Maxwell铁损进阶攻略:涡流损失和磁滞损失深度剖析
发布时间: 2024-12-21 07:17:03 阅读量: 4 订阅数: 7 

Java图书馆管理系统(基于SpringBoot)

# 摘要
本文系统地探讨了Maxwell理论在铁损基础研究中的应用,深入分析了涡流损失和磁滞损失的原理、影响因素、计算方法以及优化策略。研究了电磁感应与涡流产生的关系、涡流损失的数学模型以及频率和材料属性如何影响涡流损失。同时,本文还探讨了磁滞回线与磁滞损耗的理论基础、磁滞损失的微观解释、材料磁性能及应力和温度的影响,并提出了磁滞损失的计算方法和减小策略。此外,文章综述了铁损测量技术与设备,包括传统与现代测量方法、设备类型、操作和校准以及数据分析方法。最后,本文探讨了铁损控制策略和在电力变压器与电机设计中的工业应用,分析了铁损问题并提出了设计优化实例。
# 关键字
Maxwell理论;涡流损失;磁滞损失;铁损测量;控制策略;工业应用
参考资源链接:[Maxwell中设置硅钢片铁芯损耗:步骤与属性配置](https://wenku.csdn.net/doc/6401abd6cce7214c316e9b07?spm=1055.2635.3001.10343)
# 1. Maxwell铁损基础理论
铁损,或铁耗,是电工材料在交变磁场中工作的主要能量损失之一。理解Maxwell理论是探索铁损问题的起点。麦克斯韦方程组(Maxwell's equations)是电磁场理论的基础,它描述了电场和磁场之间的相互作用以及它们如何与电荷和电流相关联。
铁损的研究核心之一是分析和理解交流电场对材料内部的影响。在交变磁场中,材料内部会产生涡流损失和磁滞损失两种主要类型的铁损。涡流损失是由交变磁场在导电材料中感应产生的闭合电流环路(涡流)引起的,这部分能量以热量的形式损失。而磁滞损失则是由材料内部的磁畴在磁场变化中反抗磁化方向改变而产生的能量损耗。
本章将从Maxwell方程组出发,为读者展开铁损的理论基础,为进一步深入探讨涡流损失和磁滞损失奠定理论基础。
# 2. ```
# 第二章:涡流损失的原理与计算
## 2.1 涡流损失理论基础
### 2.1.1 电磁感应与涡流产生
在电磁感应的过程中,当导体置于变化的磁场中或者导体在磁场中移动,会产生闭合的电流回路,即为涡流。法拉第电磁感应定律描述了这一现象,指出感应电动势与磁通量的变化率成正比。涡流的存在会导致能量的损耗,形成涡流损失。这一现象在交流电机和变压器等电磁设备中尤为显著。
### 2.1.2 涡流损失的数学模型
涡流损失可以通过斯特金公式进行计算,该公式考虑了磁通密度、材料电阻率、频率、厚度及形状因素的影响。数学模型是根据麦克斯韦方程组推导出来的,其公式可以表示为:
\[ P_e = k \cdot B_{max}^2 \cdot f^2 \cdot t^2 \]
其中,\( P_e \) 是单位体积内的涡流损耗,\( B_{max} \) 是磁通密度的最大值,\( f \) 是频率,\( t \) 是材料厚度,\( k \) 是与材料特性有关的系数。
## 2.2 涡流损失的影响因素
### 2.2.1 频率对涡流损失的影响
频率是决定涡流损失大小的关键因素之一。涡流损失与频率的平方成正比,因此,随着频率的提高,涡流损失会显著增加。对于交流电路而言,频率的增加会直接导致铁损的增加,进而影响设备的效率和发热情况。
### 2.2.2 材料属性对涡流损失的影响
涡流损失还与材料的电阻率和磁导率有关。电阻率越小,材料内部产生的涡流越容易流动,因此损失越大。而磁导率的增加会导致磁通量增大,从而使涡流损失增加。此外,材料的几何形状和尺寸也会影响涡流的分布和大小。
## 2.3 涡流损失的计算方法
### 2.3.1 经典公式计算
涡流损失的经典计算方法是使用斯特金公式,该公式将损耗与磁通密度、频率、厚度等参数关联起来。该方法适用于简单形状和均匀材料的情况。计算过程中需要对材料的电阻率、磁导率等参数进行测量或查询,以确保准确计算涡流损耗。
### 2.3.2 实验测量与模拟计算
实验测量是确定涡流损失较为直观的方式,通过搭建实验装置对特定材料和条件下的涡流损失进行测量。模拟计算则是通过数值模拟软件,如ANSYS Maxwell或者COMSOL Multiphysics等工具,来仿真涡流的分布和计算损耗。这种方法可以处理复杂的形状和非均匀材料条件下的涡流损失问题。
```mermaid
flowchart LR
A[磁通量变化] -->|法拉第定律| B(感应电动势)
B --> C[闭合回路电流]
C --> D[涡流产生]
D --> E[涡流损耗]
E --> F[斯特金公式计算]
F --> G[实验测量]
G --> H[模拟计算]
H --> I[涡流损失确定]
```
在上述的计算和模拟过程中,重要的是考虑材料的实际属性,并准确地获取频率等关键参数。对于复杂的电磁设备设计,往往需要结合实验测量与软件模拟的方式,来精确控制和优化涡流损失。
```mermaid
graph TD
A[频率] -->|影响| B[涡流损耗]
C[材料属性] -->|决定| B
D[几何形状] -->|影响| B
E[磁通密度] -->|正比| B
F[厚度] -->|正比| B
B -->|斯特金公式| G[涡流损失计算]
G -->|数值模拟| H[涡流分布仿真]
G -->|实验测量| I[涡流损耗验证]
H -->|优化设计| J[减少涡流损耗]
I --> J
```
通过上述的分析和计算,设计者可以针对不同应用和需求,优化电磁设备的结构设计,从而达到减少涡流损失、提高系统效率的目的。
```
# 3. 磁滞损失的原理与计算
磁滞损失是铁损中的一个关键组成部分,它源自于磁性材料在外部磁场作用下反复磁化和退磁过程中的能量损耗。磁滞损失的大小取决于材料的磁性能、应力状态、温度以及外加磁场的变化频率等因素。本章将从理论基础、影响因素以及计算和优化方法等方面深入探讨磁滞损失。
## 3.1 磁滞损失理论基础
### 3.1.1 磁滞回线与磁滞损耗
磁滞回线是描述磁性材料在外加磁场作用下磁化和退磁过程中磁感应强度(B)与磁场强度(H)关系的图形。磁滞回线的面积代表了在一个循环过程中所耗散的能量,即磁滞损耗。理想的软磁材料,其磁滞回线应该尽可能狭窄,意味着较小的磁滞损耗。而硬磁材料,如永磁体,其磁滞回线较宽,磁滞损耗也相对较大。
### 3.1.2 磁滞损失的微观解释
从微观角度来看,磁滞损失主要来自于磁畴壁的移动和磁畴的转动。在无外加磁场时,磁畴内磁矩方向随机排列,材料整体呈现为非磁性。当施加外部磁场时,磁矩会倾向于与外加磁场方向一致,磁畴开始增长,直至材料整体被磁化。磁畴壁的移动和磁畴的转动都需要克服原子间的磁偶极相互作用,这部分能量消耗就表现为磁滞损耗。
## 3.2 磁滞损失的影响因素
### 3.2.1 材料磁性能对磁滞损失的影响
磁性材料的磁性能,如矫顽力、剩余磁化强度、磁导率等,直接影响磁滞回线的形状和大小,进而影响磁滞损耗。材料内部缺陷如夹杂物、晶粒边界等会成为磁畴壁运动的障碍,导致矫顽力升高,磁滞回线变宽,磁滞损耗增大。
### 3.2.2 应力与温度对磁滞损失的影响
材料所承受的应力(包括机械应力和热应力)和温度都会显著影响其磁滞损耗。例如,施加应力会改变材料的磁各向异性,影响磁畴壁的移动和磁畴的转动,进而改变磁滞回线。温度的变化会影响材料的磁导率和矫顽力,从而影响磁滞损耗。
## 3.3 磁滞损失的计算与优化
### 3.3.1 磁滞损失的计算方法
磁滞损失的计算方法多种多样,可以通过实验测量磁滞回线来得到具体的损耗值。此外,也可以使用理论模型和数值仿真方法进行计算。例如,Jiles-Atherton磁滞模型可以较为准确地模拟磁滞回线,并可用于估算磁滞损耗。
```mathematica
(* Mathematica代码示例:使用Jiles-Atherton模型模拟磁滞回线 *)
(* 参数定义 *)
ClearAll["Global`*"]
H = {0, 1000, -1000}; (* 磁场强度范围 *)
Ms = 1.05e6; (* 饱和磁化强度 *)
k = 0.65; (* 磁畴壁弹性系数 *)
a = 100; (* 磁畴壁摩擦系数 *)
alpha = 0.1; (* 磁畴壁粘滞性系数 *)
c = 0.25; (* 磁畴壁矫顽力系数 *)
(* Jiles-Atherton模型计算函数 *)
JAModel[H_, Ms_, k_, a_, alpha_, c_] := Module[{},
(* 模型计算代码实现 *)
];
```
### 3.3.2 磁滞损失的减小策略
为了减小磁滞损失,通常需要在材料选择和设计上进行优化。选择低磁滞损耗的软磁材料、优化材料的微观结构以及使用涂层或表面处理技术以降低磁畴壁的移动阻力都是常见的优化方法。此外,在设计时尽量使用均匀的磁场分布,避免尖锐的磁力线变化区域,也可以有效降低磁滞损耗。
```mermaid
graph TD;
A[磁滞损失减小策略] --> B[选择低磁滞损耗材料]
A --> C[优化材料微观结构]
A --> D[使用涂层或表面处理技术]
A --> E[设计均匀磁场分布]
```
在实际应用中,通过材料科学和电磁工程的交叉研究,开发出低损耗的新型磁性材料和优化设计的磁路结构,可以显著提高电磁设备的性能,降低能耗,延长设备使用寿命。
# 4. 铁损测量技术与设备
## 4.1 铁损测量技术概览
### 4.1.1 传统测量方法
在铁损的测量技术中,传统的测量方法是基于特定的物理原理,它们长期以来一直被用于铁损的测定。最常用的有瓦特计法和伏安法。
瓦特计法是通过测量样品在交变磁场中的有功功率损耗来计算铁损。这个方法简单直接,但需要将铁损和其他损耗(例如铜损)分离开来。需要使用精密的功率计来测量实际的功率损耗,并且测量过程对频率、电压和电流的控制需要十分精确。
伏安法则是通过测量样品两端的电压和流过的电流,间接计算出铁损。这种方法的准确性受电流波形和电压波形影响较大,通常需要复杂的校正和计算。
这些传统方法虽然可靠,但都需要专门的实验环境和操作人员的经验,而且在高频率或者强磁场的应用中可能不够准确。
### 4.1.2 现代测量技术
随着技术的发展,现代测量技术在精度、速度和便捷性方面有了巨大的提升。其中,现代铁损测量技术包括数字积分法、谐波分析法和基于计算机技术的自动测量系统。
数字积分法利用计算机对测量信号进行积分处理,通过数字化方式准确计算铁损,减少了人工误差。该方法可以在较宽的频率范围内使用,对非正弦波形的信号也有效。
谐波分析法则是将复杂的电流和电压波形分解成基波和谐波,然后分别计算每一部分的功率损耗,再将其加总得到总的铁损值。这种方法尤其适合于高频铁损的测量,能够有效分析出由于谐波产生的额外铁损。
基于计算机的自动测量系统集成了先进的控制和数据处理算法,可实时监测并调整实验参数,大大提高了测量效率和精度。
## 4.2 铁损测量设备介绍
### 4.2.1 设备类型与选择
铁损测量设备可以分为两大类:实验室级设备和便携式/现场级设备。
实验室级设备通常具有高精度和高稳定性的特点,适用于科研单位和工厂实验室。这类设备的典型代表包括高级铁损测试仪和多功能电力分析仪,它们能够提供详细的参数测量和分析功能。
便携式/现场级设备更加注重便捷性和实用性,适合现场快速检测和小规模生产环境。这类设备如手持式铁损测量仪和现场校验设备,虽然可能在精度上有所妥协,但在无需高精度测量的场合同样能发挥重要作用。
选择铁损测量设备时,需要考虑被测材料的性质、所需的测量精度、测试频率范围、以及预算等因素。例如,如果需要测量高频下的铁损,那么选择具备高频测试能力的设备就显得尤为重要。
### 4.2.2 测量设备的操作与校准
测量设备操作的标准化是保证数据准确性的关键。操作人员在使用前应仔细阅读设备的使用说明书,并进行适当的培训。
设备在长期使用后可能会出现老化或误差,因此校准是非常必要的。校准过程通常包括以下几个步骤:
1. 确认测试环境的温度、湿度等环境因素是否符合设备的使用要求。
2. 使用标准样品进行预热,预热期间确保设备处于稳定状态。
3. 根据设备的校准手册进行校准操作,一般包括调整零点、进行线性校准和重复性测试。
4. 完成校准后,对设备进行稳定性检查,确保设备在长时间内的精度保持不变。
## 4.3 铁损数据的分析与应用
### 4.3.1 数据分析方法
测量得到的铁损数据通常很复杂,需要借助现代的数据分析方法来解读。数据分析方法包括但不限于以下几种:
1. 统计分析:对测量数据进行平均值、方差、标准差等统计量的计算,以判断数据的稳定性。
2. 谱分析:利用傅里叶变换等工具分析信号的频率成分,从而分离出铁损信号和其他干扰信号。
3. 数据拟合:通过选择合适的函数模型对铁损数据进行拟合,从而找出铁损随不同参数变化的规律。
数据分析不仅可以帮助我们理解铁损变化的物理机制,而且还能为设计提供理论依据,例如优化材料成分、改善加工工艺等。
### 4.3.2 铁损数据在材料选择中的应用
铁损数据在材料选择和设计中起到至关重要的作用。根据铁损测试结果,设计者可以选择低损耗的材料来制造电机和变压器,从而提高整个系统的效率。
例如,在变压器设计中,通过比较不同硅钢片的铁损数据,可以选出最优的材料,以减少铁损并达到节能减排的目的。同时,材料的成分、厚度和表面处理等参数都可以根据铁损数据来进行调整和优化。
在电机设计方面,铁损数据同样能起到指导作用。通过铁损测试,可以选出适合不同工作频率和负载条件的电机材料。在设计高效电机时,合理地控制材料的磁性能,以实现减少铁损和提高效率的目标。
在最终产品设计之前,进行材料的铁损测试和分析,对于优化产品性能和生产成本具有重要意义。因此,铁损数据在材料选择中的应用,不仅仅是技术问题,更是一个关系到产品竞争力的商业决策问题。
# 5. 铁损控制策略与工业应用
随着电子设备和电力系统的高速发展,铁损的控制成为了提高能效和降低运行成本的关键问题。本章将详细探讨在不同工业应用领域,特别是电力变压器和电机设计中的铁损控制策略。
## 5.1 铁损控制策略
铁损控制策略的核心在于选择合适的材料并优化设计,同时重视制造工艺对最终铁损的影响。
### 5.1.1 材料选择与设计优化
选择具有低铁损特性的材料是减少铁损的直接方法。例如,硅钢片是一种常用于变压器铁心的材料,其含有一定比例的硅,可以有效降低涡流损失。此外,电工钢片的晶粒取向也是影响铁损的重要因素,晶粒取向电工钢片(Grain-Oriented Electrical Steel, GOES)比非晶粒取向电工钢片(Non-Grain-Oriented Electrical Steel, NGOES)具有更低的铁损。
设计优化通常包括铁心形状、尺寸和绝缘层的设计。例如,通过设计多级阶梯接缝、减小叠片厚度和合理安排接缝位置,可以减小涡流路径,从而降低铁损。
### 5.1.2 制造工艺对铁损的影响
制造工艺对铁损的影响同样不容忽视。铁心片的冲压工艺、接缝的处理方式和绝缘涂层的涂覆都对铁损有显著影响。例如,冲压过程中产生的残余应力会导致材料磁性能的下降,从而增加铁损。因此,采用无应力或低应力的冲压工艺是减少铁损的重要手段。同时,绝缘涂层不仅可防止片间短路,还能够在一定程度上降低涡流损失。
## 5.2 铁损控制在电力变压器中的应用
在电力变压器中,铁损问题尤为关键,因为它直接关系到变压器的运行效率和寿命。
### 5.2.1 变压器铁损问题分析
电力变压器中常见的铁损问题包括过高的发热和能量损耗,这将导致设备效率降低和运行成本增加。涡流损失和磁滞损失是变压器铁损的主要部分。其中,涡流损失可通过选用合适材料和优化设计减少,而磁滞损失则与材料的磁性能和磁滞回线的面积直接相关。
### 5.2.2 高效低铁损变压器的设计
为解决变压器中的铁损问题,设计高效低铁损变压器需要综合考虑多个因素。比如,采用多级接缝设计来减小涡流回路的尺寸,使用高导磁率材料减少磁滞损耗,以及采用局部导磁率优化的技术来进一步降低铁损。此外,变压器的制造工艺亦需严格控制,以确保铁心片的完美拼接,减少不必要的涡流路径。
## 5.3 铁损控制在电机设计中的应用
电机设计中,铁损控制能够有效提升电机的性能和效率,减少运行成本。
### 5.3.1 电机铁损问题与解决方案
电机的铁损问题同样以涡流损失和磁滞损失为主。通过优化电机的磁场分布,采用适当的材料和绝缘处理,以及合适的冷却系统,可以显著降低电机的铁损。例如,采用分段拼接的定子铁心、以及在铁心表面涂覆绝缘层等手段,均能有效减少涡流损失。
### 5.3.2 电机设计的铁损优化实例
以一种常用的小型电机为例,通过采用分数槽绕组、降低铁心工作点、优化通风系统等措施,可以有效减少铁损。此外,对于电机制造工艺,精细的冲压和装配能够最大限度地减少片间短路的可能性,从而减少铁损。
通过本章节的讨论,我们可以看到铁损控制不仅是一个理论问题,也是一个实践问题。在变压器和电机设计中,通过细致的材料选择、优化设计和制造工艺的控制,可以大大降低铁损,从而提升整体设备的性能和能效。

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
Android FTP异步文件传输秘籍:多线程技术的全面解析
# 摘要
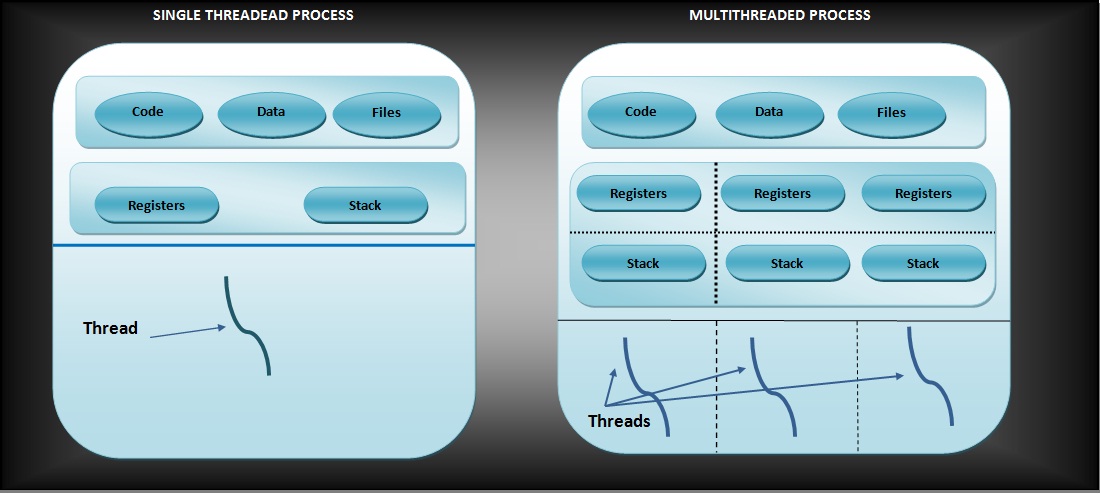
本文全面探讨了Android平台上FTP文件传输的实现与优化。首先介绍了Android FTP文件传输的基础知识和多线程技术,详细分析了线程与进程的基本概念,Android中的多线程模型以及同步与异步处理的差异。随后,文章深入阐述了FTP协议的工作原理,包括命令与响应机制、工作模式,并探讨了在Android中利用Java FTP库与系统支持实现文件传输
【WT软件故障速查】:遇到问题快速定位与解决之道

# 摘要
本文综述了WT软件故障速查的各个方面,从故障诊断的理论基础和实践技巧到预防性维护措施,再到高级故障分析技术,以及未来趋势的探索。文章深入探讨了软件故
【Quartus II优化实战】:掌握从入门到精通的警告处理技巧,提升项目性能
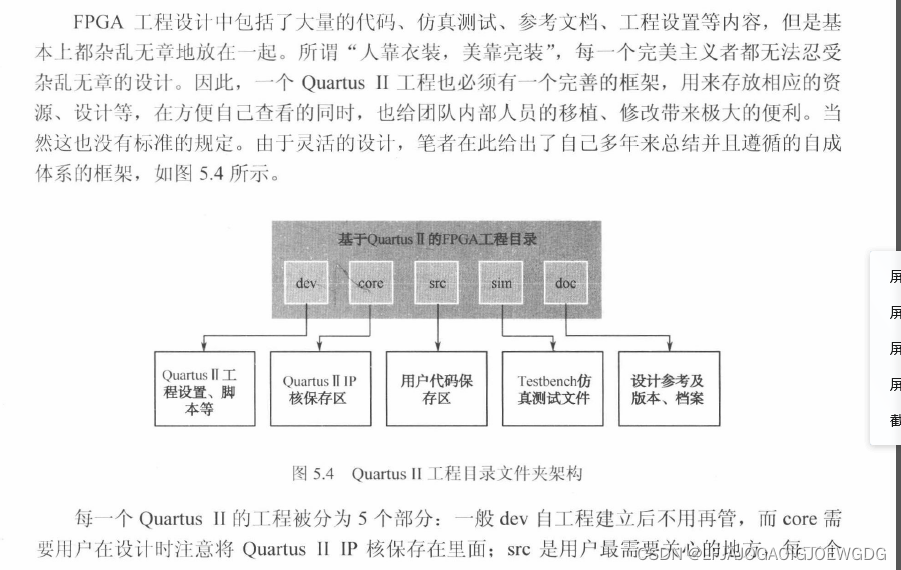
# 摘要
本文深入探讨了Quartus II在FPGA设计和项目优化方面的应用,为设计者提供了详尽的指导。首先介
【故障诊断与修复指南】:RTL8370N-VB_RTL8370MB交换机案例详解

# 摘要
本文系统地介绍了故障诊断与修复的基本概念、交换机的基础知识及其性能分析,以及RTL8370N-VB_RTL8370MB交换机的具体概述。通过深入探讨交换机的工作原理、配置管理及性能监控指标,本文为网络工程师提供了实用的故障诊断方法和修复技巧。同时,本文强调了预防性维护和系统优化的重要性,阐述了性能优化的策略和最佳实践分享,旨在提高网络稳定性和可靠性。针对RTL8370N-VB_RTL83
