subsequently,
the results of real and virtual deposition processes will
be compared to prove the significance of the simulation
results. Finally, an experimental example will document
the positive effect of the combination of BBM and quartz
crystal monitoring.
The core idea of the virtual deposition system is the
use of the original process control software in combi-
nation with a simulation of layer growth and optical
measurement
[1,2]
. In the first step, the deposition simu-
lation is based on the given optical constants and rates for
the employed layer materials. For each simulated mea-
surement cycle, a transmittance spectrum corresponding
to the actual layer thickness is calculated and used as
input for the BBM software. In the second step, the
deviations caused by the main sources of error have to
be considered. Therefore, the optical constants (index
of refraction, extinction coefficient), as well as the depo-
sition rates, are varied by defined error parameter sets.
Furthermore, the simulation of the measured sp ectral
data reproduces the characteristics of the original spec-
trometer setup (noise, wavelength resolution). Besides
random errors, the error parameter sets include system-
atic effects, such as offsets or drifts.
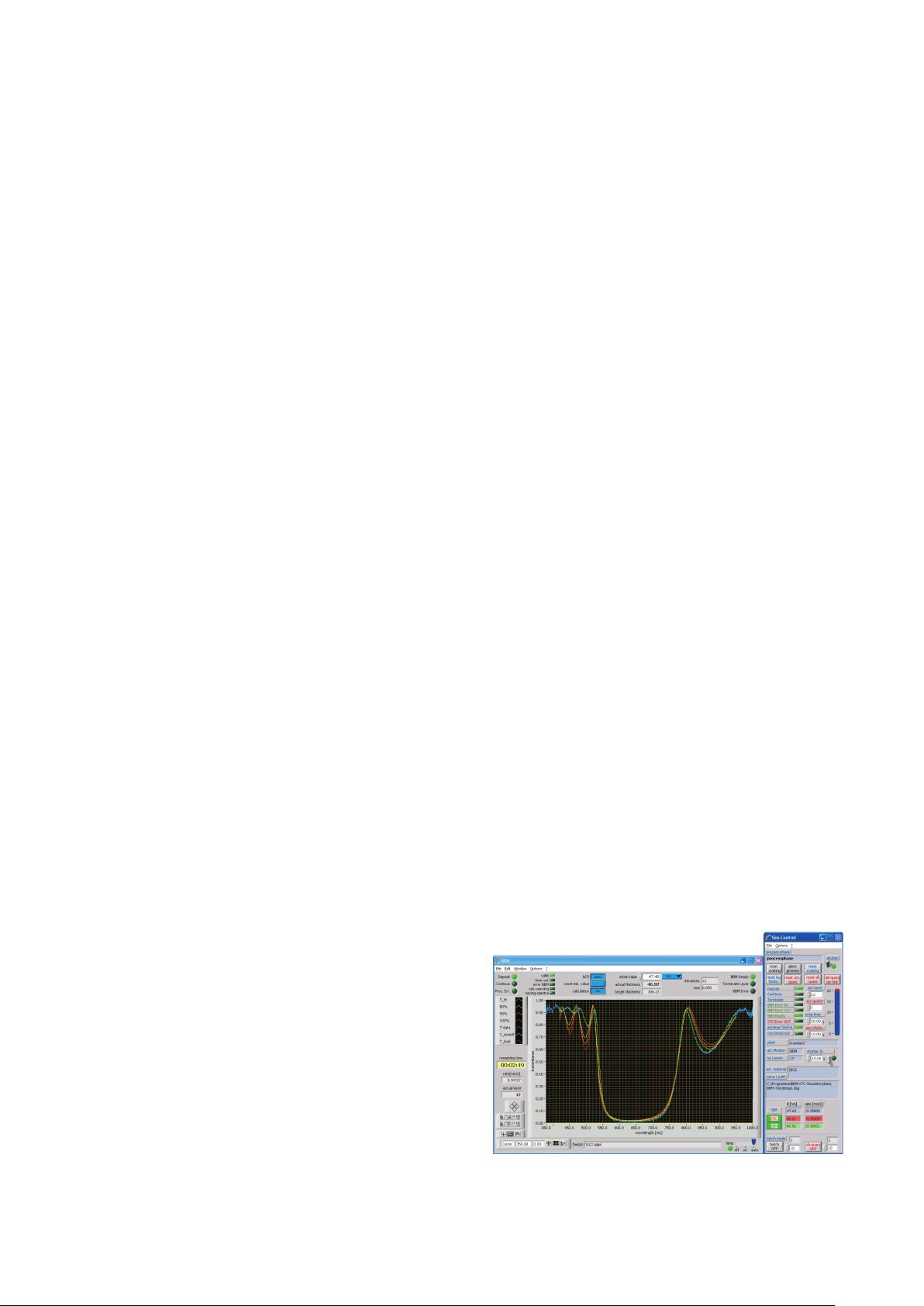
Figure 1 shows the graphical user interface of the vir-
tual deposition system. It is divided into the BBM
interface (left window) and the simulation control win-
dow. On one hand, the BBM displays information in-
cluding transmittance spectra, target thickness, actual
thickness and rate, or status messages. On the other
hand, comprehensive adaptations of the process control
parameters are possible, if required. A more detailed
description of industrial environments in the well-proven
BBM system can be found in Ref. [3]. In addition, the
simulation control window allows for access to all pa-
rameters of the virtual deposition system. At present,
Fig. 1. Graphical user interface of the virtual deposition sys-
tem (left: BBM, right: simulation control).
1671-7694/2010/S10062-05
c
° 2010 Chinese Optics Letters
下载后可阅读完整内容,剩余4页未读,立即下载
2021-02-08 上传
2018-01-29 上传
2021-02-11 上传
Nonlinear adaptive filters for high-speed LED based underwater visible light communication [Invited]
2021-01-26 上传
2021-02-22 上传
2021-02-10 上传
2021-02-22 上传
2021-02-08 上传
2021-02-04 上传

weixin_38743372
- 粉丝: 5
- 资源: 920
 我的内容管理
展开
我的内容管理
展开







最新资源
- 前端协作项目:发布猜图游戏功能与待修复事项
- Spring框架REST服务开发实践指南
- ALU课设实现基础与高级运算功能
- 深入了解STK:C++音频信号处理综合工具套件
- 华中科技大学电信学院软件无线电实验资料汇总
- CGSN数据解析与集成验证工具集:Python和Shell脚本
- Java实现的远程视频会议系统开发教程
- Change-OEM: 用Java修改Windows OEM信息与Logo
- cmnd:文本到远程API的桥接平台开发
- 解决BIOS刷写错误28:PRR.exe的应用与效果
- 深度学习对抗攻击库:adversarial_robustness_toolbox 1.10.0
- Win7系统CP2102驱动下载与安装指南
- 深入理解Java中的函数式编程技巧
- GY-906 MLX90614ESF传感器模块温度采集应用资料
- Adversarial Robustness Toolbox 1.15.1 工具包安装教程
- GNU Radio的供应商中立SDR开发包:gr-sdr介绍
