【性能调优】:KUKA.ForceTorqueControl 4.1的高级性能调整与优化技巧
发布时间: 2024-12-27 16:06:54 阅读量: 6 订阅数: 9 

KUKA.ForceTorqueControl 4.1中文说明书
# 摘要
KUKA.ForceTorqueControl是一种先进的工业自动化控制系统,通过精确的力和扭矩控制来提高机器人的操作性能。本文对KUKA.ForceTorqueControl的基本概念和参数调整进行了综述,深入分析了其在自动化中的作用和调整策略。通过手动与自动调参的结合,本文探索了性能调整的实践操作,并提供了性能测试与评估的详细过程。此外,本文还探讨了性能调优的高级技巧,包括动态参数调整、异常处理、故障排除以及集成与系统级优化的策略。最后,本文展望了KUKA.ForceTorqueControl的技术趋势与未来发展方向,提出了对未来工业自动化影响的预测和见解。
# 关键字
力/扭矩控制;参数调整;性能测试;性能调优;异常处理;系统级优化
参考资源链接:[KUKA.ForceTorqueControl 4.1:工业机器人力矩控制详细指南](https://wenku.csdn.net/doc/6412b6debe7fbd1778d48468?spm=1055.2635.3001.10343)
# 1. KUKA.ForceTorqueControl概述与基础
## 1.1 KUKA.ForceTorqueControl简介
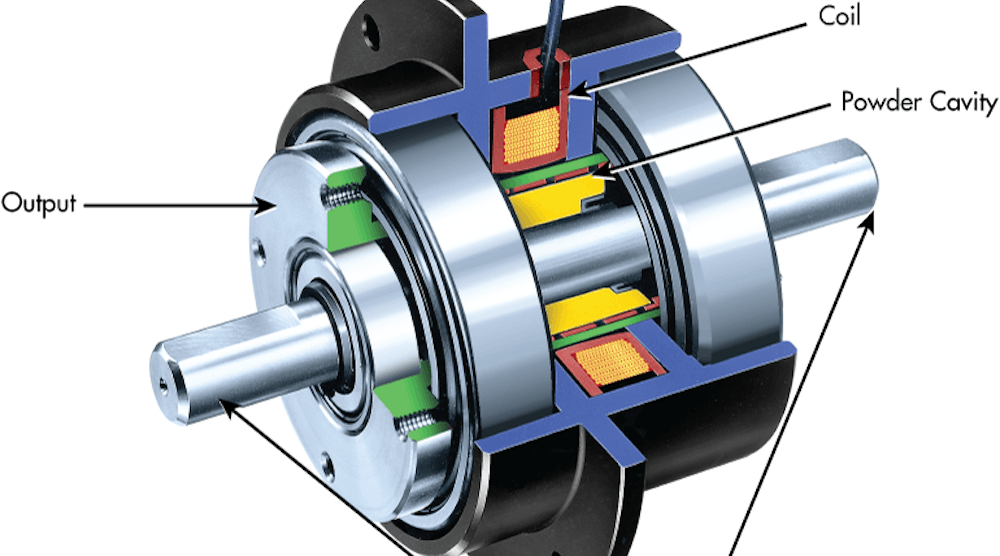
KUKA.ForceTorqueControl是KUKA机器人控制技术的创新分支,主要面向需要精确力与扭矩控制的应用场景。通过精确感知并调整外力影响,该技术使机器人在与环境交互时能够执行更加复杂和精细的任务。它在装配、打磨、焊接等领域有着广泛应用。
## 1.2 基本原理和应用场景
力/扭矩控制系统通过实时监测和调整机器人末端执行器的力和扭矩,保证在不确定的环境下,例如软材料加工或需要接触感觉的应用中,动作的精确性和稳定性。在诸如自动化装配线、医疗辅助机器人等领域中,该技术的应用可以大大提升工作效率和产品质量。
## 1.3 关键技术与发展历史
KUKA.ForceTorqueControl的关键技术包括力矩传感器、先进的控制算法以及机器学习。这些技术的结合使得机器人能够学习并适应不同的外部力作用,进行动态调整。该技术发展至今,经历了从初步力控制到现在高度智能化的过程,不断推动着工业自动化的发展和智能化升级。
# 2. 深入理解力/扭矩控制参数
## 2.1 力/扭矩控制的基本概念
### 2.1.1 力/扭矩控制在自动化中的作用
在现代工业自动化领域,力/扭矩控制是一个至关重要的技术,它允许机器人或自动化设备在执行任务时精确地感知和控制施加在物体上的力和扭矩。这种精确的控制能力对于那些对力敏感的应用至关重要,例如组装精密部件、打磨、抛光或者在医疗领域进行微创手术操作。
力/扭矩控制确保了机器人动作的精准性和一致性,提高了作业的效率和质量。比如在装配线上的螺丝拧紧作业,一个精确的力控制可以避免过紧或过松的问题,保证产品的质量。同样地,在打磨作业中,准确地控制打磨力可以确保每个产品表面的均匀性,避免造成材料的损伤。
### 2.1.2 关键参数与术语解释
力/扭矩控制系统中有几个核心参数需要深入理解,包括力/扭矩控制的阈值、增益、响应时间和死区等。
- **力/扭矩控制的阈值**:这个参数定义了触发系统响应的最小力量或扭矩值。在超过这一阈值时,系统将开始调整以维护设定的力或扭矩水平。
- **增益**:增益是控制系统的放大因子,决定了系统对输入信号的响应幅度。在力/扭矩控制中,适当的增益设置可以确保系统在达到设定值时快速且稳定地达到平衡状态。
- **响应时间**:指系统从检测到偏差到开始调整以校正偏差所需的时间。较快的响应时间意味着系统能够迅速反应并维持力/扭矩控制的精度。
- **死区**:在设定的力或扭矩范围内的一个小区域,系统将不会响应任何变化。适当的死区设置可以减少系统的噪声干扰,防止系统过度响应微小的、不重要的力变化。
## 2.2 参数调整的理论基础
### 2.2.1 控制理论与力/扭矩控制的关系
控制理论为力/扭矩控制提供了基础的理论框架,特别是在反馈控制系统方面。在这种系统中,通过监测实际施加的力或扭矩与目标值之间的差异(误差),控制系统可以进行实时调整以减少这一误差。PID(比例-积分-微分)控制是最常见的反馈控制方法,广泛应用于力/扭矩控制系统中。
PID控制器根据比例(P)、积分(I)和微分(D)三个参数来调节输出以达到期望的力或扭矩。比例项负责减少误差的大小,积分项负责消除长期误差,而微分项则预测未来误差的方向和大小,以便系统能快速适应变化。
### 2.2.2 参数影响的数学模型
在力/扭矩控制系统中,每个参数对系统行为的影响可以用数学模型来描述。以PID控制器为例,系统的输出可以表示为:
```
U(t) = Kp * e(t) + Ki * ∫e(t) dt + Kd * de(t)/dt
```
其中,`U(t)` 是控制器在时间`t`的输出,`e(t)` 是时间`t`的误差值,`Kp`、`Ki` 和 `Kd` 分别是比例、积分和微分的增益参数。
这个模型说明,系统输出是由误差的当前值、累积值和变化率的加权和决定的。增益参数对系统性能的影响如下:
- `Kp` 增大可以提高系统对当前误差的响应速度。
- `Ki` 增大可以加快误差的长期消除速度。
- `Kd` 增大可以提高对误差变化的预测能力,减少系统的超调。
## 2.3 调整策略与方法
### 2.3.1 手动调整与经验法则
在力/扭矩控制系统中,手动调整参数是基于操作者的经验和直觉进行的。尽管这种方法通常不如自动调整方法精确,但它允许操作者根据特定的应用和工作条件快速进行调整。
一个常用的调整方法是Ziegler-Nichols方法,它提供了一种逐步调整PID控制器参数的指南,以达到稳定的控制性能。根据此方法,操作者可以调整比例增益直到系统开始持续振荡,然后根据振荡的特性调整积分和微分增益,以达到最佳的控制效果。
### 2.3.2 自动调参工具和技术
随着技术的进步,自动调整力/扭矩控制参数的技术也

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
KUKA.ForceTorqueControl 4.1中文说明书是一份全面的指南,涵盖了KUKA机器人力矩控制软件的方方面面。从快速设置和操作流程到深入理解核心概念,该说明书为用户提供了全面的入门指南。它还提供了实际应用案例分析、复杂控制逻辑实现指南、传感器集成技巧、用户自定义功能、性能调优技巧、安全指南、系统集成说明、故障诊断手册、机器人编程技巧、数据记录和分析优化指南、模拟和测试速成课程以及自适应控制策略。通过遵循本指南,用户可以充分利用KUKA.ForceTorqueControl 4.1的强大功能,提升机器人力矩控制的效率和精度。
专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【智能卡开发者必备】:掌握ISO7816-4协议的高级加密与性能优化

# 摘要
ISO7816-4协议作为智能卡通信中的核心标准,涵盖了加密机制、性能优化和安全合规性等多个关键领域。本文首先概述了ISO7816-4协议的基本框架,随后深入探讨了其加密机制,包括对称与非对称加密技术、哈希函数、数字签名以及消息认证码的生成与校验。在性能优化方面,本文提供了针对协议实现的优化策略和性能监控方法,并通过案例研究展示了优化效果。最后,本文分析了智能卡开发的实践流程和高级应用功能,以
Visual Studio 2017新特性:最佳实践与案例研究
# 摘要
本文全面介绍了Visual Studio 2017的特性和最佳实践
【降落伞选购终极指南】:揭秘数学建模下的最佳策略与风险评估
# 摘要
本文对降落伞选购与使用中的关键因素进行了全面的分析和探讨。首先介绍了降落伞选购的基础知识,并从空气动力学、材料科学和风险评估等多个维度对降落伞性能进行了理论分析。接着,提供了降落伞规格参数的解读指南和市场调研数据,以帮助消费者做出明智的选购决策。文章还深入探讨了使用降落伞时的风险管理策略,包括维护、安全检查、应急操作以及保险与法律事宜。最后,通过案例研究展示了数学建模在降落伞选购中的实际应用,并展望了降落伞技术的未来发展趋势,包括新材料技术、环境适应性及政策与标准的发展。
# 关键字
降落伞选购;空气动力学;材料科学;风险评估;数学建模;风险管理;保险法律;技术展望
参考资源链接
FEKO数据后处理:3大策略提升仿真结果的直观性
# 摘要
随着高性能计算和大数据时代的到来,FEKO数据后处理在电磁领域中扮演着至关重要的角色。本文首先概述了FEKO数据后处理的基本概念及其重要性,随后深入探讨了数据可视化的核心原理,包括理论基础、方法论和工具选择。文章接着提出了一系列优化FEKO数据后处理的策略,如数据表示优化、增强交互性和多维度数据集成。通过对具体实践案例的分析,本文展示了后处理策略在实际应用中的效果。此外,文章还对性能优化技术和故障排除方法
【OTSU算法全解析】:图像处理中实现完美的光照均匀性
# 摘要
本文系统性地介绍并分析了OTSU算法及其在图像处理领域的应用。首先,介绍了OTSU算法的基本原理、数学模型和理论基础。随后,详细讨论了标准OTSU算法的实现、变种改进和性能优化策略。文章进一步通过实例探讨了OTSU算法在图像预处理、阈值分割和跨领域应用中的具体应用,并对其效果进行评估。最后,提出了OTSU算法未来的研究方向,包括与深度学习的结合、实时图像处理优化,以及跨学科创新应用的可能性。本文旨在为OTSU算法的深入研究和应用提供全面的指导和展望。
# 关键字
OTSU算法;图像处理;数学模型;算法优化;阈值分割;跨领域应用
参考资源链接:[改进的OTSU算法:应对不均匀光照图
【模电课设报告深度解析】:揭秘线性VF转换器设计到实践应用的全攻略

# 摘要
本文旨在深入探讨线性VF转换器的基础理论、设计要点、实践应用及其进阶应用,并展望其未来发展趋势。首先,文章详细阐述了线性VF转换器的理论基础和设计要素,包括其工作原理、关键元件选择和设计电路仿真与测试。随后,通过实际应用案例,分析了线性VF转换器在数据采集、信号处理等领域的应用效果,并讨论了构建与调试过程中的要点。进阶应用部分则着重于提升性能的高级设计技巧、与其他系
【Torch CUDA错误零容忍】:一网打尽AssertionError的高效策略

# 摘要
本文旨在探讨CUDA编程中常见的问题及其解决方案。第一章介绍CUDA编程基础,并列举了在实际开发中可能遇到的问题。第二章详细分析了CUDA错误的类型、原因以及诊断方法,特别强调了AssertionErr
设计流程全解析:从草图到成品的Adobe Illustrator之旅
# 摘要
Adobe Illustrator是一款广泛使用的矢量图形编辑软件,适用于设计图形、徽标、插图、字体设计等。本文系统地介绍了Illustrator的基本功能和高级技巧,包括软件的安装、图形的绘制与编辑、文本处理与排版、颜色管理与效果应用以及高效工作流程与输出导出。文章详述了工具与面板的使用、路径编辑技术、文本与图形的结合、颜色理论和高级颜色操作,以及如何通过资源管理和脚本应用提升设计效率。此外,还探讨了输出准备和导出技巧,以确保设计作品能够在不同媒体中达到最佳显示效果。本文旨在帮助设计师更好地掌握Illustrator的综合应用,提高设计质量和工作效率。
# 关键字
Adobe I
【揭秘半导体掺杂】:快速掌握芯片制造的核心技术

# 摘要
本文首先概述了半导体材料及其掺杂的基本概念,随后深入探讨了掺杂的理论基础和不同掺杂类型,包括N型与P型掺杂的原理、杂质选择以及复合掺杂技术。接着,文章详细介绍了掺杂技术在实验与实践中的设备、材料选择和工艺流程,以及掺杂效果的检测方法。在第四章中,重点讨论了掺杂技术在芯片制造中的应用,包括不同工艺节点的挑战和掺杂技术的最新发展趋势。最后,文章分析了当前掺杂技术
移动变现秘籍:AMP与广告投放的高效策略
# 摘要
移动变现与AMP技术概述了AMP技术在加速网页加载和提升用户体验中的作用,并探讨了它在移动广告市场的应用。本文详细分析了AMP技术的定义、优势、核心特点、架构、组件,以及面临的实践限制和挑战。同时,深入研究了移动广告的市场趋势、投放策略和不同广告格式的优劣,以及如何在AMP页面上集成广告并优化其效果。案例研究提供了对AMP广告投放的实际洞察。文章最后展望了移动广告技术和AMP技术的未来,并探讨了移动变现策略的创新方
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )