【机床编程故障分析】:系统性故障解决流程详解
发布时间: 2025-01-05 22:02:04 阅读量: 16 订阅数: 16 

034-基于AT89C52的矩阵键盘扫描proteus仿真设计.rar
# 摘要
机床编程故障是影响制造效率和精度的关键问题。本文首先对机床编程故障进行识别与分类,并深入分析故障的理论基础,包括编程原理、故障类型及诊断技术。第二部分通过探讨各种检测工具和案例分析,分享实践经验与预防措施。在第四章中,针对不同类型的机床编程故障,本文提出了通用和专用的解决方法,并强调了故障解决后程序验证的必要性。最后,本文探讨了机床编程故障解决流程的优化,包括流程改进、预防措施和故障管理信息系统的应用,旨在提升故障诊断与处理的效率和质量。
# 关键字
机床编程故障;故障分类;故障诊断技术;故障检测工具;故障解决方法;流程优化
参考资源链接:[牧野火花机编程指南:角度设置与坐标系统操作](https://wenku.csdn.net/doc/33y3tbpw1b?spm=1055.2635.3001.10343)
# 1. 机床编程故障的识别与分类
## 1.1 故障识别的重要性
在机床编程领域,故障的早期识别至关重要,它能够降低停机时间,减少生产损失,并保障产品质量。识别故障首先需要了解机床的工作流程和预期行为,以便发现异常信号或表现。
## 1.2 故障的分类
故障通常可以分为几类,每类故障都有其独特的特征和处理方式:
- **电气故障**:涉及电源、电路、电气元件等,比如继电器、接触器或变压器故障。
- **机械故障**:源于机床的物理部分,例如传动轴、齿轮、轴承的损坏或磨损。
- **软件故障**:源于数控系统软件问题,比如编程错误、系统崩溃或数据丢失。
## 1.3 故障的识别方法
为了准确识别故障,技术人员应当使用多种诊断工具,如示波器、万用表、逻辑分析仪等。此外,故障代码、报警信号和日志文件也是重要的诊断线索。例如,在识别软件故障时,可以通过查看机床的诊断和报警信息来定位问题所在。
## 1.4 本章小结
本章我们初步了解了机床编程故障的识别与分类。下一章将深入探讨机床编程的理论基础,为后续的故障分析和解决打下坚实的基础。
# 2. 机床故障的理论基础分析
### 2.1 机床编程原理概述
在深入探讨机床故障之前,了解机床编程的基础原理是必不可少的。编程语言和代码结构是编程的基础,它们定义了如何向机床发出指令以及这些指令是如何组织的。程序控制流程和逻辑则确保这些指令能够按正确的顺序执行,从而实现预期的机械运动和加工任务。
#### 2.1.1 编程语言和代码结构
机床编程语言是为机械加工设计的一套指令集,它允许工程师定义工件的加工过程。最常见的编程语言是G代码(G-code),它是一种国际标准化的编程语言,用于指导数控机床的运动和操作。
让我们通过一个简单的例子来说明G代码的基础:
```gcode
N10 G00 X0 Y0 Z0
N20 G01 Z-5 F100
N30 X50 Y50
N40 Z5
N50 X0 Y0
```
以上代码段演示了一个简单的方形轮廓加工过程。其中,`G00` 表示快速定位指令,`G01` 是线性插补指令用于实际加工,`X`、`Y`、`Z` 分别代表机床在三个轴向上的位置,`F` 后跟的数字是进给率。每一行称为一个程序块(block),以N开头的是行号,帮助程序员追踪程序执行的位置。
#### 2.1.2 程序控制流程和逻辑
程序控制流程决定了代码的执行顺序,它涉及到了分支、循环、条件判断等控制结构。这些控制结构在机床编程中也十分重要,以确保机械臂或其他活动组件能够正确执行复杂任务。
以循环为例:
```gcode
N10 G01 X0 Y0 F100