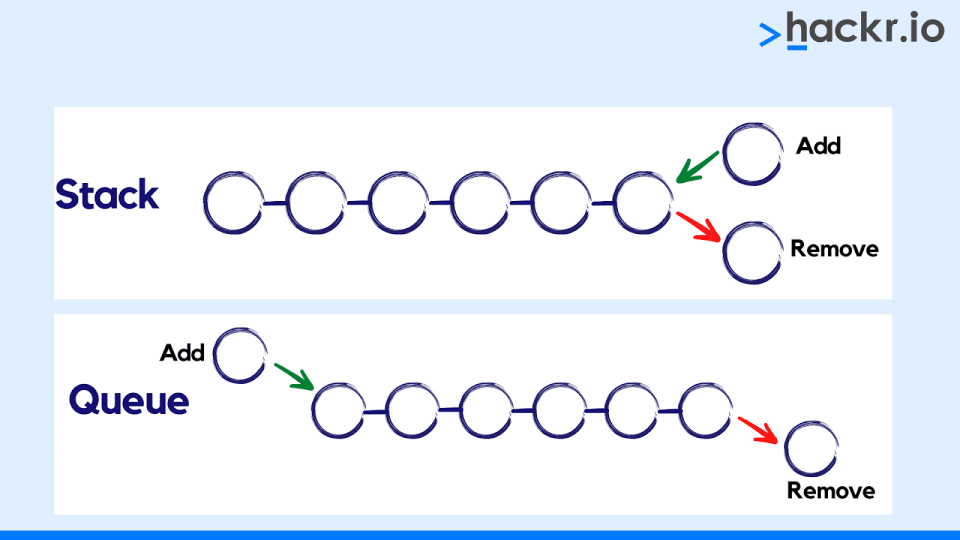
【数据结构精通秘籍】:解锁严蔚敏课程PPT的10大实用技巧
# 摘要
数据结构是计算机科学的基础,对于软件开发和算法效率至关重要。本文系统地介绍了数据结构的核心概念、分类及其在实际编程中的综合运用。从线性结构、树形结构、图论算法到高级数据结构专题,文章深入解析了各类数据结构的原理、遍历、重建、优化方案及编码技巧。针对每个结构,本论文探讨了其在解决特定问题中的应用,例如字符串处理、平衡树优化、最短路径、最小生成树等。此外,第六章提供了数据结构在
【材料模型深度解析】:LS-DYNA中材料选择与应用的实用手册
# 摘要
本文对LS-DYNA材料模型进行了全面概述,从理论基础到实际应用进行了深入分析。首先,介绍了材料模型的基本理论,包括应力应变关系、本构关系及不同分类的材料模型特点。随后,探讨了在LS-DYNA软件中如何进行材料选择和参数确定,并对材料数据库的使用方法与选择依据进行了说明。文章还详细描述
【Mamdani模糊控制系统揭秘】:掌握基础知识与核心概念,成为行业专家
# 摘要
本文全面介绍了Mamdani模糊控制系统,旨在为读者提供关于该系统的基础理论、实现实践以及应用案例的深入理解。首先,概述了M
【SATA技术秘籍】:从入门到精通,全面提升性能

# 摘要
SATA(Serial Advanced Technology Attachment)技术作为一种成熟的数据存储接口,广泛应用于计算机和消费电子设备。本文从SATA技术的概述、深入理解接口与数据传输、实践与性能调优、与其他存储技术的比较、故障排除与维护,以及未来发展与展望等六个方面,全面系统地分析了SATA技术的现状与未来趋势。文章详细探讨了SATA接口的物理特性、数据传输机制、电源管理功
【刷机故障全排除】:独立解决360N6Lite刷机常见问题

# 摘要
本文详细介绍了360N6Lite智能手机的刷机流程、硬件和软件的检查步骤,以及刷机过程中常见问题的解决方案。首先阐述了刷机前的必要准备工作,包括硬件状态和软件状态的检查,确保设备兼容性和系统版本更新。其次,详细分析了刷机失败和设备无法开机等问题的原因,并提供了相应的处理方法。此外,本文还探讨了刷机后的系统优化和调试技巧,以及分享了刷机故障处理的实践案例。通过这些案例,总结
操作系统网络编程指南:实验与应用的全面剖析
# 摘要
本论文全面探讨了操作系统网络编程的理论基础、实践技巧以及高级应用。首先,对操作系统网络编程进行了概述,并介绍了网络通信原理,包括TCP/IP协议栈和网络数据包的封装与解析。接着,详细阐述了套接字编程接口、网络编程中的并发模型,并在实践中讨论了常用网络协议的实现、异常处理以及性能优化策略。高级应用章节进一步探讨了安全网络编程、微服务架构和容器化环境下的网络编程问题。最后,通过构建分布式文件系统、设计高效数
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )