三菱plc自动切割程序
时间: 2023-12-26 09:01:37 浏览: 43
三菱PLC自动切割程序是一种自动化控制系统,用于控制切割设备进行自动化切割操作。通过PLC控制器,可以实现对切割设备的精准控制和监控,提高生产效率和产品质量。
该自动切割程序首先需要编写PLC控制程序,通过对切割设备的逻辑控制进行编程,确定切割的工艺参数和切割路径。然后,需要进行PLC控制器的参数设置和IO接线,确保PLC控制器能够准确地接收和发送控制信号。接下来,对PLC控制器进行调试和测试,确保切割设备能够按照预定的程序进行自动切割操作。
在实际运行中,操作员只需要输入相关的工艺参数和切割要求,PLC控制器就会自动根据预先设定的程序进行自动切割操作,无需人工干预。同时,PLC控制器还可以实时监测切割过程中的各种参数,保障切割的精度和安全性。
三菱PLC自动切割程序的应用范围广泛,可以用于金属加工、塑料加工、玻璃加工等多个行业。它的出现极大地提高了生产效率,减少了人为的操作失误,确保了切割产品的质量稳定性。因此,三菱PLC自动切割程序在工业生产中具有重要的应用意义。
相关问题
自动洗车机三菱plc程序
自动洗车机的PLC程序是三菱PLC编写的。PLC是一种可编程逻辑控制器,它用于控制自动化设备的运行。在自动洗车机中,PLC程序起着关键作用,确保洗车机能够按照预定的程序自动运行。
首先,PLC程序会对自动洗车机的各个部分进行编程,包括洗车喷枪、水泵、刷子、高压水枪等。程序会根据洗车机的工作流程,设定不同的指令和运行顺序。
其次,PLC程序会进行传感器数据的读取和处理。洗车机通常配备了多个传感器,用来检测洗车过程中的不同情况,比如水压、温度、车身位置等。PLC程序会读取这些传感器的数据,根据设定的条件进行判断,并做出相应的控制动作。
例如,当感应到车辆停入洗车机,程序会启动水泵,使水流出洗车喷枪,开始洗涤车辆。在洗涤过程中,程序会监测水压和刷子的旋转速度,以确保洗车效果良好。同时,若传感器检测到温度过高或水位过低,程序会发出警报并停止洗车过程,以保护设备和车辆安全。
最后,PLC程序还负责控制自动洗车机的运行周期。程序会根据不同的需求,设定洗车机的工作时间和间隔。例如,设定每隔一小时进行一次洗车程序,或者根据车辆数量进行自动调整,以提高洗车机的效率和使用寿命。
总之,自动洗车机的PLC程序是为了实现洗车机的自动化运行而编写的。通过对洗车机不同部分的控制和传感器数据的读取处理,PLC程序确保洗车机能够高效、精准地完成洗车任务,并保障设备和车辆的安全。
三菱plc追剪程序范例
### 回答1:
三菱PLC追剪程序是一种用于自动控制激光切割设备的程序。该程序主要用于在切割过程中准确控制切割速度和位置,以实现高效、精确的切割过程。其范例包括以下步骤:
1. 程序初始化:在控制器上设置好输入输出口,设定好切割速度和位置参数,将所有设备初始化。
2. 启动信号检测:在设备开始工作前,需要检测是否有启动信号输入,以确保设备安全。
3. 切割程序开启:在设备启动后,程序开始执行切割程序。程序将根据设定的切割速度和位置控制刀具的移动。
4. 切割程序优化:在切割过程中,程序可以根据切割物体的轮廓和切割速度等参数,对切割程序进行优化,以提高切割质量和效率。
5. 切割结束:当切割完成后,程序会自动停止设备,并输出切割结果。
三菱PLC追剪程序可以帮助激光切割设备实现自动化控制,提高切割效率和质量,并减少了人工干预,节约了人力成本。
### 回答2:
三菱PLC追剪程序是指利用三菱PLC(可编程逻辑控制器)来实现追剪控制的程序。其范例主要包括以下步骤:
1. 确定追剪的控制要求和参数,如追剪速度、距离、精度等。
2. 采集传感器的信号,如编码器或光电开关等,实时监测剪切位置和速度。
3. 根据传感器信号,通过PLC执行相应的运动控制指令,实现追剪功能。
4. 对控制过程进行监控和调试,调整追剪参数,保证追剪运动的稳定和准确性。
5. 在需要时,可增加人机界面(HMI)进行操作和显示,方便操作人员对追剪过程的监控和控制。
三菱PLC追剪程序范例可以适用于不同的产业领域,如纺织、印刷、包装等,实现自动化生产的高效和精度。
总之,三菱PLC追剪程序范例包含了一系列的控制原理和技术,使得追剪控制变得更加简单和高效,提高了生产效率和产品质量。
### 回答3:
三菱PLC是一种工业自动化控制设备,常用于控制各类机器和设备。在生产过程中,需要对材料进行精确的切割,这就需要编写一个追剪程序来实现。下面是一个三菱PLC追剪程序的范例:
首先,需要明确追剪的定义和要求。追剪是指将材料按照一定长度进行切割,同时保证切割位置的精度和速度。在编写程序前,需要计算出切割的长度和位置,以及切割所需的速度和延迟时间。
其次,需要使用三菱PLC的编程软件,根据实际要求编写程序。这里以MELSEC FX系列PLC为例,使用GX Developer软件进行编程。步骤如下:
1. 定义输入输出口。根据需要设置切割位置、切割长度、速度等输入输出口,并选择对应的PLC模块。
2. 编写梯形图程序。根据计算出的切割长度和位置,编写梯形图程序,实现追剪功能。程序中需要包含一定的延迟时间,以保证切割的精度。
3. 对程序进行调试。在编写完程序后,需要通过模拟器模拟实际运行情况,对程序进行调试,确保程序的正确性和稳定性。
总之,编写三菱PLC追剪程序需要考虑到切割精度、速度、延迟时间等多个因素。通过合理的计算和编程,可以实现高效精确的追剪过程,提高生产效率。
相关推荐
最新推荐
基恩士三菱PLC内置以太网和以太网卡通讯方法
基恩士三菱PLC内置以太网和以太网卡通讯方法,PLC内置以太网、外置以太网卡与基恩士SR-2000扫码枪通讯
三菱PLC以太网卡与康耐视扫码枪通讯方法
三菱PLC以太网卡与康耐视扫码枪通讯方法,主要包含通讯的一些基本设置,控制块、状态块和输入、输出块的一些基本定义。
机械手系统的PLC梯形图程序
本文以日本三菱FX2N-48MR型的PLC为基础,介绍PLC在机械手搬运控制中的应用,并给出了详细的PLC程序设计过程。该程序已在工业机械手中获得了广泛应用,具有稳定、可靠的性能。关键词:PLC·机械手,控制。应用1机械...
三菱Q系列PLC通信MC协议.docx
三菱Q系列PLC通信协议有很多种,本次选择了MC,MC内发送数据有ASCII方式和二进制方式,通信模块有内置以太网模块(与CPU一起)和以太网扩展模块,不同的模块设置参数的方式同,本次使用的是内置式的
三菱PLC下载接口-串口标准通信协议V1.0.0
三菱PLC下载口的通信协议,可用于与PLC通信编程;PLC 是被动设备,与之连接的设备主动发起请求命令对 PLC 进行读写。通 过指令可以操作和读取 PLC 内部所有的软元件。
RTL8188FU-Linux-v5.7.4.2-36687.20200602.tar(20765).gz
REALTEK 8188FTV 8188eus 8188etv linux驱动程序稳定版本, 支持AP,STA 以及AP+STA 共存模式。 稳定支持linux4.0以上内核。
管理建模和仿真的文件
管理Boualem Benatallah引用此版本:布阿利姆·贝纳塔拉。管理建模和仿真。约瑟夫-傅立叶大学-格勒诺布尔第一大学,1996年。法语。NNT:电话:00345357HAL ID:电话:00345357https://theses.hal.science/tel-003453572008年12月9日提交HAL是一个多学科的开放存取档案馆,用于存放和传播科学研究论文,无论它们是否被公开。论文可以来自法国或国外的教学和研究机构,也可以来自公共或私人研究中心。L’archive ouverte pluridisciplinaire
:YOLOv1目标检测算法:实时目标检测的先驱,开启计算机视觉新篇章
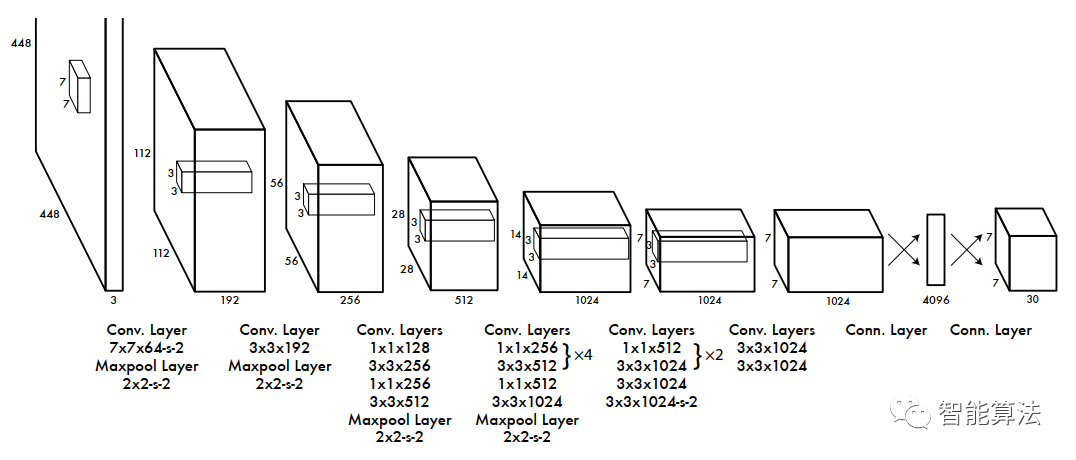
# 1. 目标检测算法概述
目标检测算法是一种计算机视觉技术,用于识别和定位图像或视频中的对象。它在各种应用中至关重要,例如自动驾驶、视频监控和医疗诊断。
目标检测算法通常分为两类:两阶段算法和单阶段算法。两阶段算法,如 R-CNN 和 Fast R-CNN,首先生成候选区域,然后对每个区域进行分类和边界框回归。单阶段算法,如 YOLO 和 SSD,一次性执行检
info-center source defatult
这是一个 Cisco IOS 命令,用于配置 Info Center 默认源。Info Center 是 Cisco 设备的日志记录和报告工具,可以用于收集和查看设备的事件、警报和错误信息。该命令用于配置 Info Center 默认源,即设备的默认日志记录和报告服务器。在命令行界面中输入该命令后,可以使用其他命令来配置默认源的 IP 地址、端口号和协议等参数。
c++校园超市商品信息管理系统课程设计说明书(含源代码) (2).pdf
校园超市商品信息管理系统课程设计旨在帮助学生深入理解程序设计的基础知识,同时锻炼他们的实际操作能力。通过设计和实现一个校园超市商品信息管理系统,学生掌握了如何利用计算机科学与技术知识解决实际问题的能力。在课程设计过程中,学生需要对超市商品和销售员的关系进行有效管理,使系统功能更全面、实用,从而提高用户体验和便利性。
学生在课程设计过程中展现了积极的学习态度和纪律,没有缺勤情况,演示过程流畅且作品具有很强的使用价值。设计报告完整详细,展现了对问题的深入思考和解决能力。在答辩环节中,学生能够自信地回答问题,展示出扎实的专业知识和逻辑思维能力。教师对学生的表现予以肯定,认为学生在课程设计中表现出色,值得称赞。
整个课程设计过程包括平时成绩、报告成绩和演示与答辩成绩三个部分,其中平时表现占比20%,报告成绩占比40%,演示与答辩成绩占比40%。通过这三个部分的综合评定,最终为学生总成绩提供参考。总评分以百分制计算,全面评估学生在课程设计中的各项表现,最终为学生提供综合评价和反馈意见。
通过校园超市商品信息管理系统课程设计,学生不仅提升了对程序设计基础知识的理解与应用能力,同时也增强了团队协作和沟通能力。这一过程旨在培养学生综合运用技术解决问题的能力,为其未来的专业发展打下坚实基础。学生在进行校园超市商品信息管理系统课程设计过程中,不仅获得了理论知识的提升,同时也锻炼了实践能力和创新思维,为其未来的职业发展奠定了坚实基础。
校园超市商品信息管理系统课程设计的目的在于促进学生对程序设计基础知识的深入理解与掌握,同时培养学生解决实际问题的能力。通过对系统功能和用户需求的全面考量,学生设计了一个实用、高效的校园超市商品信息管理系统,为用户提供了更便捷、更高效的管理和使用体验。
综上所述,校园超市商品信息管理系统课程设计是一项旨在提升学生综合能力和实践技能的重要教学活动。通过此次设计,学生不仅深化了对程序设计基础知识的理解,还培养了解决实际问题的能力和团队合作精神。这一过程将为学生未来的专业发展提供坚实基础,使其在实际工作中能够胜任更多挑战。