N20 G01 Z-5
N30 G01 X50 Y0
N40 G01 Z5
N50 G01 X0 Y50
N60 G01 Z-5
N70 G01 X50 Y50
N80 G01 Z5
N90 G01 X0 Y0
N100 GOTO N10
```
在这个例子中,`GOTO` 指令用于创建一个循环,使得程序重复执行某些操作。这在需要对同一路径进行多次加工时特别有用。
### 2.2 机床故障的分类详解
机床故障可以从多个维度进行分类,这有助于快速定位问题并采取相应的解决策略。机床故障按照其性质可以分为电气故障、机械故障和软件故障。
#### 2.2.1 电气故障
电气故障涉及机床中的电气部件,如电机、电缆、继电器和控制单元等。电气故障通常和电流、电压异常或者电路连接问题有关。
在处理电气故障时,使用万用表测量电压和电阻是基本步骤。查看电路图并进行对照可以帮助找到故障点。例如:
```mermaid
graph TD;
A[开机无响应] -->|检查电源线| B[电源线损坏?];
A -->|检查保险丝| C[保险丝烧坏?];
A -->|检查电源供应| D[电压不稳?];
B -->|更换电源线| E[故障解决];
C -->|更换保险丝| E;
D -->|检查电源单元| F[电源单元故障?];
F -->|维修或更换| E;
```
#### 2.2.2 机械故障
机械故障通常指机床的物理结构损坏或磨损,比如导轨、丝杆、轴承、齿轮等。机械故障的表现可能是机床振动、加工精度下降或者运动部件卡住。
诊断机械故障通常需要手动检查或使用精密测量工具,如百分表或激光对中仪。例如:
```mermaid
graph TD;
A[加工表面粗糙] -->|检查导轨| B[导轨磨损?];
A -->|检查刀具| C[刀具磨损?];
B -->|更换导轨| D[故障解决];
C -->|更换刀具| D;
```
#### 2.2.3 软件故障
软件故障发生在机床控制系统,包括但不限于数控系统、HMI界面和相关软件。软件故障可能是由于系统文件损坏、病毒或人为误操作引起的。
在遇到软件故障时,可以尝试重启系统或者加载备份文件恢复。复杂情况下可能需要软件供应商的技术支持。
### 2.3 故障诊断理论与技术
#### 2.3.1 传统诊断技术
传统的机床故障诊断技术通常依赖经验丰富的技术人员,他们通过听、看、摸的方式对机床进行全面检查。例如:
```markdown
- **听诊法**:通过听机床运行时发出的声音变化,判断机床的健康状况。
- **视觉检查**:检查机床的外观和显示界面,查找故障指示。
- **触觉检查**:手或工具接触机床运动部件,感受异常振动或阻力。
```
#### 2.3.2 现代诊断

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
《牧野火花机编程手册 2.doc》专栏深入探讨了机床编程的各个方面,从入门基础到高级技巧,涵盖牧野火花机编程指南、自动化编程、安全问题、软件选择、数据管理、项目管理、故障排除、多轴编程、标准化、工业 4.0 影响、高级课程、CAD-CAM 系统集成和故障分析。该专栏旨在为机床编程人员提供全面的资源,帮助他们提升效率、提高精度、确保安全并应对制造业数字化转型的挑战。
专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
Java异常处理精讲:面试中的10大问题与最佳实践策略
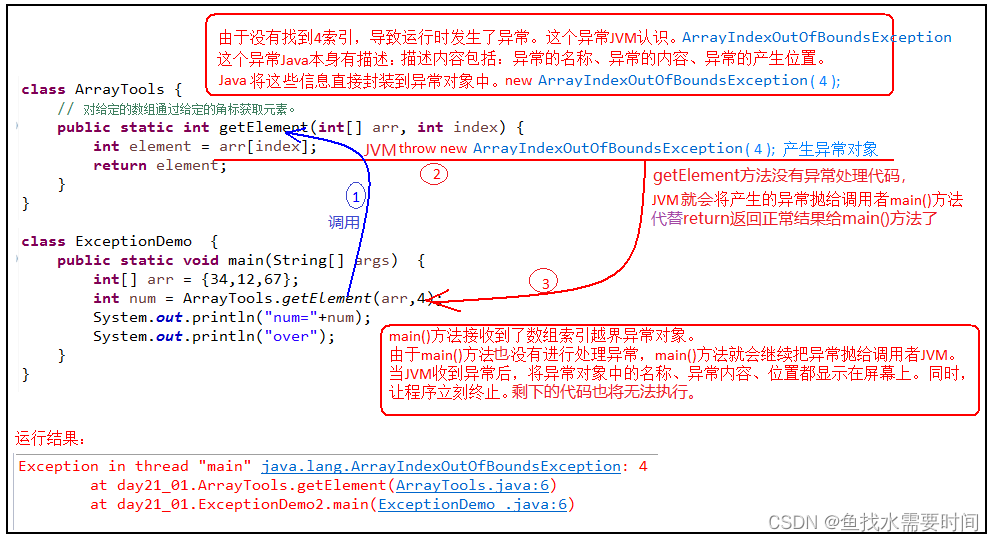
# 摘要
Java异常处理是编程中的重要部分,涉及对程序运行中出现的非正常情况进行管理。本文首先概述了Java异常处理的基本概念和语法规则,包括异常类的继承结构、自定义异常的设计与实践。随后,深入探讨了异常处理的进阶技巧,如异常链、异常聚合以及面向切面编程在异常处理中的应用。在实际开发应用场景中,本文分析了网络编程、数据库操作及多线程环境中的异常处
【Kettle与Debezium实战指南】:2023年构建实时数据同步的终极秘籍

# 摘要
本文探讨了实时数据同步的基本概念、技术选型和应用实践,重点介绍了Kettle和Debezium两个关键工具。通过分析Kettle的数据整合原理、转换操作步骤以及性能调优,本文阐述了数据抽取、转换和加载(ETL)的有效方法。同时,深入解析了Debeziu
【OVITO新手必学】:快速掌握基础与案例解析
# 摘要
OVITO是一款广泛应用于材料科学和分子动力学模拟的可视化工具软件,本文提供了OVITO软件的全面概述,包括软件安装和基础操作指南,重点介绍了数据导入、处理、基本可视化元素设置,以及模拟与分析功能。通过案例研究,解析了金属晶体变形和高分子材料折叠的模拟过程,并探讨了优化模拟性能和数据管理的实践技巧。本文还介绍了OVITO的高级功能,如插件系统、Python脚本自动化以及未来发展方向,最后提供了社区资源信息以供读者进一步探索和交流。
# 关键字
OVITO;材料科学;分子动力学;数据可视化;模拟分析;高级功能
参考资源链接:[OVITO入门指南:软件功能详解与安装教程](https
精通BFD协议:4大技术细节+7个配置案例深度解析
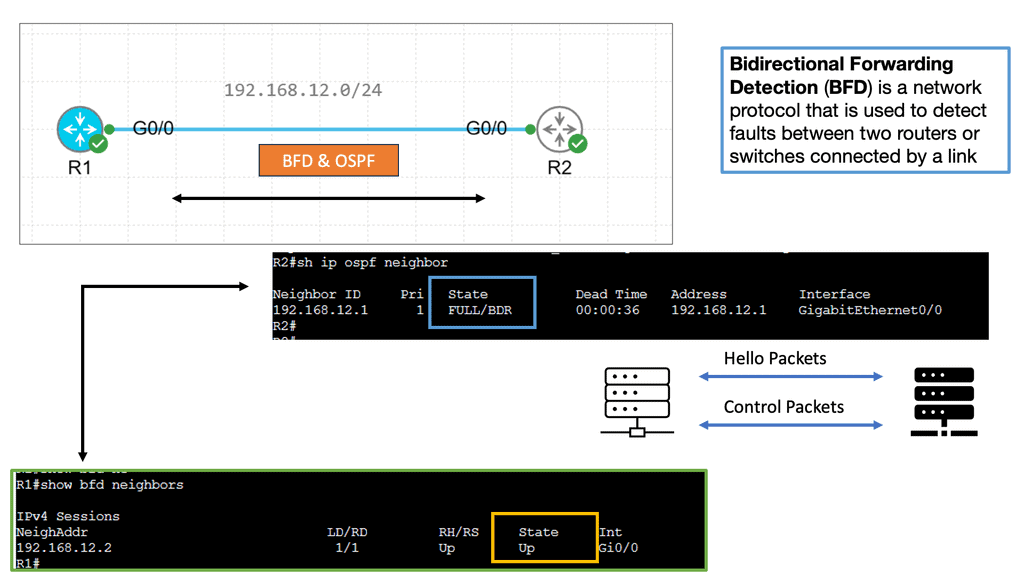
# 摘要
本文旨在深入探讨BFD(双向转发检测)协议的技术原理、配置实践以及其在各种网络环境中的应用案例。通过详细解析BFD协议的由来、工作原理、会话机制以及其类型和应用,本文为读者提供了一个全面的技术概述。同时,文章通过实例展示了如何配置BFD协议以与OSPF和BGP等路由协议联动,解决了网络故障排查和性能优化中的实际问题。在此基础上,文章还分析了BFD协议的局限性,并探讨了安全配置和在云环境
C#设备检测终极指南:10种方法精确诊断客户端类型
# 摘要
本文全面探讨了使用C#语言进行设备检测的理论与实践。从基础的系统信息获取,到CPU、内存、磁盘、显示设备和打印机等详细检测,再到网络与外设的连接状态检查,本研究为开发者提供了一套详尽的设备检测解决方案。特别是第五章介绍了利用反射和Windows API实现更高级别系统信息的获取,增强了检测的深度与灵活性。第六章则分享了创建跨平台设备检测工具的实践案例,讨论了提高检测工具的安全性、稳定性,并提供了实际应用中的策略和集成方法。通过这些内容,本文旨在为C#开发者在软件开发和维护中实现高效准确的设备检测提供指导和支持。
# 关键字
C#;设备检测;系统信息;环境信息;网络状态;反射;Win
【技术领导力入门】:10个步骤构建IT团队有效分权机制

# 摘要
技术领导力与分权在现代组织中发挥着至关重要的作用,尤其在促进创新、提升团队效率和加强沟通协作方面。本文首先探讨了分权机制的理论基础,包括其定义、核心原则以及与团队结构的关系。接着,
从YSU实验报告看软件工程】:理论实践结合的终极指南
# 摘要
本论文深入探讨了软件工程的基础知识,重点研究了需求分析、建模技术、设计与架构模式、测试与质量保证以及项目管理和团队协作五个核心领域。通过对YSU实验报告的案例分析,本文揭示了这些领域在软件开发过程中的实际应用和重要性。从需求获取到软件设计,再到测试与部署,本文详细讨论了如何通过有效的方法和工具确保软件质量,并强调了敏捷方法在提升项目管理效率和团队协作质量
【数据结构与算法在Amazon面试中的应用】:揭示逻辑思维的秘诀,让你在在线测试中脱颖而出!
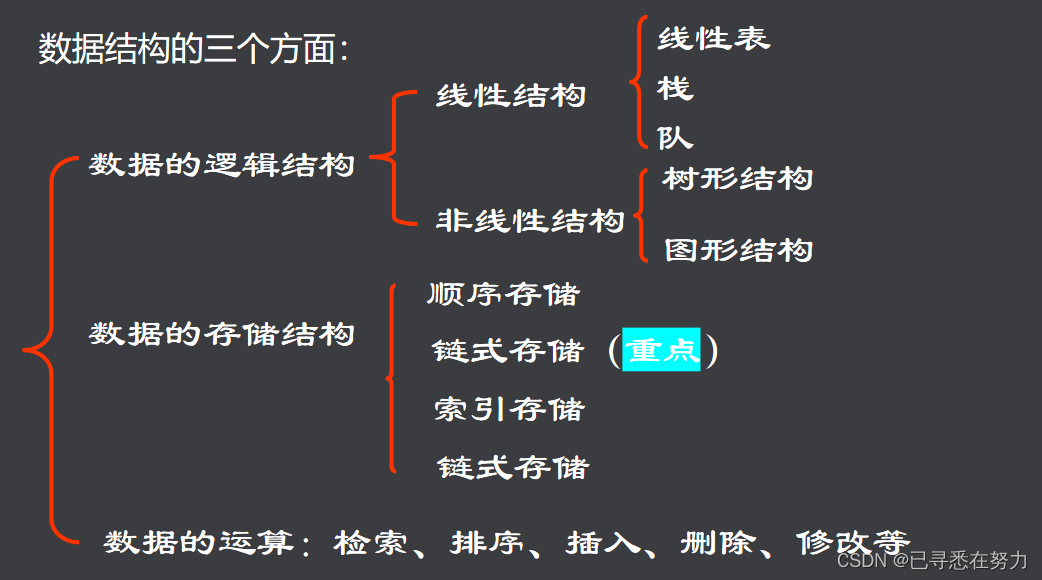
# 摘要
本文深入探讨了数据结构与算法的基础知识,以及它们在技术面试中的应用和实践。首先,介绍了数据结构的定义、重要性以及常用数据结构类型,并阐述了算法的基本概念、分类、以及时间与空间复杂度的分析方法。第二章着重讲解了逻辑思维的培养和编码技巧的提升,旨在帮助读者在编码过程中运用有效的逻辑和习惯来提高代码质量。第三章和第四章分别探讨了数据结构和算法在面试中如何应用,并提供了解题策略和常见问题实例。最后,第五章通过分析Amazon
国产JL1101芯片的国际挑战:兼容性分析与实战策略

# 摘要
JL1101芯片作为一款新兴的半导体产品,其国际兼容性分析对市场渗透策略至关重要。本论文首先概述了JL1101芯片的基本信息,随后深入探讨了其在国际市场的兼容性问题,评估了技术参数,并分析了兼容性测试的策略和工具。通过实战策略构建,本文提出了以SWOT分析为基础的竞争战略,并针对技术改进和伙伴关系建设提出了具体的实施计划。紧接着,论文分析了市场推广和品牌建设中的关键
【AGV视觉技术解析】:机器人视觉在AGV导航与定位中的应用

# 摘要
随着自动化和智能化的发展,自动引导车(AGV)在现代工业中的应用日益广泛。本文综述了AGV视觉技术的发展概况,详细探讨了AGV视觉系统的理论基础,包括视觉传感器技术、计算机视觉理论以及机器学习的应用。文章进一步分析了AGV视觉技术在实践中的具体应用,如目标识别、三维空间定位和导航路径规划,以及在实际场景中的应用案例,包括仓库内部导航、自主引导车与人共存和动态环境适应性。最后,本文针对AGV视觉技术当前面临的挑战进行了分析,并预测了技术的
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )