【西门子840 CNC报警触发机制精讲】:探索报警号对PLC变量变化的响应
发布时间: 2024-12-15 08:37:31 阅读量: 2 订阅数: 3 

标准西门子840CNC报警号对应的PLC变量地址

参考资源链接:[标准西门子840CNC报警号对应的PLC变量地址](https://wenku.csdn.net/doc/6412b61dbe7fbd1778d45910?spm=1055.2635.3001.10343)
# 1. 西门子840 CNC报警系统概述
## 1.1 CNC报警系统的功能与重要性
数控机床作为现代制造业的核心设备,其稳定性和可靠性对生产效率有着决定性影响。西门子840 CNC报警系统作为一种先进监控工具,能够实时监测机床运行状态,并在出现问题时及时发出警告,辅助技术人员快速定位和处理故障。了解其功能及重要性是提高生产效率和设备利用率的关键。
## 1.2 CNC报警系统的组成与工作原理
西门子840 CNC报警系统主要由硬件接口、报警软件以及与PLC的交互组成。工作原理是通过收集机床的各种传感器信号和控制指令,将它们与系统内预设的报警参数进行比较。一旦检测到参数异常,系统便会生成对应的报警号,并通过界面显示出来,同时可能会触发PLC执行某些预设的控制逻辑。
## 1.3 如何识别和响应CNC报警
识别和响应CNC报警要求操作者不仅要理解报警号所代表的意义,还要掌握相应的操作步骤。通常情况下,当报警出现时,操作员需要查看机床的控制面板或监控软件界面来获取报警号。之后,参考机床手册或故障诊断指南对报警号进行解读,并采取相应的措施,如复位报警、检查部件或联系技术支持等,以恢复正常运行。
# 2. CNC报警号与PLC变量关联机制
## 2.1 CNC报警号基础
### 2.1.1 报警号的分类与定义
在西门子840 CNC系统中,报警号是一串独特的数字或字符序列,用于标识特定的机床异常情况。报警号可以分为硬件报警和软件报警两大类。硬件报警通常涉及机床的实际物理状态,例如传感器故障或马达过载。而软件报警则涉及CNC控制器内部的软件问题,如指令错误或系统资源溢出。
为了确保机床操作员和维护工程师能迅速识别问题并采取相应措施,每个报警号都根据其严重程度和发生情况被赋予不同的优先级。报警号的数字越高通常意味着问题越严重,需要立即处理。
### 2.1.2 报警号与机床状态的关联
报警号与机床当前的状态紧密相连。例如,如果一个冷却系统故障导致温度升高,特定的温度过高报警号会被触发。机床状态的监控是通过一系列传感器和输入信号实现的,这些传感器和信号会实时地更新PLC变量的值,从而与相应的报警号相匹配。
理解这种关联对于诊断问题和执行维护至关重要。维护工程师需要对报警号进行解析,了解它所代表的具体问题,从而采取针对性的措施。例如,了解一个特定的报警号代表冷却系统的故障,可能会提示工程师检查冷却液的水平或泵的工作状态。
## 2.2 PLC变量的作用及特性
### 2.2.1 PLC变量的功能和数据类型
PLC(可编程逻辑控制器)变量是在CNC系统中用来存储和传递数据的变量。它们在机床运行过程中存储各种信息,包括但不限于输入/输出状态、系统参数、加工参数以及报警信息。PLC变量的功能十分强大,它们不仅能够反映当前机床的运行状态,还能够作为逻辑判断和条件响应的基础。
PLC变量的数据类型非常多样,包括整型、实型、布尔型和字符串型等。每种数据类型都有其特定的用途。例如,整型变量通常用于表示计数器的值,布尔型变量用于表示开关状态,字符串型变量则可以存储报警信息的文本描述。
### 2.2.2 PLC变量在CNC报警中的作用
在CNC报警系统中,PLC变量起到了至关重要的作用。它们不仅在报警发生时存储报警号,还可以记录与报警相关的其他信息,如故障发生的时间、温度、压力等。这些数据对于分析故障原因、制定维修计划以及改进系统性能至关重要。
当CNC系统检测到机床异常时,相关的PLC变量会被立即更新,并触发报警号。这允许系统迅速地将问题通知给操作员,并通过视觉或声音报警吸引其注意。此外,PLC变量的实时变化还可以通过HMI(人机界面)进行监控,从而帮助操作员及时做出反应。
## 2.3 报警号触发PLC变量变化的原理
### 2.3.1 报警响应的信号流程
当CNC系统检测到报警条件时,一系列信号流程随即被启动。首先,CNC系统内部的传感器或输入信号检测到一个异常情况,如电机超载。这个异常条件通过预设的逻辑控制传递给相应的PLC变量,并将其设置为触发报警的状态。
信号流程还会涉及对其他系统组件的通信。例如,可能会将报警信息发送到远程监控服务器或生产管理系统中,以便工厂管理层可以追踪设备的运行情况和故障历史。这些信号流程的实现需要精确的编程,以确保报警响应的准确性和及时性。
### 2.3.2 PLC变量映射机制详解
PLC变量映射机制是连接CNC报警号和PLC变量的关键。在这个机制中,每个报警号都与一组特定的PLC变量相对应。当报警条件满足时,这些变量会被更新以反映当前的机床状态,从而触发对应的报警号。
要实现这个映射,需要进行详细的配置,通常在PLC编程软件中设置。这里需要考虑如何组织变量,怎样在不同系统组件之间传输数据,以及如何根据变量的状态变化触发报警。映射机制的实现通常涉及复杂的逻辑判断和数据处理。
```plaintext
// 伪代码示例:变量映射机制配置
MAP报警号1 TO 变量1, 变量2, 变量3
MAP报警号2 TO 变量12, 变量13
IF 变量1 == TRUE THEN
TRIGGER 报警号1
ENDIF
IF 变量12 == HIGH THEN
TRIGGER 报警号2
ENDIF
```
上述伪代码段展示了一个非常简化的报警号到PLC变量的映射配置。在实际的CNC系统中,这种配置会更加复杂,涉及大量的变量和条件判断。
### 表格:PLC变量与报警号的映射示例
| 报警号 | 关联的PLC变量 | 变量功能描述 |
|--------|----------------|---------------|
| ALARM100 | VAR1 | 检测到电机过载 |
| ALARM101 | VAR2 | X轴位置误差过大 |
| ALARM102 | VAR3 | 冷却系统故障 |
通过上述表格,我们可以更清晰地理解报警号和PLC变量之间的关系。每个报警号都有其对应的PLC变量,这些变量根据其功能进行分类。例如,`VAR1`在检测到电机过载时会被激活,并触发`ALARM100`报警号。
### 图表:CNC报警号与PLC变量交互流程图
```mermaid
graph TD;
A[检测到异常条件] -->|更新变量| B(PLC变
```

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
揭示Tetgen算法原理:从理论到实践的精髓
参考资源链接:[tetgen中文指南:四面体网格生成与优化](https://wenku.csdn.net/doc/77v5j4n744?spm=1055.2635.3001.10343)
# 1. Tetgen算法概述
## 1.1 Tetgen算法简介
Tetgen是一个用于三维网格生成的软件包,它能够将复杂几何模型转换为高质量的四面体网格。该算法在科学和工程领域中具有广泛的应用,特别是在有限元分析(FEA)和计算流体动力学(CFD)等领域。Tetgen的核心优势在于其能够处理具有复杂边界的几何体,并在生成的网格中保持一致性与精确性。
## 1.2 算法的发展与应用背景
Tetgen算
【Python模块导入机制深度解析】:掌握PYTHONPATH与模块搜索的秘诀
参考资源链接:[pycharm运行出现ImportError:No module named的解决方法](https://wenku.csdn.ne
【UDEC模型构建全流程】:手把手教你从零开始
参考资源链接:[UDEC中文详解:初学者快速入门指南](https://wenku.csdn.net/doc/5fdi050ses?spm=1055.2635.3001.10343)
# 1. UDEC模型基础介绍
## 1.1 UDEC模型概述
UDEC(Universal Distinct Element Code)是一款应用离散元方法模拟岩土体应力-应变行为的计算软件。它能够模拟岩土材料的裂纹生长、块体运动和整体稳定性,是工程岩土、采矿及地质灾害分析中不可或缺的数值分析工具。
## 1.2 UDEC模型的应用范围
UDEC广泛应用于岩土工程的各个领域,包括但不限于矿山开采、岩体稳
印刷色彩管理秘籍:中英文术语对照与调色技巧(颜色大师的秘密)
参考资源链接:[印刷术语大全:中英文对照与专业解析](https://wenku.csdn.net/doc/1y36sp606t?spm=1055.2635.3001.10343)
# 1. 印刷色彩管理的基础
在印刷业和数字媒体中,色彩管理是确保从设计
掌握信号完整性,确保硬件性能
参考资源链接:[PR2000K_AHD转MIPI调试原理图.pdf](https://wenku.csdn.net/doc/645d9a0995996c03ac437fcb?spm=1055.2635.3001.10343)
# 1. 信号完整性基础理论
## 1.1 信号完整性概念解析
信号完整性指的是在高速数字电路中,信号在传输过程中能够保持其原始特
DEFORM-3D_v6.1全流程攻略:掌握模拟到结果分析的每一个环节
参考资源链接:[DEFORM-3D v6.1:交互对象操作详解——模具与毛坯接触关系设置](https://wenku.csdn.net/doc/5d6awvqjfp?spm=1055.2635.3001.10343)
# 1. DEFORM-3D_v6.1基础入门
## 1.1 DEFORM-3D_v6.1软件概述
DEFORM-3D_v6.1是一款广泛应用于金属加工、热处理等领域模拟软件,它通过模拟材料在各种条件下的变形行为,帮助工程师和研究人员进行产品设计优化和生产过程的决策。该软件具有强大的仿真能力,同时也能帮助用户预测可能出现的问题并加以解决。
## 1.2 DEFORM-3D
六西格玛流程改进:立即掌握优化秘籍,使用思维导图实现飞跃
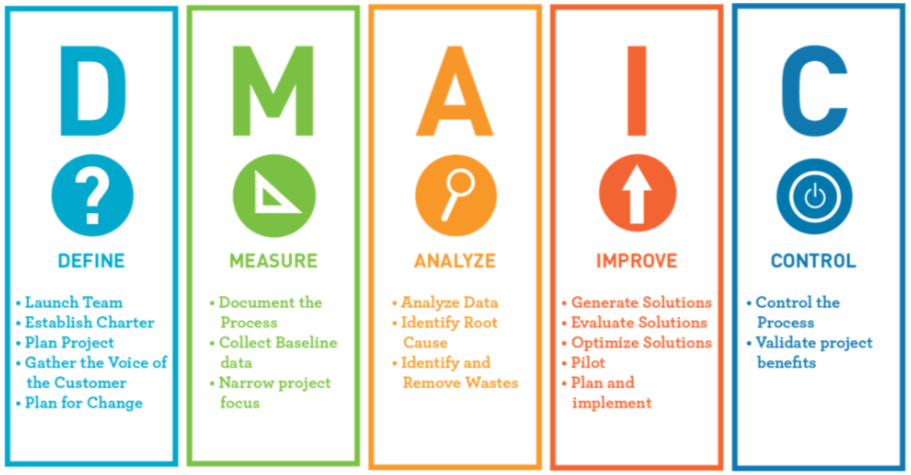
参考资源链接:[六西格玛管理精华概览:从起源到战略应用](https://wenku.csdn.net/doc/646194bb5928463033b19ffc?spm=1055.2635.3001.10343)
# 1. 六西格玛流程改进概述
## 1.1 六西格玛的起源与定义
六西格玛是一种旨在通过减少过程变异来提高产品和服务质量的管理哲学和一套工具集。它起源于20世纪80年代的摩托罗拉,随着通用
【破解代码质量之谜】:掌握SpyGlass LintRules,提升硬件设计到新高度

参考资源链接:[SpyGlass Lint规则参考指南:P-2019.06-SP1](https://wenku.csdn.net/doc/5
Python错误处理艺术:优雅解决代码中的异常
参考资源链接:[头歌Python实践:顺序结构与复数运算解析](https://wenku.csdn.net/doc/ov1zuj84kh?spm=1055.2635.3001.10343)
# 1. Python错误处理基础
Python作为一种高级编程语言,其错误处理机制是保证程序健壮性的重要组成部分。当程序运行时,可能会遇到各种预期之外的情况,如输入错误、资源不可用或程序逻辑错误等。这些情况往往会导致程序出现异常,并可能以错误
揭秘进化算法:CEC05 benchmark的十大挑战与突破

参考资源链接:[CEC2005真实参数优化测试函数与评估标准](https://wenku.csdn.net/doc/ewbym81paf?spm=1055.2635.3001.10343)
# 1. 进化算法基础与CEC05挑战概述
## 1.1 进化算法的起源与原理
进化算法是一种模拟生物进化过程的优化算法,它起源于自
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )