【安川YRC1000焊接与切割解决方案】:工业加工先进技术的实践
发布时间: 2024-12-03 05:20:35 阅读量: 20 订阅数: 23 

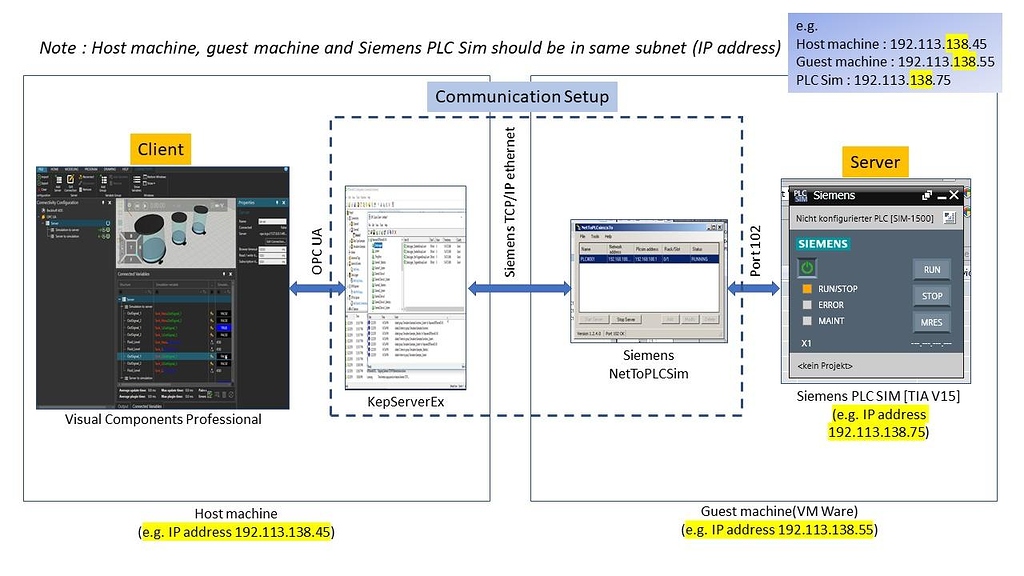
西门子1500系列PLC与安川YRC1000机器人进行EthernetIP通信教程.pdf

参考资源链接:[安川YRC1000 使用说明书.pdf](https://wenku.csdn.net/doc/6401abfecce7214c316ea3fd?spm=1055.2635.3001.10343)
# 1. 安川YRC1000控制系统概览
## 1.1 安川YRC1000的定位与功能
安川YRC1000控制系统是一款专为工业自动化和机器人技术设计的高端控制器。它集成了先进的运动控制、网络通信和用户友好的操作界面于一体。YRC1000不仅仅是一个简单的驱动器,它在设计时充分考虑到了对自动化生产线的全面控制,包括但不限于机器人、输送带、加工设备等多种工业设备的集成管理。
## 1.2 核心技术与创新特点
该系统的核心技术包括模块化硬件设计、多轴同步控制、以及故障预测与保护功能。YRC1000的创新特点在于它的高度灵活性和可扩展性,能够满足不同行业、不同规模生产线的需求。此外,其软件平台提供丰富的API接口和开发工具,使得系统集成和自定义开发变得更加便捷。
## 1.3 YRC1000的应用领域
安川YRC1000广泛应用于半导体制造、汽车制造、物流自动化等高新技术产业。尤其在精度要求高的焊接、切割以及装配等作业流程中,YRC1000凭借其出色的控制精度和稳定性赢得了行业的认可。对于追求高效能与高稳定性的企业,YRC1000无疑是一个理想的选择。
请注意,本章为概览性质的介绍,为后续章节关于YRC1000在焊接与切割技术中应用的深入分析奠定了基础。在了解了YRC1000控制系统的基本情况后,我们将进一步探讨它在具体的工业应用中如何发挥作用。
# 2. 焊接技术基础与YRC1000应用
## 2.1 焊接工艺的理论基础
### 2.1.1 焊接技术的发展历程
焊接技术作为现代制造业的关键技术之一,其发展历程悠久且充满创新。自19世纪末期电弧焊的发明,焊接技术开始走向工业化应用。20世纪,随着材料科学与电力技术的飞速发展,焊接工艺逐渐成熟,并在二战后因大规模基础设施建设需求而迅速发展。20世纪后半叶,伴随着自动化和数字化技术的进步,焊接技术实现了从手工向自动化的过渡。进入21世纪,智能化和机器人焊接技术开始成为焊接行业的重要发展方向。
### 2.1.2 各种焊接方法的原理与特点
现代焊接技术涵盖多种焊接方法,每种方法根据不同的应用场景和材料特性有着各自的优势和局限。例如:
- **电弧焊**:利用电弧产生的热量融化母材和填充材料,广泛应用于造船、桥梁等领域。
- **激光焊**:利用高能密度的激光束快速熔化材料,特点是焊接速度快、热影响区小。
- **摩擦焊**:依靠机械摩擦热使材料达到塑性状态,常用于轴类零件的连接。
- **电子束焊**:通过聚焦的高能电子束作用于工件表面产生热量,能够焊接极细小或复杂结构的部件。
## 2.2 YRC1000焊接解决方案的组成
### 2.2.1 硬件架构解析
安川YRC1000控制系统在焊接工艺中的应用,依托其强大的硬件架构。硬件部分主要包括机器人本体、焊接机头、送丝机构、工件定位夹具等。这些组件协同工作,确保焊接过程中的精确控制。例如,高精度的伺服电机确保了机器人动作的准确性和重复性;智能焊接头能够实现多角度、复杂轨迹的焊接作业。
### 2.2.2 软件支持与编程环境
YRC1000控制系统为焊接工艺提供丰富的软件支持。包括但不限于:
- **编程环境**:YRC1000提供了一套完整的编程工具,支持工程师以直观的图形界面进行编程,并能够导入CAD数据以辅助精确焊接路径的规划。
- **控制逻辑**:软件支持灵活的控制逻辑编写,允许根据不同的焊接需求定制控制程序。
- **模拟仿真**:提供焊接工艺的模拟仿真功能,可以在实际焊接前对焊接路径和参数进行验证,减少实际操作中的错误和浪费。
## 2.3 焊接工艺在YRC1000中的实现
### 2.3.1 焊接参数的设置与优化
为了实现高质量的焊接效果,YRC1000控制系统允许用户设置并优化焊接参数,比如焊接速度、电流大小、电压以及气体流量等。这些参数的设置需要根据材料类型、厚度和所需的焊接质量进行调整。通过YRC1000的参数优化功能,操作员可以实时调整参数,以达到最佳的焊接效果。
### 2.3.2 焊接过程的监控与控制
焊接过程的监控和控制对于保证焊接质量至关重要。YRC1000控制系统支持对焊接过程进行实时监控,比如焊接电流和电压的波动分析、焊接熔池的温度检测等。系统还可以对焊接过程中的异常情况做出实时反应,自动调节参数以保证焊接质量。此外,焊接完成后系统可以自动生成焊接质量报告,便于质量追溯和分析。
以下是YRC1000控制系统焊接过程中的一个典型工作流程:
1. **初始化**:机器人臂和焊接头被设置到起始位置。
2. **路径规划**:根据工件的具体形状和要求,规划出焊接路径。
3. **参数设置**:根据焊接材料和质量要求,设置合理的焊接参数。
4. **执行焊接**:机器人开始按照设定的路径和参数执行焊接。
5. **监控与控制**:YRC1000实时监控焊接过程,确保焊接质量。
6. **质量评估**:焊接完成后,进行质量评估,必要时进行后续处理。
```mermaid
graph LR
A[开始焊接] --> B[路径规划]
B --> C[参数设置]
C --> D[执行焊接]
D --> E[监控与控制]
E --> F[质量评估]
F --> G[结束焊接]
```
在焊接过程中,YRC1000控制系统通过其高级控制算法确保焊接路径的精确性,同时利用先进的传感器技术对焊接质量进行实时评估。针对发现的任何质量问题,控制系统能够迅速调整焊接参数,优化焊接效果,从而提高生产效率和产品质量。
# 3. 切割技术基础与YRC1000应用
### 3.1 切割技术的理论基础
切割技术是现代制造业中的关键技术之一,它直接影响到产品的生产效率和质量。切割工艺主要分为机械切割、热切割、水切割和激光切割等几大类。每种切割技术都具有独特的原理与特点。
#### 3.1.1 切割工艺的分类与原理
**机械切割**依靠物理作用实现材料分离,如锯切、铣切等。它适用于软质材料,如木材、塑料等。
**热切割**包括火焰切割、等离子切割等。它利用高温使材料局部熔化或蒸发,再用高速气流吹走熔化或蒸发的部分。热切割适用于金属材料,特别是低碳钢。
**水切割**是利用高压水射流的动能,对材料进行切割。它可以在不产生热影响区的情况下切割各种材料,尤其适用于切割复合材料。
**激光切割**采用

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【USB 3.0接口的电源管理】:确保设备安全稳定供电

# 摘要
USB 3.0接口已成为现代计算机和消费电子设备中广泛应用的高速数据传输标准。本文详细探讨了USB 3.0接口的电源管理理论,包括电源管理规范、工作原理以及面临的挑战。进一步,本文通过实际案例分析了USB 3.0接口电源管理在不同设备中的实现、测试与优化,并讨论了提高电源效率的技术手段以及电源管理策略的设计。文章最后总结了USB
【西门子PID调试流程】:理论与实践完美结合的步骤指南

# 摘要
本文全面介绍了西门子PID控制器的功能、理论基础及应用。首先概述了PID控制器的重要性和基本控制原理,随后详细阐述了比例、积分、微分三种控制参数的物理意义及调整策略,并提供了性能评估指标的定义和计算方法。接着,文章探讨了西门子PLC与PID调试软件的介绍,以及PID参数的自动调整技术和调试经验分享。通过实操演示,说明了PID参数的初始化、设置步骤
数字电路性能深度分析:跨导gm的影响与案例研究

# 摘要
本文全面探讨了数字电路性能中跨导gm的作用及其优化策略。首先介绍了跨导gm的基础理论,包括其定义、作用机制和计算方法。随后分析了跨导gm对数字电路性能的影响,特别是其在放大器设计和开关速度中的应用。为了实现跨导gm的优化,本文详细探讨了相关的测量技术及实践案例,提出了针对性的
【Kepware高级配置教程】:定制通信方案以适配复杂DL645场景

# 摘要
本文旨在全面介绍Kepware通信方案,并深入探讨DL645协议的基础知识、高级配置技巧,以及与PLC集成的实践案例。首先,文章概述了Kepware
【KepServerEX V6性能提升术】:揭秘数据交换效率翻倍策略
# 摘要
KepServerEX V6作为一款广泛使用的工业自动化数据集成平台,正面临性能调优和优化的严峻挑战。本文首先概述了KepServerEX V6及其面临的性能问题,随后深入解析其数据交换机制,探讨了通信协议、关键性能指标以及性能优化的理论基础。在实践章节中,我们详
STM32F103RCT6开发板同步间隔段调试:提升性能的黄金法则
# 摘要
本文以STM32F103RCT6开发板为核心,详细介绍了同步间隔段(TIM)的基本概念、初始化、配置及高级功能,展示了如何通过调试实践优化性能。文中不仅阐述了定时器的基础理论和工作原理,还探讨了PWM和输入捕获模式的应用。通过案例研究,分析了实际应用中性能提升的实例,并提出了内存管理、代码优化和系统稳
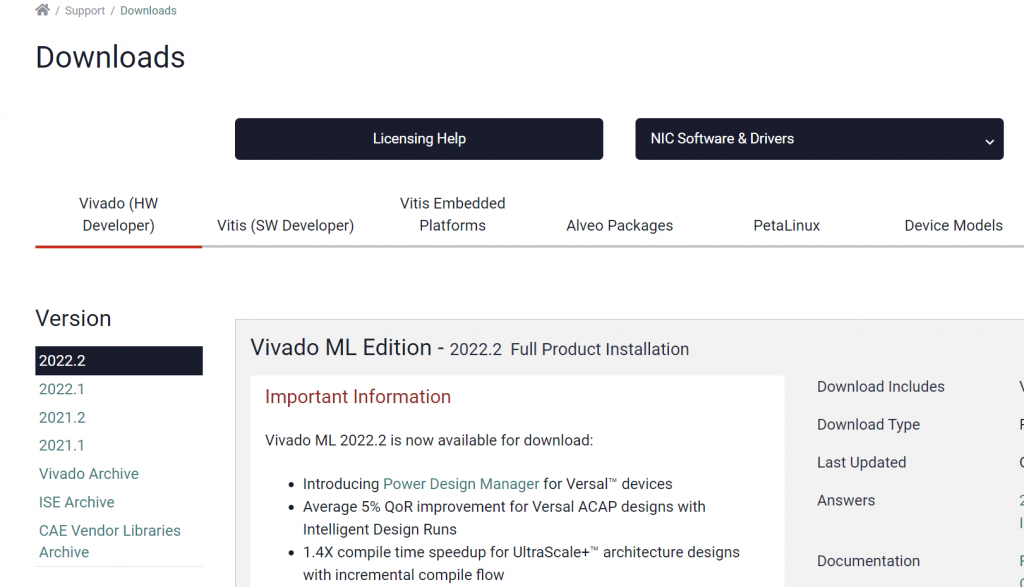
Visual C++问题快速修复:Vivado安装手册速成版
# 摘要
本文档提供了一份全面的指南,旨在帮助读者成功安装并配置Visual C++与Vivado,这两种工具在软件开发和硬件设计领域中扮演着重要角色。从概述到高级配置,本指南涵盖了从软件安装、环境配置、项目创建、集成调试到性能优化的全过程。通过详尽的步骤和技巧,本文旨在使开发者能够高效地利用这两种工具进行软件开发和FPGA编程,从而优化工作流程并提高生产力。本指南适合初学者和有经验的工
【三菱ST段SSI编码器全攻略】:20年专家深度解析及其在工业自动化中的应用
# 摘要
本文详细介绍了三菱ST段SSI编码器的基本原理、技术参数、以及在工业自动化领域的应用。通过对SSI编码器的深入分析,包括其工作原理、技术参数的精确性、速度响应、环境适应性和电气特性,本文揭示了编码器在运动控制、机器人技术及工业4.0中的关键作用。通过实战案例分析,探讨了SSI编码器在不同工业场景中的应用效果和优化经验。最后,本文探讨了SSI编码器的维护与故障排除技巧,并展望了技术发展
【Vue.js日历组件的扩展功能】:集成第三方API和外部库的解决方案

# 摘要
随着Web应用的复杂性增加,Vue.js日历组件在构
EMC VNX存储高级故障排查

# 摘要
本文对EMC VNX存储系统进行了全面的概述,从理论到实践,深入分析了其架构、故障排查的理论基础,并结合实际案例详细介绍了硬件和软件故障的诊断方法。文章进一步探讨了性能瓶颈的诊断技术,并提出了数据丢失恢复、系统级故障处理以及在复杂环境下故障排除的高级案例分析。最后,本文提出了EMC VNX存储的最佳实
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )