【S7-300与INTOUCH数据交换:精通实践】:高级技术解析与案例分析
发布时间: 2024-12-16 01:02:46 阅读量: 4 订阅数: 3 

intouch与S7-200的通讯.docx
参考资源链接:[s7 300和1500与INTOUCH通信配置示例-20200117.doc](https://wenku.csdn.net/doc/6412b708be7fbd1778d48d7d?spm=1055.2635.3001.10343)
# 1. S7-300 PLC与INTOUCH SCADA简介
## 1.1 工业自动化中的角色
PLC(可编程逻辑控制器)和SCADA(数据采集与监视控制系统)是现代工业自动化不可或缺的组成部分。S7-300 PLC作为西门子公司的一款经典产品,它以稳定性和可扩展性著称,广泛应用于各种工业控制系统中。而INTOUCH SCADA则是Wonderware公司开发的一款领先的SCADA系统,提供了强大的数据可视化和处理能力,用于实时监控和控制工业生产过程。
## 1.2 S7-300 PLC核心功能
S7-300 PLC具备强大的逻辑处理功能,可以处理各种传感器和执行器的信号。它支持模块化的设计,用户可以根据需要添加或删除模块来满足不同的控制需求。此外,S7-300 PLC还支持高级功能,比如高速计数、位置控制和PID控制等。
## 1.3 INTOUCH SCADA的应用范围
INTOUCH SCADA系统以其用户友好的界面和丰富的数据处理工具受到工程师的青睐。它广泛应用于制造业、能源、交通等领域,提供实时数据监控、历史数据记录、报警管理以及数据分析和报表生成功能。在现代智能制造环境中,INTOUCH SCADA与PLC的结合使用为工厂自动化提供了完整的一体化解决方案。
# 2. S7-300与INTOUCH通信机制解析
## 2.1 S7-300与INTOUCH基本通信原理
### 2.1.1 工业通讯协议概述
在工业自动化领域,通信协议是指网络上不同设备之间相互交换信息的规则集合。这些规则定义了数据的格式、传输速率、同步方式、错误检测和纠正机制等。对于S7-300 PLC和INTOUCH SCADA系统,通信协议是实现两者间可靠数据交换的基础。
工业通讯协议种类繁多,包括了Modbus、Profibus、Profinet、Ethernet/IP等。每种协议都有其特定的应用场景和优势,例如Profibus是广泛应用于现场总线控制系统的协议,而Profinet则是其以太网版本。Modbus则是另一种开放协议,被广泛用于多种设备之间的通信。
在选择协议时,通常需要考虑设备兼容性、网络拓扑、实时性需求、网络架构等多方面因素。通信协议的设计和实现需要确保数据传输的高效率、实时性、准确性和安全性。
### 2.1.2 S7-300与INTOUCH支持的协议
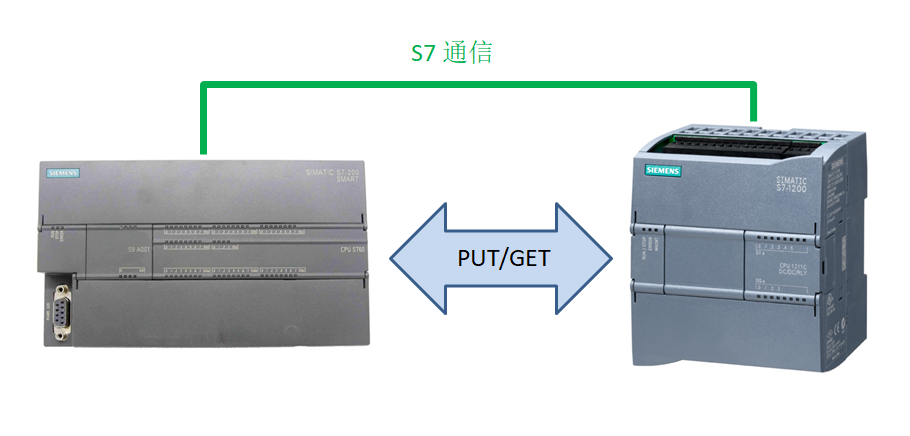
S7-300 PLC和INTOUCH SCADA系统支持多种通信协议,其中最常见的是S7通信协议和OPC(OLE for Process Control)标准。
- **S7协议**:这是西门子自家的专有协议,用于S7系列PLC与HMI、SCADA系统等进行通信。S7协议分为S7通信和S7通信(安全),后者在数据传输时提供了额外的安全措施。通信过程中,S7协议会建立连接,然后以同步或异步的方式交换数据块(DBs)、输入/输出(I/Os)和标记(Tags)。
- **OPC技术**:在S7-300与INTOUCH通信中,OPC提供了一个标准化的数据交换接口。通过配置OPC服务器,如西门子的SIMATIC NET,INTOUCH可以直接从S7-300 PLC读取数据,反之亦然。这种机制极大地简化了不同品牌系统间的集成过程。
接下来,我们将深入探讨S7-300与INTOUCH的数据交换方式,这包括间接通信、直接通信以及OPC技术的应用。
# 3. INTOUCH SCADA系统配置与管理
## 3.1 ITOUCH系统架构与组件
### 3.1.1 ITOUCH系统架构介绍
INTOUCH是Wonderware公司开发的一款先进的SCADA(监控控制和数据采集)软件,广泛应用于工业自动化领域。系统架构上,INTOUCH通过其分布式功能,实现了企业级的数据采集和设备管理。其架构主要包括以下几个核心层次:
- **展示层(Presentation Layer)**:也叫作客户端,负责与用户的直接交互,提供实时数据的可视化和操作界面。
- **应用层(Application Layer)**:包括了实时数据库(Historian),以及各种应用服务如报警管理、报告生成等。
- **数据采集层(Data Acquisition Layer)**:负责与底层PLC、智能仪表等硬件设备通信,采集和发送实时数据。
- **通讯层(Communication Layer)**:包含了OPC服务器、网络通信协议栈等,用于保证各个层次间数据交换的准确和及时。
### 3.1.2 ITOUCH的关键组件解析
#### Wonderware InTouch Wonderware的InTouch提供以下几个关键组件:
- **InTouch Application Manager**:用于管理InTouch应用程序,创建和管理窗口、图形、报警等。
- **InTouch WindowMaker**:提供了一个可视化的环境,用于开发、编辑和测试InTouch窗口。
- **InTouch Alarm Supervisor**:用于管理报警的显示和确认,以及报警日志的记录。
- **InTouch Historian**:历史数据记录和分析工具,可以将实时数据保存至数据库中供后续分析。
#### 详细组件功能描述
- **WindowMaker**:该组件是INTOUCH中的关键部分,用于创建和编辑用户界面。通过WindowMaker,开发者可以定义图形对象和动画来表示工业过程中的各种状态和数据。这些图形对象可以是按钮、图表、滑块等,它们可以与数据源绑定,实现实时数据的可视化。
- **Application Server**:INTOUCH的运行环境,它处理数据采集、报警逻辑以及与用户界面之间的交互。服务器与客户端通过TCP/IP网络通信,确保了数据的实时更新。
- **Alarm**:报警是INTOUCH中一个重要的功能,用于及时通知操作员设备或者系统异常。INTOUCH的报警系统可以设置阈值和优先级,当发生报警时能够及时地将信息发送给相关操作员。
## 3.2 ITOUCH的图形化界面开发
### 3.2.1 创建动态显示的图形界面
在INTOUCH中创建动态显示的图形界面需要遵循以下步骤:
1. 启动WindowMaker,并选择一个适合的模板创建新的窗口。
2. 利用对象工具箱,将各种图形控件添加到工作区,如按钮、指示灯、图表等。
3. 将图形控件与数据点绑定。这可以通过直接输入数据点地址或利用INTOUCH的Tag Management System来完成。
4. 设置图形控件的属性,如大小、颜色、形状等,以适应不同的显示需求。
5. 使用脚本或逻辑控制语言(如VBA)来编写动态效果和交互逻辑。
6. 进行模拟测试,确保图形界面能够正确响应数据变化和用户交互。
7. 将设计好的窗口部署到应用服务器上,供生产使用。
下面是一个简单的示例代码,用于创建一个动态显示数据的按钮:
```vba
Private Sub btn_DynamicControl_Click()
' 假设已经有一个Tag叫做Tag1与按钮绑定
Dim CurrentTagValue As Integer
' 读取Tag1的当前值
CurrentTagValue = TagRead ("Tag1")
' 如果Tag1的值大于某个阈值,则改变按钮背景为红色
If CurrentTagValue > 50 Then
btn_DynamicControl.BackColor = Color.Red
Else
btn_DynamicControl.BackColor = Color.Green
End If
End Sub
```
在上述代码中,`TagRead`是一个假设的函数,用于读取Tag的值。实际开发中,需要根据INTOUCH提供的API替换为正确的函数调用。按钮背景颜色根据Tag值改变,可以直观地将操作员注意力集中在需要关注的数据点上。
### 3.2.2 实现用户交互与控制逻辑
在INTOUCH中实现用户交互和控制逻辑,需要对不同的用户输入和数据变化做出响应,通过执行相应的脚本代码来实现。以下是一些关键点:
- **绑定事件**:INTOUCH支持多种类型的事件,包括按钮点击、数据变化、定时器等。为事件编写响应脚本是用户交互的基础。
- **逻辑控制**:编写脚本时,应使用结构化的逻辑来确保程序的可读性和可维护性。常见的逻辑结构包括条件判断、循环控制等。
- **数据验证和过滤**:在数据发送到PLC前,需要进行验证和过滤,确保数据的准确性和安全性。
- **错误处理**:对于脚本中的错误,应当有明确的处理机制,确保系统的稳定运行。
下面是一个简单的示例,演示如何通过按钮实现对PLC的控制:
```vba
Private Sub btn_SendCommand_Click()
' 假设Tag2是PLC控制端口
Dim CommandValue As Integer
If IsNumeric(txt_Command.Text) Then
' 将输入的文本转换为整数
CommandValue = Val(txt_Command.Text)
' 将命令值写入PLC
TagWrite "Tag2", CommandValue
' 更新用户界面提示信息
msg_Status.Text = "命令已发送到PLC"
Else
msg_Status.Text = "请输入有效的命令数值"
End If
End Sub
```
在这段代码中,我们创建了一个按钮事件,用户可以在文本框中输入一个数值,并通过点击按钮将其发送到PLC。文本框内容先经过验证,再发送到PLC,最后在界面上反馈操作结果。
## 3.3 ITOUCH的数据管理与归档
### 3.3.1 数据记录策略与方法
INTOUCH的数据记录功能可以有效地帮助用户追踪历史数据,并对数据进行归档。在配置数据记录策略时,需要考虑以下因素:
- **记录频率**:根据数据变化的速率和重要性来确定记录频率。
- **记录时长**:根据存储空间和分析需求确定保留历史数据的时长。
- **数据压缩**:为了节省存储空间,可以使用数据压缩方法,INTOUCH支持多种压缩算法。
- **数据类型**:根据需要记录的数据类型(如模拟量、计数器等)来配置相应记录策略。
- **历史数据检索**:提供方便快捷的数据检索方式,以便用户能够快速找到所需的历史记录。
### 3.3.2 历史数据的查询与分析
历史数据的查询与分析可以通过以下步骤进行:
1. 利用INTOUCH内置的查询工具来构建查询条件。
2. 使用SQL语句或者INTOUCH的查询编辑器来精确地获取需要的数据。
3. 将查询结果导出到Excel或其他格式,进行详细的数据分析。
4. 使用INTOUCH的历史数据分析工具,比如趋势曲线、饼图等,可视化历史数据并进行直观分析。
```sql
-- 一个简单的SQL查询示例,用于获取特定时间段内的数据点变化
SELECT TagName, DateTime, Value
FROM HistoricalData
WHERE DateTime BETWEEN '2023-01-01' AND '2023-01-31'
ORDER BY DateTime
```
在上述SQL查询示例中,我们选择了一个名为`HistoricalData`的表格,获取了2023年1月份所有数据点的记录,并按日期时间顺序排序结果。通过这种方式,操作员可以快速地检索出历史数据并进行后续分析。
通过本章节的介绍,我们深入探究了INTOUCH SCADA系统配置与管理的关键方面,为实现数据可视化与实时监控奠定了坚实的基础。接下来的章节我们将深入学习S7-300 PLC的编程基础及其与INTOUCH的数据交互。
# 4. S7-300 PLC编程与数据处理
## 4.1 S7-300编程基础
### 4.1.1 使用STEP 7进行项目管理
在工业自动化领域,西门子S7-300 PLC(可编程逻辑控制器)是应用广泛的控制设备。编写有效的程序是实现自动化系统控制目标的核心。STEP 7是西门子推出的软件包,用于编程和调试其S7系列PLC。STEP 7中包含了项目管理器功能,它是工程师开始任何编程任务的起点。
项目管理器界面简明直观,允许工程师创建新项目、打开现有项目,以及配置硬件(如模块类型和数量)。项目中的每个设备都有一个对应的硬件配置,其中包含了模块的详细配置以及它们之间的通信设置。
```plaintext
示例:
打开STEP 7软件,选择 "新建项目" 创建一个新的自动化项目。
在项目树中,右键点击项目名称,选择 "添加新对象" 并选择 "硬件配置"。
在硬件配置窗口中,通过拖放方式添加CPU模块和外围设备,然后点击保存。
```
硬件配置完成后,即可开始编程任务。STEP 7支持多种编程语言,包括梯形图(Ladder Diagram)、功能块图(Function Block Diagram)和语句列表(Statement List)等。这些语言针对不同的应用需求和工程师的编程习惯,提供了灵活的编程选择。
### 4.1.2 编程块的创建与应用
在STEP 7中,编程块是实现特定控制功能的单元,主要分为组织块(OBs)、功能块(FBs)、功能(FCs)、数据块(DBs)和全局数据块(GDs)。理解和有效应用这些编程块是控制程序设计的关键。
- **组织块(OBs)**:用于系统和程序事件的处理,例如启动、停止和错误事件。
- **功能块(FBs)**:可以存储数据,具有内部存储器,适用于重复使用的控制逻辑。
- **功能(FCs)**:不保存内部数据,常用于实现通用功能。
- **数据块(DBs)**:用于存储控制程序中使用的数据。
- **全局数据块(GDs)**:用于存储整个项目中所有编程块都能访问的数据。
创建一个功能块(FB)来实现特定的控制逻辑如下:
```plaintext
1. 在项目树中找到 "程序块" 文件夹。
2. 右键点击 "功能块" 并选择 "新建"。
3. 输入功能块的名称,例如 FB1,选择合适的语言(梯形图、功能块图等)。
4. 在新打开的编辑窗口中,绘制或输入控制逻辑。
5. 保存并编译功能块。
6. 将功能块拖放到OB(组织块)或其他功能块中使用。
```
在实际应用中,编程块需要根据系统的实际需求进行编写。工程师根据控制逻辑的复杂程度,将控制任务分解为多个较小的块,并通过合适的编程块进行实现。同时,编程块的使用还可以提高代码的复用性,便于项目的管理和维护。
## 4.2 S7-300数据交换与处理
### 4.2.1 数据块(DB)的使用与管理
在S7-300 PLC的编程过程中,数据块(DB)扮演着数据仓库的角色,负责存储和管理程序运行时的数据。数据块可以包含如输入/输出值、计数器值、定时器值、中间变量和计算结果等多种数据类型。合理地使用数据块对提高程序的可读性和维护性非常重要。
数据块的管理通常涉及以下几个方面:
- 创建数据块:在STEP 7中,可以通过右键点击 "数据块" 文件夹并选择 "新建" 来创建一个新的数据块。每个数据块都有一个独特的块号,它可以在程序中被引用。
- 数据块结构设计:设计数据块的结构时要考虑到访问速度、存储空间和数据类型。例如,可以使用数组来存储循环数据,或者使用结构体来组织复杂数据。
- 数据块的读写:在程序中,可以通过访问数据块的地址(如 DB1.DBW0)来读取或写入数据。数据块的读写可以使用各种编程语言实现,如梯形图中的移动指令,功能块中的赋值语句等。
### 4.2.2 从S7-300到INTOUCH的数据发送
在自动化控制系统中,从PLC到上位机(如INTOUCH SCADA系统)的数据发送是监控和控制的关键。S7-300 PLC通过特定的通信协议,如S7通讯协议、ISO-on-TCP(RFC1006)或OPC等,将采集的数据发送到INTOUCH。
1. 配置PLC的通信设置:在STEP 7中,进入CPU属性设置,配置相应的通信协议和参数(如IP地址、端口号)。
```plaintext
示例:
打开CPU属性设置,选择"通信",然后配置ISO-on-TCP协议。
在"地址"栏输入INTOUCH服务器的IP地址。
在"端口"栏输入配置好的端口号,例如102。
```
2. 编写数据发送逻辑:在适当的编程块中(如组织块OB82,用于周期性数据更新),通过编程指令将数据块中的数据发送到INTOUCH。
### 4.2.3 从INTOUCH到S7-300的数据接收与响应
从INTOUCH到S7-300的数据交换通常涉及到对特定变量的读取或写入操作。在INTOUCH中,可以配置标签和变量,然后通过通信网络将数据发送到PLC。PLC接收数据后,相应的数据块或输入地址将更新,从而触发相应的控制逻辑。
1. 在INTOUCH中设置标签:首先定义所需的PLC标签,指定数据类型和存储地址。
```plaintext
示例:
在INTOUCH标签编辑器中,创建新标签 "MyTag"。
指定数据类型为整型(INT)。
设置数据地址为 "1.0",这代表DB1的第一个数据字。
```
2. 在PLC中编写数据接收逻辑:根据INTOUCH发送的数据类型和地址,在相应的编程块中编写数据接收逻辑。
```plaintext
示例:
在OB1(主循环块)中,使用 "MOV" 指令将接收到的数据写入到指定的数据块中。
```
通过这种机制,INTOUCH能够有效地向S7-300发送命令或设置参数,PLC根据这些数据执行相应的控制任务。这种双向数据交换是实现复杂自动化控制的基础。
## 4.3 S7-300故障诊断与监控
### 4.3.1 PLC自诊断功能
S7-300 PLC具备强大的自诊断功能,能够实时监控PLC系统内部的状态,并对潜在的错误进行预警和报告。PLC的自诊断功能通过组织块(OBs)来实现,例如OB82用于诊断中断,OB121/122用于电源故障等。
1. 监控系统状态:在STEP 7中,可以通过在线监视功能查看PLC的CPU状态,包括其工作模式、内存使用情况、扫描时间和通讯状态等。
```plaintext
示例:
打开在线监视功能,选择 "CPU状态",查看相关信息。
```
2. 配置报警和错误记录:在OB121和OB122中编写报警和错误处理逻辑,可以将故障信息记录到数据块中,或者通过通信模块发送到INTOUCH进行远程报警。
### 4.3.2 实时监控与报警系统设置
实时监控是自动化系统的重要组成部分,它确保了系统状态的透明度,并允许操作员及时作出响应。在S7-300 PLC中,可以通过编程将特定的输出和状态变量与报警和监控系统关联起来。
1. 编写监控逻辑:在适当的功能块或组织块中编写代码,用于检测变量值是否超出预设的阈值范围。一旦触发阈值条件,就可以执行报警响应。
```plaintext
示例:
在OB35中,编写代码检查温度值是否超过设定的安全上限。
如果超过,则激活报警,并将报警信息写入到数据块中。
```
2. 配置INTOUCH报警系统:在INTOUCH中创建报警管理界面,设置对应的报警阈值,然后将PLC中的数据块与INTOUCH报警系统关联。
```plaintext
示例:
在INTOUCH中创建报警设置,指定报警条件和处理动作。
在报警详细信息中引用 "MyTag" 标签。
```
通过实时监控系统,操作员可以及时了解系统状态,对潜在的问题进行预防和解决,从而保证系统的稳定运行和生产的安全性。
# 5. 案例研究与高级应用
## 5.1 综合案例分析:实现S7-300与INTOUCH集成
### 5.1.1 项目需求与系统设计
在案例研究的第一阶段,我们面对的是一个典型的工业自动化项目需求,该需求涉及到生产线监控系统。项目旨在实时监控生产线设备的工作状态,并通过SCADA系统进行数据收集和控制指令的下发。
为了实现这一目标,设计了一套基于S7-300 PLC与INTOUCH SCADA集成的系统。系统设计包括了硬件选型、通信配置以及软件界面的开发。在硬件方面,我们选择了西门子S7-300 PLC作为控制核心,通过工业以太网与INTOUCH SCADA进行实时数据交换。在软件方面,INTOUCH SCADA负责展示数据、生成报表、报警处理和用户界面交互等。
### 5.1.2 实施步骤详解
实施步骤按照以下流程进行:
1. **硬件连接与配置:**
- 确保S7-300 PLC与INTOUCH SCADA之间的物理连接正确无误。
- 配置S7-300的网络参数,确保其IP地址与INTOUCH在同一网络段内。
2. **通信协议设置:**
- 在S7-300中设置对应的通信协议,例如使用S7协议。
- 在INTOUCH中创建新的通信驱动配置,选择与PLC相对应的协议和连接参数。
3. **INTOUCH配置与界面开发:**
- 使用INTOUCH的图形编辑器创建标签页,设计人机界面。
- 绑定PLC中相应的地址到SCADA标签上,确保实时数据可以正确显示和更新。
4. **测试与优化:**
- 进行模拟信号输入与输出测试,验证数据交换的准确性。
- 根据测试结果进行必要的优化调整,比如调整数据刷新频率或优化数据格式处理。
### 5.1.3 集成测试与问题解决
在集成测试阶段,我们进行了全系统的模拟运行,以确保从硬件到软件的每一步都按预期工作。此过程中,我们遇到了几个常见的问题:
- **通信中断:**在初步测试时,发现通信会不定时中断。经过检查,发现是由于部分数据包超时未收到响应导致的。通过增加PLC中数据包的超时时间,问题得到解决。
- **数据同步延迟:**发现数据同步存在几秒的延迟。分析后确认是由于SCADA端数据刷新频率设置过低。在INTOUCH中调整刷新率后,延迟得到了明显的改善。
## 5.2 高级应用技巧
### 5.2.1 使用脚本与脚本函数优化数据交换
在系统维护和进一步优化阶段,我们引入了脚本编程以提供更灵活的数据处理能力。通过编写自定义脚本函数,我们能够:
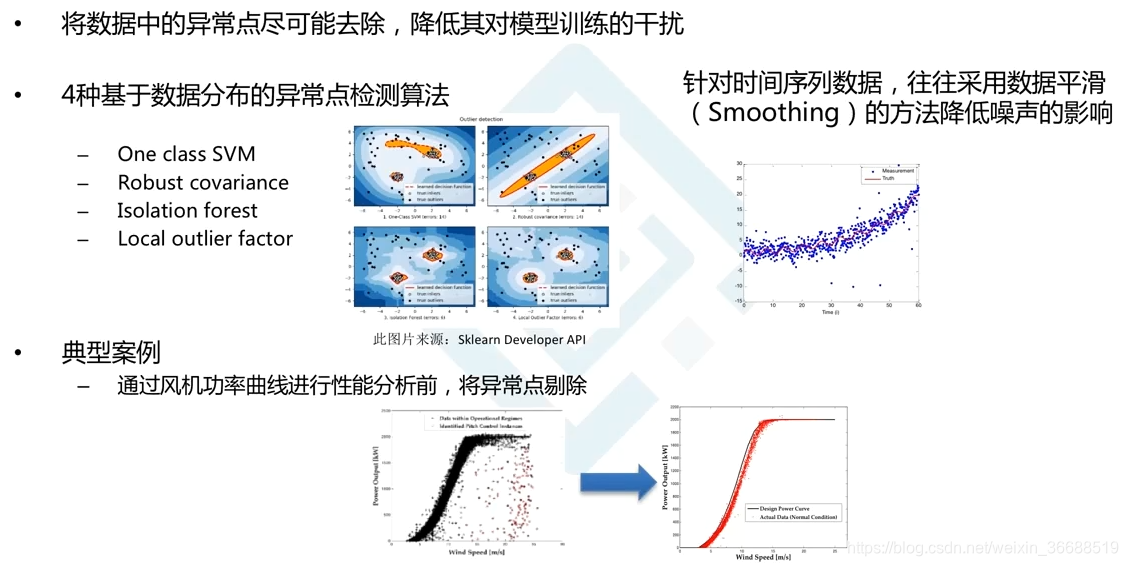
- 实现数据的预处理,比如单位转换、异常值过滤等。
- 执行复杂的逻辑判断,根据数据变化自动调整控制策略。
- 定制报警和通知逻辑,及时响应设备异常状态。
下面是一个简单的脚本示例,该脚本用于在数据接收后自动调整其单位:
```python
# 一个简单的数据单位转换脚本
def convert_value(value, from_unit, to_unit):
# 根据from_unit和to_unit执行相应的单位转换逻辑
# 这里假定是温度单位转换,实际应用中应根据实际单位进行处理
conversion_factor = get_conversion_factor(from_unit, to_unit)
return value * conversion_factor
def get_conversion_factor(from_unit, to_unit):
conversion_factors = {
('Celsius', 'Fahrenheit'): 1.8,
('Fahrenheit', 'Celsius'): 1/1.8,
# 更多单位转换系数...
}
return conversion_factors.get((from_unit, to_unit))
# 使用脚本函数
original_value = 30 # 假设原始数据
original_unit = 'Celsius'
target_unit = 'Fahrenheit'
converted_value = convert_value(original_value, original_unit, target_unit)
print(converted_value)
```
### 5.2.2 集成第三方软件与模块
在一些复杂的应用场景中,单一SCADA系统可能无法满足所有需求。因此,集成第三方软件和模块成为了提高系统灵活性和功能强大的关键。
- **数据分析软件:**集成商业或开源的数据分析软件,比如MATLAB或Python的Pandas库,来实现数据的深度分析和挖掘。
- **报告生成工具:**比如Crystal Reports,用来生成丰富的报表。
- **附加模块:**集成了物联网平台和云服务,将数据上传至云端进行存储和处理。
### 5.2.3 实现工业4.0中的智能数据交换
在工业4.0的背景下,智能数据交换变得至关重要。要实现这一目标,我们必须考虑以下几点:
- **标准化数据格式:**如使用OPC UA来统一数据格式和通信协议。
- **边缘计算:**在数据源附近进行初步处理,减少传输延迟,提高响应速度。
- **安全措施:**加强数据交换过程中的安全性,比如数据加密、身份验证。
## 5.3 未来展望与发展趋势
### 5.3.1 S7-300与INTOUCH在智能制造中的角色
随着智能制造和工业互联网的发展,S7-300与INTOUCH等传统工控产品和系统正在逐步向更为智能化和网络化的方向发展。在智能制造中,S7-300作为现场设备的控制核心,将承担更多基于云平台的智能决策支持和远程控制的功能。而INTOUCH SCADA将作为数据采集和展示的主要平台,为操作者提供直观的生产信息和实时的设备状态监控。
### 5.3.2 技术创新对数据交换的影响
技术创新如5G网络、人工智能、大数据分析等,都对数据交换产生了深远的影响。未来的数据交换将更快、更安全,并能提供更丰富的数据分析结果。例如,5G网络的低延迟特性将使得远程控制和监控变得更加实时和可靠。人工智能和大数据技术的应用,可以使得数据交换系统不仅可以收集数据,还能预测设备的维护需求和生产线的优化建议。
未来的发展,不仅需要在技术层面进行创新,还需要不断更新操作者的技能集,以适应技术变革带来的新需求。整体而言,随着新技术的涌现,数据交换和处理将在工业自动化领域发挥更加关键的作用。

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【RTCM 3.3协议的10大秘密】:精通实时定位技术的终极指南

参考资源链接:[RTCM 3.3协议详解:全球卫星导航系统差分服务最新标准](https://wenku.csdn.net/doc/7mrszjnfag?spm=1055.2635.3001.10343)
# 1. RTCM 3.3协议概述
RTCM 3.3是实时差分全球定位系统(GNSS
【深度学习的交通预测力量】:构建上海轨道交通2030的智能预测模型
参考资源链接:[上海轨道交通规划图2030版-高清](https://wenku.csdn.net/doc/647ff0fc
升级你的IS903:固件更新全攻略,提升性能与稳定性的终极指南

参考资源链接:[银灿IS903优盘完整的原理图](https://wenku.csdn.net/doc/6412b558be7fbd1778d42d25?spm=1055.2635.3001.10343)
# 1. IS903固件更新的必要性和好处
## 理解固件更新的重要性
固件更新,对于任何智能设备来说,都是一个关键的维护步骤。IS903作为一款高性能的设备,其固件更新不仅仅是为了修
ROST软件高级用户必看:全面掌握工具每一个细节的独家技巧
参考资源链接:[ROST内容挖掘系统V6用户手册:功能详解与操作指南](https://wenku.csdn.net/doc/5c20fd2fpo?spm=1055.2635.3001.10343)
# 1. ROST软件概述与安装指南
## ROST
【cx_Oracle权威指南】:版本升级、环境配置与最佳实践案例解析
参考资源链接:[cx_Oracle使用手册](https://wenku.csdn.net/doc/6476de87543f84448808af0d?spm=1055.2635.3001.10343)
# 1. cx_Oracle简介与历史回顾
cx_Oracle 是一个流行的 Python 扩展,用于访问 Oracle 数据库。它提供了一个接口,允许 Python 程序
ZMODEM vs XMODEM vs YMODEM:三者的优劣比较分析及选型建议

参考资源链接:[ZMODEM传输协议深度解析](https://wenku.csdn.net/doc/647162cdd12cbe7ec3ff9be7?spm=1055.2635.3001.10343)
# 1. ZMODEM、XMODEM与YMODEM协议概述
在现代数据通
ARINC664协议的可靠性与安全性:详细案例分析与实战应用

参考资源链接:[AFDX协议/ARINC664中文详解:飞机数据网络](https://wenku.csdn.net/doc/66azonqm6a?spm=1055.2635.3001.10343)
# 1. ARINC664协议概述
ARINC664协议,作为一种在航空电子系统中广泛应用的数据通信标准,已经成为现代飞机通信网络的核心技术之一。它不仅确保了
HEC-GeoHMS在洪水风险评估中的应用实战:案例分析与操作技巧
参考资源链接:[HEC-GeoHMS操作详析:ArcGIS准备至流域处理全流程](https://wenku.csdn.net/doc/4o9gso36xa?spm=1055.2635.3001.10343)
# 1. HEC-GeoHMS概述与洪水风险评估基础
## 1.1 HEC-GeoHMS简介
HEC-GeoHMS是一个强大的GIS工具,用于洪水风险评估和洪水模型的前期准备工作。它是HEC-HMS(Hydro
MIPI CSI-2信号传输精髓:时序图分析专家指南
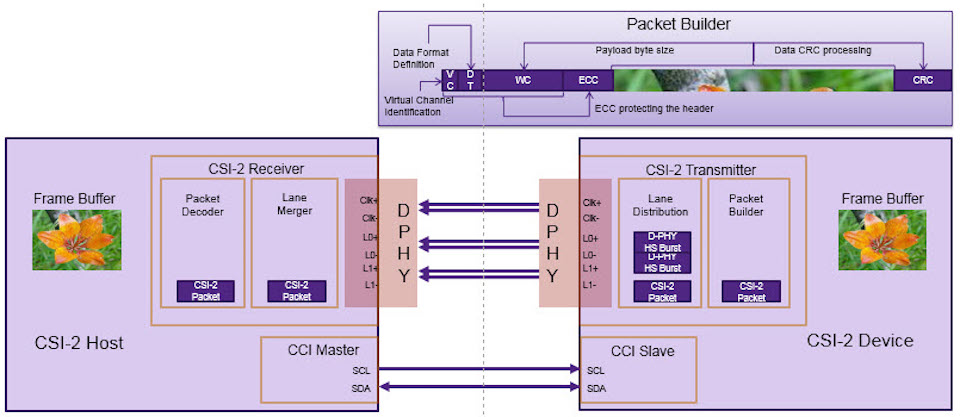
参考资源链接:[mipi-CSI-2-标准规格书.pdf](https://wenku.csdn.net/doc/64701608d12cbe7ec3f6856a?spm=1055.2635.3001.10343)
# 1. MIPI CSI-2信号传输基础
MIPI CSI-2 (Mobile Industry Processor
【系统维护】创维E900 4K机顶盒:更新备份全攻略,保持最佳状态

参考资源链接:[创维E900 4K机顶盒快速配置指南](https://wenku.csdn.net/doc/645ee5ad543f844488898b04?spm=1055.2635.3001.10343)
# 1. 创维E900 4K机顶盒概述
## 简介
创维E900 4K机顶盒是一款集成了最新技术的家用多媒体设备,支持4K超高清视频播放和多
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )