排队论排队时间分布和生产车间单个工件加工时间分布为什么不一样
时间: 2023-10-09 14:12:59 浏览: 113
排队论中的排队时间分布是基于随机到达时间和随机服务时间的模型,而生产车间单个工件加工时间分布则是基于生产设备的特性和工件的属性。排队论模型中,客户到达的时间和服务时间是随机的,因此排队时间也是随机的。而在生产车间中,加工时间取决于工件的属性以及设备的状态和性能,因此加工时间的分布可能会有一定的规律性。此外,排队论模型通常是在短时间内考虑大量的客户或事务,而生产车间通常是在长时间内考虑单个工件的加工过程,因此两者的时间分布也会有所不同。
相关问题
排队论排队时间是正态分布还是泊松分布
排队论中排队时间一般是泊松分布。泊松分布是一种描述事件在一段时间内发生次数的概率分布,常用于描述独立事件在固定时间内发生的概率。在排队论中,泊松分布可以用来描述到达服务系统的顾客数目和服务系统的处理能力,从而计算服务系统的繁忙程度和等待时间。正态分布则适用于描述连续型随机变量,如身高、体重等具有连续取值的数据。
排队论模型中指数分布如何理解
在排队论模型中,指数分布通常用来表示顾客到达的时间间隔或者顾客的服务时间。指数分布是一种连续概率分布,其概率密度函数为:
f(x) = λe^(-λx)
其中,λ是一个常数,表示单位时间内到达或者服务的平均数量。指数分布的期望值为1/λ,方差为1/λ^2。
指数分布可以理解为,顾客到达或者服务的时间间隔服从一个随机过程,该过程满足无记忆性,即前一个时间间隔的长度并不能影响下一个时间间隔的长度。因此,指数分布可以很好地模拟随机过程中的时间间隔。
在排队论模型中,指数分布可以用来计算顾客等待时间、系统排队长度、系统繁忙度等指标,从而帮助我们优化系统的运作效率和服务质量。
阅读全文
相关推荐
最新推荐
医院排队问题的排队论c程序
排队论的应用及其计算机解法 排队论是运筹学的一个重要分支,主要研究的是服务系统中等待服务的顾客队伍的行为规律。这个问题的解决可以应用于各种服务系统,例如医院、银行、餐厅等。借助排队论,我们可以分析和...
排队论作业修改版 习题解答 一些习题的答案
在排队论中,我们主要研究的是随机服务系统中等待时间和服务效率的问题。这些习题解答涵盖了排队论的一些基本概念和理论,例如马尔可夫过程、马尔可夫链、状态转移概率矩阵、极限分布以及平稳分布等。下面将详细解释...
基于循环队列的排队买票模拟程序
1. 初始化队列:分配内存并设置队头和队尾为0。 2. 入队操作:当用户选择排队时,输入购票人的姓名。如果队列已满,提示用户“队列满,请等待!!”。否则,将姓名插入队尾,并更新队尾位置。 3. 出队操作:模拟售票...
排队系统与建模-matlab
M/M/N 模型是指到达过程、排队过程和服务过程都服从指数分布的模型。在这种模型中,我们可以使用 Matlab 7.0 来实现模型的建立和仿真。 在 Matlab 7.0 中,我们可以使用 Queueing Toolkit 来建立排队系统模型。...
江西师范大学科学技术学院在四川2020-2024各专业最低录取分数及位次表.pdf
那些年,与你同分同位次的同学都去了哪里?全国各大学在四川2020-2024年各专业最低录取分数及录取位次数据,高考志愿必备参考数据
SSM动力电池数据管理系统源码及数据库详解
资源摘要信息:"SSM动力电池数据管理系统(源码+数据库)301559"
该动力电池数据管理系统是一个完整的项目,基于Java的SSM(Spring, SpringMVC, Mybatis)框架开发,集成了前端技术Vue.js,并使用Redis作为数据缓存,适用于电动汽车电池状态的在线监控和管理。
1. 系统架构设计:
- **Spring框架**:作为整个系统的依赖注入容器,负责管理整个系统的对象生命周期和业务逻辑的组织。
- **SpringMVC框架**:处理前端发送的HTTP请求,并将请求分发到对应的处理器进行处理,同时也负责返回响应到前端。
- **Mybatis框架**:用于数据持久化操作,主要负责与数据库的交互,包括数据的CRUD(创建、读取、更新、删除)操作。
2. 数据库管理:
- 系统中包含数据库设计,用于存储动力电池的数据,这些数据可以包括电池的电压、电流、温度、充放电状态等。
- 提供了动力电池数据格式的设置功能,可以灵活定义电池数据存储的格式,满足不同数据采集系统的要求。
3. 数据操作:
- **数据批量导入**:为了高效处理大量电池数据,系统支持批量导入功能,可以将数据以文件形式上传至服务器,然后由系统自动解析并存储到数据库中。
- **数据查询**:实现了对动力电池数据的查询功能,可以根据不同的条件和时间段对电池数据进行检索,以图表和报表的形式展示。
- **数据报警**:系统能够根据预设的报警规则,对特定的电池数据异常状态进行监控,并及时发出报警信息。
4. 技术栈和工具:
- **Java**:使用Java作为后端开发语言,具有良好的跨平台性和强大的生态支持。
- **Vue.js**:作为前端框架,用于构建用户界面,通过与后端进行数据交互,实现动态网页的渲染和用户交互逻辑。
- **Redis**:作为内存中的数据结构存储系统,可以作为数据库、缓存和消息中间件,用于减轻数据库压力和提高系统响应速度。
- **Idea**:指的可能是IntelliJ IDEA,作为Java开发的主要集成开发环境(IDE),提供了代码自动完成、重构、代码质量检查等功能。
5. 文件名称解释:
- **CS741960_***:这是压缩包子文件的名称,根据命名规则,它可能是某个版本的代码快照或者备份,具体的时间戳表明了文件创建的日期和时间。
这个项目为动力电池的数据管理提供了一个高效、可靠和可视化的平台,能够帮助相关企业或个人更好地监控和管理电动汽车电池的状态,及时发现并处理潜在的问题,以保障电池的安全运行和延长其使用寿命。
管理建模和仿真的文件
管理Boualem Benatallah引用此版本:布阿利姆·贝纳塔拉。管理建模和仿真。约瑟夫-傅立叶大学-格勒诺布尔第一大学,1996年。法语。NNT:电话:00345357HAL ID:电话:00345357https://theses.hal.science/tel-003453572008年12月9日提交HAL是一个多学科的开放存取档案馆,用于存放和传播科学研究论文,无论它们是否被公开。论文可以来自法国或国外的教学和研究机构,也可以来自公共或私人研究中心。L’archive ouverte pluridisciplinaire
MapReduce分区机制揭秘:作业效率提升的关键所在
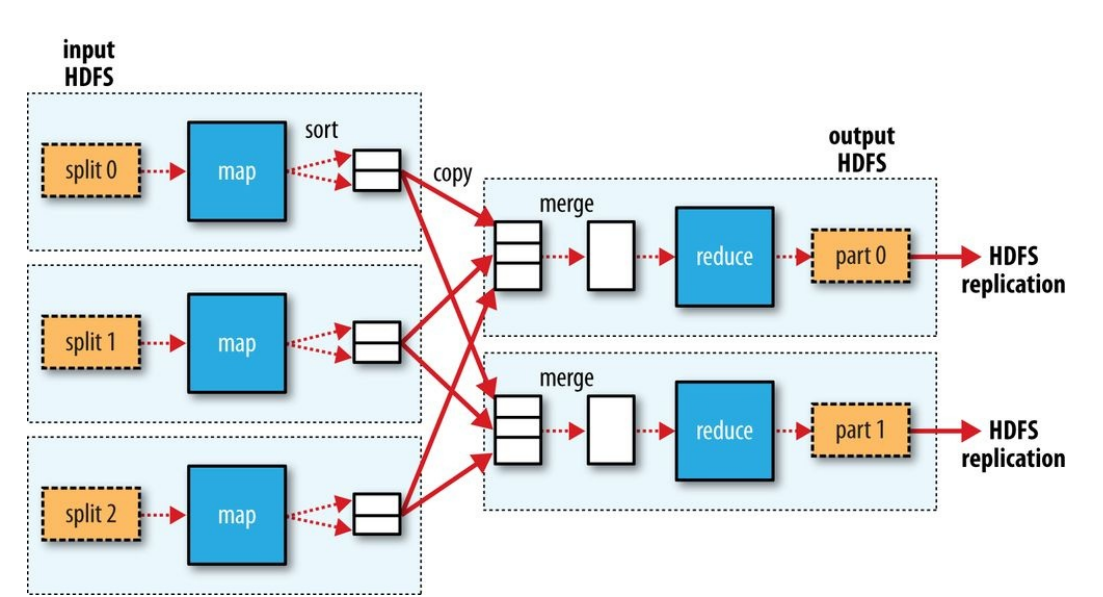
# 1. MapReduce分区机制概述
MapReduce是大数据处理领域的一个核心概念,而分区机制作为其关键组成部分,对于数据处理效率和质量起着决定性作用。在本章中,我们将深入探讨MapReduce分区机制的工作原理以及它在数据处理流程中的基础作用,为后续章节中对分区策略分类、负载均衡、以及分区故障排查等内容的讨论打下坚实的基础。
MapReduce的分区操作是将Map任务的输出结果根据一定规则分发给不同的Reduce
在电子商务平台上,如何通过CRM系统优化客户信息管理和行为分析?请结合DELL的CRM策略给出建议。
构建电商平台的CRM系统是一项复杂的任务,需要综合考虑客户信息管理、行为分析以及与客户的多渠道互动。DELL公司的CRM策略提供了一个绝佳的案例,通过它我们可以得到构建电商平台CRM系统的几点启示。
参考资源链接:[提升电商客户体验:DELL案例下的CRM策略](https://wenku.csdn.net/doc/55o3g08ifj?spm=1055.2569.3001.10343)
首先,CRM系统的核心在于以客户为中心,这意味着所有的功能和服务都应该围绕如何提升客户体验来设计。DELL通过其直接销售模式和个性化服务成功地与客户建立起了长期的稳定关系,这提示我们在设计CRM系统时要重
R语言桑基图绘制与SCI图输入文件代码分析
资源摘要信息:"桑基图_R语言绘制SCI图的输入文件及代码"
知识点:
1.桑基图概念及其应用
桑基图(Sankey Diagram)是一种特定类型的流程图,以直观的方式展示流经系统的能量、物料或成本等的数量。其特点是通过流量的宽度来表示数量大小,非常适合用于展示在不同步骤或阶段中数据量的变化。桑基图常用于能源转换、工业生产过程分析、金融资金流向、交通物流等领域。
2.R语言简介
R语言是一种用于统计分析、图形表示和报告的语言和环境。它特别适合于数据挖掘和数据分析,具有丰富的统计函数库和图形包,可以用于创建高质量的图表和复杂的数据模型。R语言在学术界和工业界都得到了广泛的应用,尤其是在生物信息学、金融分析、医学统计等领域。
3.绘制桑基图在R语言中的实现
在R语言中,可以利用一些特定的包(package)来绘制桑基图。比较流行的包有“ggplot2”结合“ggalluvial”,以及“plotly”。这些包提供了创建桑基图的函数和接口,用户可以通过编程的方式绘制出美观实用的桑基图。
4.输入文件在绘制桑基图中的作用
在使用R语言绘制桑基图时,通常需要准备输入文件。输入文件主要包含了桑基图所需的数据,如流量的起点、终点以及流量的大小等信息。这些数据必须以一定的结构组织起来,例如表格形式。R语言可以读取包括CSV、Excel、数据库等不同格式的数据文件,然后将这些数据加载到R环境中,为桑基图的绘制提供数据支持。
5.压缩文件的处理及文件名称解析
在本资源中,给定的压缩文件名称为"27桑基图",暗示了该压缩包中包含了与桑基图相关的R语言输入文件及代码。此压缩文件可能包含了以下几个关键部分:
a. 示例数据文件:可能是一个或多个CSV或Excel文件,包含了桑基图需要展示的数据。
b. R脚本文件:包含了一系列用R语言编写的代码,用于读取输入文件中的数据,并使用特定的包和函数绘制桑基图。
c. 说明文档:可能是一个Markdown或PDF文件,描述了如何使用这些输入文件和代码,以及如何操作R语言来生成桑基图。
6.如何在R语言中使用桑基图包
在R环境中,用户需要先安装和加载相应的包,然后编写脚本来定义桑基图的数据结构和视觉样式。脚本中会包括数据的读取、处理,以及使用包中的绘图函数来生成桑基图。通常涉及到的操作有:设定数据框(data frame)、映射变量、调整颜色和宽度参数等。
7.利用R语言绘制桑基图的实例
假设有一个数据文件记录了从不同能源转换到不同产品的能量流动,用户可以使用R语言的绘图包来展示这一流动过程。首先,将数据读入R,然后使用特定函数将数据映射到桑基图中,通过调整参数来优化图表的美观度和可读性,最终生成展示能源流动情况的桑基图。
总结:在本资源中,我们获得了关于如何在R语言中绘制桑基图的知识,包括了桑基图的概念、R语言的基础、如何准备和处理输入文件,以及通过R脚本绘制桑基图的方法。这些内容对于数据分析师和数据科学家来说是非常有价值的技能,尤其在需要可视化复杂数据流动和转换过程的场合。