分布式数据库在制造业中的应用:供应链管理、生产计划、设备监控,实现智能制造,提升生产效率
发布时间: 2024-07-23 05:25:35 阅读量: 115 订阅数: 30 

大数据供应链:构建工业4.0智能供应模式.docx
# 1. 分布式数据库简介**
分布式数据库是一种将数据存储在多个节点上的数据库系统,这些节点可以分布在不同的物理位置。与传统集中式数据库相比,分布式数据库具有以下优势:
- **可扩展性:**分布式数据库可以通过添加更多节点来轻松扩展,以满足不断增长的数据需求。
- **高可用性:**如果一个节点发生故障,其他节点可以继续提供服务,从而提高了系统的整体可用性。
# 2. 分布式数据库在制造业中的应用
分布式数据库在制造业中有着广泛的应用,它可以帮助企业解决供应链管理、生产计划和设备监控等方面的挑战。
### 2.1 供应链管理
#### 2.1.1 实时库存管理
分布式数据库可以实现实时库存管理,让企业随时掌握各个仓库和配送中心的库存情况。通过分布式数据库,企业可以:
- **消除数据孤岛:**将分散在不同系统和位置的库存数据集中到一个统一的平台,打破数据孤岛。
- **提高数据准确性:**分布式数据库采用强一致性模型,确保所有节点上的数据始终保持一致,提高库存数据的准确性。
- **优化库存分配:**基于实时库存数据,企业可以优化库存分配,将库存合理分配到不同仓库和配送中心,减少库存积压和短缺。
#### 2.1.2 跨区域协同
分布式数据库支持跨区域协同,让不同区域的企业和仓库之间实现无缝协作。通过分布式数据库,企业可以:
- **实现跨区域数据共享:**不同区域的企业和仓库可以共享库存和订单数据,打破地域限制。
- **优化跨区域物流:**基于跨区域数据共享,企业可以优化跨区域物流,减少运输时间和成本。
- **提高供应链响应速度:**分布式数据库可以缩短跨区域数据传输和处理时间,提高供应链的响应速度,应对突发事件。
### 2.2 生产计划
#### 2.2.1 生产计划优化
分布式数据库可以帮助企业优化生产计划,提高生产效率和降低成本。通过分布式数据库,企业可以:
- **整合生产数据:**将来自不同生产线、车间和工厂的生产数据整合到一个统一的平台,为生产计划提供全面、准确的数据基础。
- **实时监控生产进度:**分布式数据库可以实时监控生产进度,让企业及时发现生产瓶颈和异常情况。
- **优化生产排程:**基于实时生产数据,企业可以优化生产排程,提高产能利用率,减少生产时间和成本。
#### 2.2.2 预测性维护
分布式数据库可以支持预测性维护,帮助企业提前发现设备故障,避免生产中断。通过分布式数据库,企业可以:
- **收集设备数据:**分布式数据库可以收集来自传感器、物联网设备和工业控制系统的设备数据。
- **分析设备数据:**通过机器学习和数据分析算法,分布式数据库可以分析设备数据,识别故障模式和趋势。
- **预测故障:**基于数据分析,分布式数据库可以预测设备故障,让企业提前采取维护措施,避免生产中断。
### 2.3 设备监控
#### 2.3.1 实时数据采集
分布式数据库可以实现实时数据采集,让企业实时监控设备运行状况。通过分布式数据库,企业可以:
- **连接海量设备:**分布式数据库可以连接海量设备,收集来自不同类型设备的实时数据。
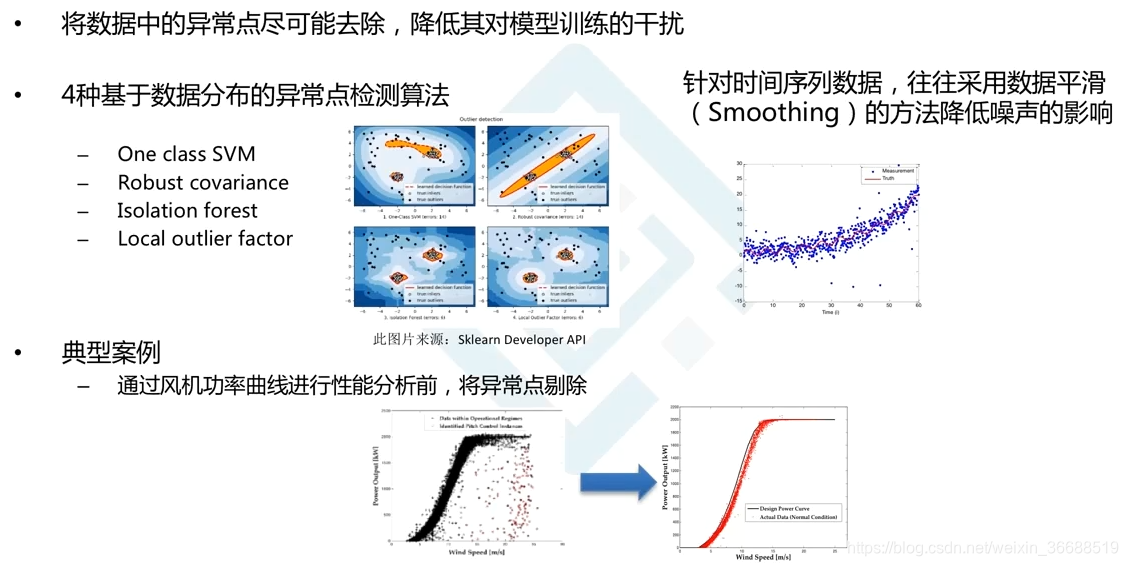
- **数据预处理:**分布式数据库可以对实时数据进行预处理,过滤无效数据和异常值,确保数据质量。
- **实时数据存储:**分布式数据库可以将实时数据存储在分布式集群中,保证数据的可靠性和可用性。
#### 2.3.2 故障预测和预警
分布式数据库可以支持故障预测和预警,帮助企业提前发现设备故障,避免生产中断。通过分布式数据库,企业可以:
- **建立故障模型:**基于历史故障数据和设备运行数据,分布式数据库可以建立故障模型,识别设备故障的特征和模式。
- **实时故障检测:**分布式数据库可以实时检测设备数据,与故障模型进行对比,识别潜在故障。
- **预警通知:**当检测到潜在故障时,分布式数据库可以发出预警通知,让企业及时采取维护措施,避免生产中断。
# 3. 分布式数据库的优势和挑战
分布式数据库相较于传统数

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
本专栏深入探讨了 SQL 分布式数据库的奥秘,从架构原理到实战指南,全面解析了分布式数据库的方方面面。专栏涵盖了分布式数据库的选型、数据一致性、高可用性、水平扩展、数据分片、复制机制等核心技术,并提供了 MySQL、PostgreSQL、Oracle 等主流数据库的分布式解决方案。此外,专栏还探讨了分布式数据库在云计算、微服务、物联网、金融、社交网络、电子商务、制造业等领域的应用,帮助读者了解分布式数据库在不同场景下的优势和应用方式。本专栏旨在为读者提供全面的分布式数据库知识,助力读者打造高可用、可扩展、高性能的数据管理系统。
专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
快速掌握SAP MTO流程:实现订单处理效率提升的3步骤

# 摘要
本论文深入探讨了SAP MTO(Make-to-Order)流程,这是一种定制化生产方式,其关键在于按需生产以减少库存成本并提高客户满意度。论文首先概述了SAP MTO流程的基本概念和核心要素,接着分析了其理论基础,包括与其它生产流程的比较和业务价值分析。在实践操作部分,重点介绍了订单创建、生产计划、物料需求计划以及订单履行等关键步
【USB xHCI 1.2b全方位解析】:掌握行业标准与最佳实践

# 摘要
USB xHCI (eXtensible Host Controller Interface) 1.2b作为最新的USB主机控制器标准,为USB通信提供了一个高效、可扩展的技术框架。本文首先概述了USB xHCI标准,随后详细解析了其技术理论基础,包括架构解析、新特性对比、电源管理与优化。之后,文章探讨了在不同平台(服务器、嵌入式系统和操作系统)中的实现与应用案例,并分
中文表格处理:数据清洗与预处理的高效方法(专家教你做数据医生)
# 摘要
数据清洗与预处理是数据分析和机器学习前不可或缺的步骤,本文旨在全面阐述数据清洗与预处理的理论与实践技巧。文章首先介绍了数据清洗的重要性,包括数据质量对分析的影响和清洗的目标原则,然后探讨了数据清洗中常见的问题及其技术方法。预处理方面,文章详细讨论了数据标准化与归一化、特征工程基础以及编码与转换技术。针对中文表格数据,文章提
【从零开始,PIC单片机编程入门】:一步步带你从基础到实战应用
# 摘要
本文全面介绍了PIC单片机编程的基础知识及其应用,从硬件组成、工作原理到开发环境的搭建,详细阐述了PIC单片机的核心特性。通过详细分析指令集、存储器操作和I/O端口编程,为读者打下了扎实的编程基础。随后,文章通过实战演练的方式,逐步引导读者完成从简单到复杂的项目开发,涵盖了ADC转换、定时器应用和串行通信等关键功能。最后,本文探讨了高级编程技巧,包括性能优化、嵌入
【ANSYS Fluent多相流仿真】:6大应用场景及详解
# 摘要
本文对ANSYS Fluent在多相流仿真中的应用进行了全面的介绍和分析。文章首先概述了多相流的基本理论,包括多相流模型的分类、特点以及控制方程与相间作用。接着详细阐述了ANSYS Fluent界面的操作流程,包括用户界面布局、材料和边界条件的设定以及后处理与结果分析。文中还探讨了六大典型应用场景,如石化工业中的气液分离、生物
【Win7部署SQL Server 2005】:零基础到精通的10大步骤
# 摘要
本论文详细介绍了SQL Server 2005的安装、配置、管理和优化的全过程。首先,作者强调了安装前准备工作的重要性,包括系统要求的检查与硬件兼容性确认、必备的系统补丁安装。随后,通过详尽的步骤讲解了SQL Server 2005的安装过程,确保读者可以顺利完成安装并验证其正确性。基础配置与管理章节侧重于服务器属性的设置、数据库文件管理、以及安全性配置,这些都是确保数据库稳定运行的基础。数据库操作与维护章节指导读者如何进行数据库的创建、管理和日常操作,同时强调了维护计划的重要性,帮助优化数据库性能。在高级配置与优化部分,探讨了高级安全特性和性能调优策略。最后,论文提供了故障排除和性
【数据洞察速成】:Applied Multivariate Statistical Analysis 6E习题的分析与应用
# 摘要
本文系统介绍了多元统计分析的基础概念、数学理论、常用方法以
电源管理的布局艺术:掌握CPHY布局与电源平面设计要点
# 摘要
本文系统介绍了电源管理和CPHY接口的基本原理及其在高速信号传输中的应用。首先概述了电源管理的重要性,然后详细阐述了CPHY接口的技术标准、信号传输机制、以及与DPHY的对比。接下来,深入探讨了CPHY布局的理论基础和实践技巧,着重讲解了传输线理论、阻抗控制以及走线布局对信号完整性的影响。此外,文章还分析了电源平面设计的理论与实践,包括布局原则和热管理。最后,本文提出了CPHY与电源平面综合设计的策略和方法,并通过案例分析
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )