KS焊线机参数调优秘籍:焊接精度与效率的双重提升
发布时间: 2024-12-21 06:40:16 阅读量: 7 订阅数: 18 

KS焊线机生产流程及参数控制.pdf

# 摘要
KS焊线机参数调优是一项涉及焊接质量、效率与精度的关键技术,本文首先介绍了KS焊线机的基本概念、参数基础及焊接参数理论。随后深入探讨了焊接参数对焊接质量的影响,以及焊接参数的优化原则和实际案例。文中详细阐述了在KS焊线机上实施参数调优的实践,包括实验设计、参数测试、结果分析和软件应用。此外,还探讨了高级参数调优技术,例如先进的监测技术、智能控制系统与自适应算法,以及深度学习在焊接参数优化中的应用。最后,本文展望了KS焊线机参数调优的未来发展趋势,讨论了跨学科融合、行业标准演变以及焊接技术的可持续发展对参数调优的潜在影响。
# 关键字
焊接参数;质量优化;参数调优;监测技术;智能控制;深度学习;可持续发展
参考资源链接:[KS焊线机生产流程参数控制与MTBA改善](https://wenku.csdn.net/doc/6401acf3cce7214c316edbe4?spm=1055.2635.3001.10343)
# 1. KS焊线机简介与参数基础
KS焊线机作为精密焊接设备,是现代电子制造业不可或缺的一部分。它以其精确度高、自动化程度强而广泛应用于微电子封装、光伏组件等行业的生产过程中。本章将对KS焊线机进行基础介绍,并概述其主要的技术参数,为后续章节对焊接参数深入探讨奠定基础。
## 1.1 KS焊线机功能与应用领域
KS焊线机主要应用于半导体封装、太阳能电池板和微电子组件的焊接。它利用精确的机械运动系统和先进的温度控制技术,提供高精度的焊接服务。随着电子行业的发展,KS焊线机的重要性愈发凸显,其在高效率生产与精密加工方面展现出明显优势。
## 1.2 主要技术参数概览
KS焊线机技术参数主要包括焊接速度、温度范围、精度等级、材料兼容性和用户界面。例如,焊接速度从每秒数个焊点到数百个焊点不等,温度控制精度可达±1°C。这些参数共同决定了焊线机的性能和适用范围。了解这些参数对于后期进行参数优化至关重要。
```markdown
| 参数类别 | 范围或规格 |
| -------------- | ------------------------ |
| 焊接速度 | 每秒1-500焊点 |
| 温度控制精度 | ±1°C |
| 材料兼容性 | 适用于多种金属合金和焊料 |
| 用户界面 | 触摸屏或PC控制界面 |
| 精度等级 | 高精度至0.01mm |
```
在后续章节,我们将对焊接参数的理论基础进行深入探讨,以确保读者能全面了解参数调整的科学依据和技术要求。
# 2. 焊接参数的理论基础
## 2.1 焊接原理概述
### 2.1.1 焊接的基本概念与过程
焊接是一种材料加工技术,目的是通过加热、加压或二者结合使两个或多个材料表面形成一个永久的连接。在工业生产中,焊接技术被广泛应用于制造、维修、航空航天、船舶制造和汽车制造等众多领域。
焊接过程一般包括以下几个步骤:
1. 准备:清洁焊接表面,去除油脂、锈蚀等杂质。
2. 加热:通过电弧、火焰、电阻或激光等方式产生足够的热量,使焊接区材料达到熔化状态。
3. 施加压力:通过焊枪、夹具等对材料施加压力,使熔化的金属融合。
4. 冷却:焊接区域在环境或外加冷却条件下冷却,形成固体焊缝。
焊接类型多种多样,包括电弧焊、激光焊、电阻焊、摩擦焊等。每种焊接类型在原理和应用上都各有特点。
### 2.1.2 焊接热传递与材料特性
焊接过程中的热传递是决定焊接质量和效率的关键因素。热传递方式主要包括热传导、对流和辐射:
- **热传导**:热量通过材料内部从高温区域传递到低温区域。
- **对流**:由于温度差异,流体运动产生的热量传递。
- **辐射**:热量以电磁波形式传播,无需介质。
焊接过程中,材料的热导率、比热容、熔点、热膨胀系数等热物理性质影响热传递效果。同时,材料的化学成分、晶体结构和微观组织也会对焊接结果造成影响。
## 2.2 焊接参数对焊接质量的影响
### 2.2.1 关键参数的作用分析
焊接参数主要涉及电流、电压、焊接速度、电弧长度、保护气体流量等。这些参数的不同组合将直接影响焊接的质量。
- **电流和电压**:直接影响电弧的稳定性及熔深。电流增加,热输入量增大,熔深增加;电压的变化会影响电弧长度,进而影响热输入和熔池形态。
- **焊接速度**:决定了单位时间内的熔化材料量和冷却速度。焊接速度过快,可能导致焊缝冷却过快,产生冷裂纹;焊接速度过慢,则可能烧穿或影响效率。
- **电弧长度**:电弧长度对焊缝的宽窄和熔深有影响。过长的电弧会降低热效率,增加气体的保护难度;电弧长度过短则可能导致夹渣和飞溅。
### 2.2.2 参数的交互作用与焊接质量
焊接参数之间存在复杂的相互作用,一个参数的改变可能会影响到其他参数,从而对焊接结果产生综合影响。例如:
- **电流与电弧长度**:增加电流时,为了保持电弧稳定性,电弧

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
本专栏深入探讨了 KS 焊线机从生产到维护的方方面面。它涵盖了自动化焊接技术的关键要点、焊线机的工作原理、故障修复指南、维护保养技巧、操作规范、参数调优秘籍、软件编程基础、硬件升级全攻略、生产数据分析技巧、视觉系统集成指南、多轴控制技术、精密定位技术、热处理工艺、安全操作规范以及生产流程自动化案例分析。通过深入浅出的讲解和丰富的案例,该专栏为读者提供了全面了解和掌握 KS 焊线机所需的一切知识,帮助他们提升焊接效率、精度和设备寿命,保障生产安全和质量控制。
专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
IPMI标准V2.0实践攻略:如何快速搭建和优化个人IPMI环境
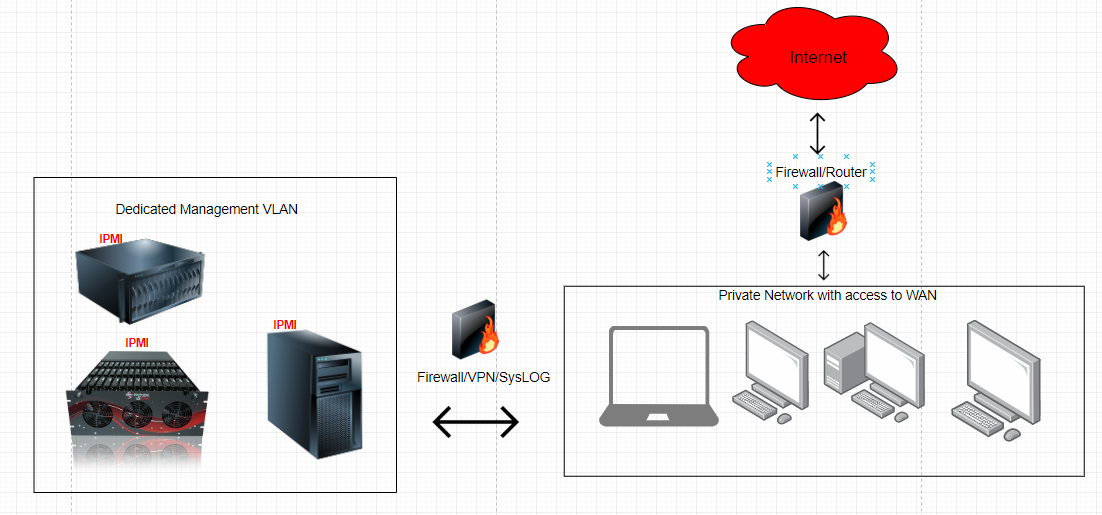
# 摘要
本文系统地介绍了IPMI标准V2.0的基础知识、个人环境搭建、功能实现、优化策略以及高级应用。首先概述了IPMI标准V2.0的核心组件及其理论基础,然后详细阐述了搭建个人IPMI环境的步骤,包括硬件要求、软件工具准备、网络配置与安全设置。在实践环节,本文通过详尽的步骤指导如何进行环境搭建,并对硬件监控、远程控制等关键功能进行了验证和测试,同时提供了解决常见问题的方案。此外,本文
张量分解:向量空间与多线性代数的神秘面纱(专家深度剖析)

# 摘要
张量分解作为一种数学工具,近年来在物理学、化学、生物信息学以及工程等领域中得到了广泛应用。本文首先介绍了张量分解的基础概念,并探讨了它在向量空间中的角色和算法原理。其次,文章深入分析了多线性代数在张量分解中的应用,并结合实践案例展示了其在信号处理和图像处理中的有效性。文章还详细讨论了张量分解的计算方法,包括
【软硬件协同开发】:5大挑战与对策,实现无缝对接
# 摘要
软硬件协同开发是现代技术发展中的关键环节,它能显著提升系统整体性能和用户体验。本文详细探讨了软硬件协同开发面临的挑战,包括接口兼容性、跨平台开发以及性能优化等关键问题,并提出了相应的实践策略。通过分析具体案例,如智能家居系统和工业自动化控制,本文展示了如何有效地解决这些挑战,并展望了人工智能和边缘计算在软硬件协同开发中的未来趋势与创新方向。
# 关键字
软硬件协同;接口兼容性;跨平台开发;性能优化;模块化集成;实
Allegro位号回注进阶教程:如何实现设计准确性和速度的双重提升(设计高手必备攻略)
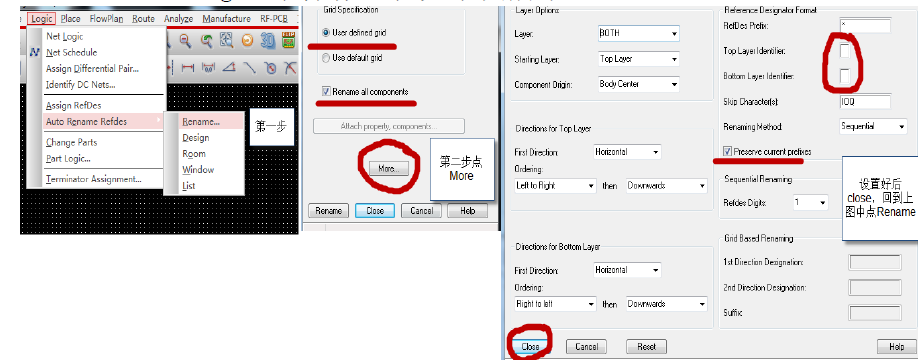
# 摘要
本文全面概述了Allegro软件中位号回注的应用和实践,旨在提升PCB设计的准确性和效率。首先介绍了位号回注的基本原理及其在PCB设计中的作用和标准流程。随后,文章探讨了高效位号管理的方法,包括位号的生成、分配规则以及修改流程。第三章聚焦于提高设计速度的多种策略,如自动化工具的集成、模板和库的应用、以及批处理和协同作业的技巧。第四章通
华为交换机安全加固:5步设置Telnet访问权限
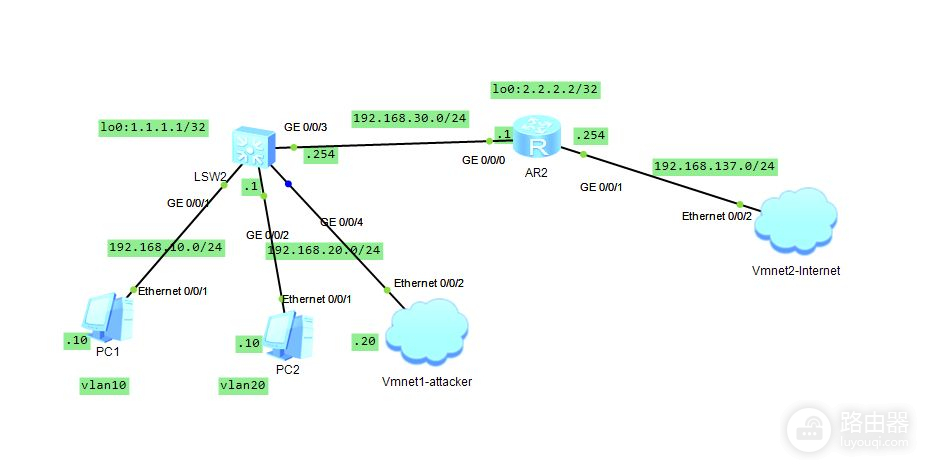
# 摘要
随着网络技术的发展,华为交换机在企业网络中的应用日益广泛,同时面临的安全威胁也愈加复杂。本文首先介绍了华为交换机的基础知识及其面临的安全威胁,然后深入探讨了Telnet协议在交换机中的应用以及交换机安全设置的基础知识,包括用户认证机制和网络接口安全。接下来,文章详细说明了如何通过访问控制列表(ACL)和用户访问控制配置来实现Telnet访问权限控制,以增强交换机的安全性。最后,通过具体案例分析,本文评估了安
CM530变频器性能提升攻略:系统优化的5个关键技巧
# 摘要
本文综合介绍了CM530变频器在硬件与软件层面的优化技巧,并对其性能进行了评估。首先概述了CM530的基本功能与性能指标,然后深入探讨了硬件升级方案,包括关键硬件组件选择及成本效益分析,并提出了电路优化和散热管理的策略。在软件配置方面,文章讨论了软件更新流程、固件升级准备、参数调整及性能优化方法。系统维护与故障诊断部分提供了定期维护的策略和故障排除技巧。最后,通过实战案例分析,展示了CM530在特定应用中的优化效果,并对未来技术发展和创新
【显示器EDID数据解析】:全面剖析EDID结构,提升显示兼容性

# 摘要
本文全面介绍了显示器EDID(Extended Display Identification Data)的基础知识和数据结构解析,深入探讨了EDID的标准规范、数据块组成以及扩展EDID数据块的关键信息。通过使用工具读取和修改EDID信息的实
【性能优化秘籍】:LS-DYNA材料模型算法与代码深度剖析
# 摘要
LS-DYNA作为一种先进的非线性有限元分析软件,其材料模型和算法是进行复杂动态仿真分析的核心。本文首先介绍了LS-DYNA材料模型的基础知识,然后深入分析了材料模型算法的原理,包括算法在软件中的作用、数学基础以及性能影响因素。接着,文中详细解读了材料模型的代码实现,关注于代码结构、关键代码段的逻辑及性能优化。在此基础上,本文
SV630P伺服系统在纺织机械中的创新应用:性能优化与故障排除实战指南

# 摘要
本文对SV630P伺服系统的原理、性能优化、应用实践、故障诊断、软件集成及其未来发展趋势进行了全面的探讨。首先概述了SV630P伺服系统的原理,然后着重分析了性能优化的策略,包括系统参数设置、驱动器与电机匹配以及响应性与稳定性的提升。接着,通过纺织机械的实际应用案例分析,展示了伺服系统在特定行业中的应用效果及创新实践。故障诊断章节提供了分类分析和排除故障的步
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )