【温室浇灌优势】:PLC技术在现代农业中的应用分析
发布时间: 2024-12-24 16:41:16 阅读量: 8 订阅数: 10 

嵌入式技术在智慧农业中的应用.ppt
# 摘要
本文首先简要介绍了可编程逻辑控制器(PLC)技术及其在农业领域的应用重要性,随后深入探讨了PLC的理论基础、编程原理和通信协议。接着,通过分析温室浇灌系统中的PLC控制策略,包括环境参数监测和自动化控制,提出了故障诊断与系统维护的有效方法。文章进一步通过实际应用案例,展示了PLC技术在现代农业中的集成应用,并探讨了物联网技术的融合和智能化发展趋势。最后,综合评价了PLC应用于温室浇灌的经济效益和环境影响,并对未来的智能农业技术融合前景进行了展望。
# 关键字
PLC技术;农业应用;编程原理;温室自动化;物联网;智能农业
参考资源链接:[毕业设计(论文)-基于PLC的自动浇灌系统设计.doc](https://wenku.csdn.net/doc/3tyuxphafj?spm=1055.2635.3001.10343)
# 1. PLC技术简介及其在农业中的重要性
可编程逻辑控制器(PLC)是一种用于自动化控制工业设备和过程的强大工具。在农业领域,PLC技术的应用已经成为推动现代化农业生产的关键因素。随着技术的不断发展,PLC不仅提高了农作物的生产效率,还实现了对农业资源的节约和环境保护的促进。
## 1.1 PLC技术的概念
PLC是一种电子设备,通常用于工业环境,通过数字或模拟输入/输出来控制各种类型的机械或生产过程。由于其可靠性和灵活性,PLC在自动化领域已成为不可或缺的组成部分。
## 1.2 PLC在农业中的应用
在农业中,PLC技术可以用于自动化灌溉、施肥、气候控制、收获机械和更多。例如,通过编程控制灌溉系统可以根据土壤湿度自动启动或停止,确保作物得到适量水分,从而增加产量并降低水资源的浪费。
## 1.3 PLC技术的重要性
随着全球人口的增长,对农业生产的压力也在不断增大。PLC技术可以帮助提高农作物的生产效率,降低劳动强度,并通过精确控制农业活动,减少化肥和农药的使用,减少环境污染,对农业可持续发展具有重要作用。
通过本章的介绍,我们对PLC技术有了初步的认识,并理解了它在现代农业中不可替代的作用。接下来,我们将深入探讨PLC技术的理论基础和编程原理,为理解其在农业中更复杂应用打下基础。
# 2. PLC技术的理论基础和编程原理
## 2.1 PLC技术的核心构成
### 2.1.1 PLC硬件组成
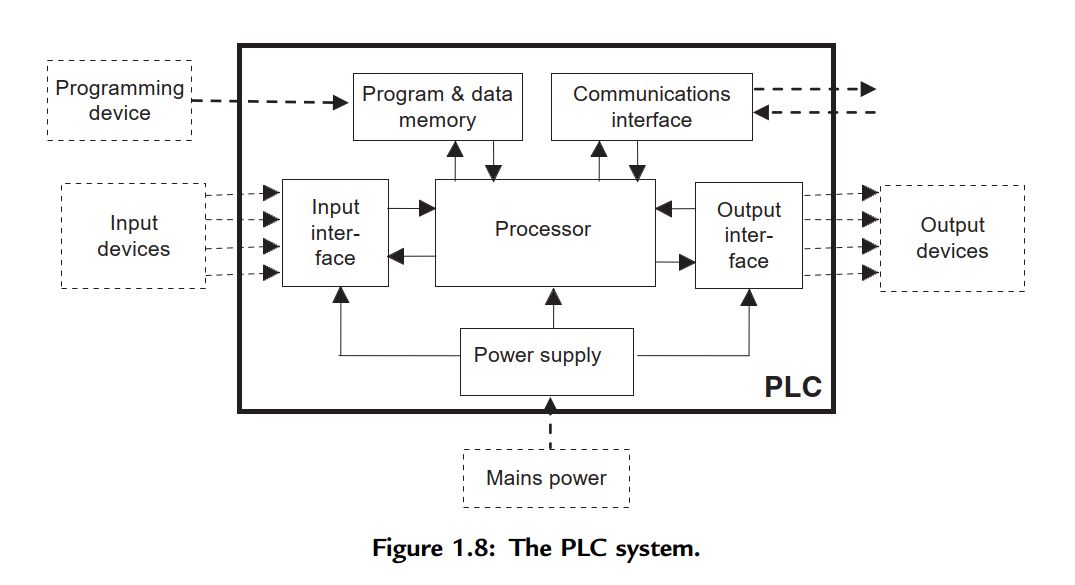
PLC(Programmable Logic Controller)是可编程逻辑控制器,它的硬件构成是实现自动化控制的基础。硬件主要由中央处理单元(CPU)、输入/输出模块(I/O模块)、电源模块和通信接口等部分组成。
- **CPU模块**:CPU是PLC的核心,负责执行程序和控制整个系统的运行。它是信息处理和逻辑运算的中心。
- **输入/输出模块**:I/O模块负责接收外部信号并将处理后的信息输出到外部设备。输入模块接收传感器、开关等设备传来的信号,输出模块控制执行器、指示灯等设备。
- **电源模块**:为PLC系统提供所需的电源,保证其稳定运行。
- **通信接口**:允许PLC与其他设备或网络进行数据交换。
```mermaid
graph LR
CPU(CPU模块) -->|执行程序| IOModules(I/O模块)
Sensors(传感器等) -->|信号输入| IOModules
IOModules -->|控制信号输出| Actuators(执行器等)
CPU -->|数据交换| CommInterface(通信接口)
CommInterface -->|网络通信| Others(其他设备/网络)
```
### 2.1.2 PLC软件架构
PLC的软件架构设计要满足实时性和可靠性的要求,软件通常包括操作系统、编程软件和应用软件。
- **操作系统**:PLC的操作系统是控制软件运行的底层平台,它提供任务调度、中断处理、I/O管理等基础服务。
- **编程软件**:编程软件是用户编写的程序的开发工具,比如梯形图、指令列表、结构化文本等编程语言编辑器。
- **应用软件**:由PLC运行的程序组成,直接实现用户的控制逻辑和处理任务。
软件架构设计得当,能够提高程序的可维护性和可扩展性,确保控制系统长期稳定运行。
## 2.2 PLC编程基础
### 2.2.1 IEC 61131-3标准介绍
IEC 61131-3是工业自动化领域的一项国际标准,它定义了PLC编程语言和软件架构。标准中的关键组成部分包括:
- **文本化语言**:如结构化文本(ST)、指令列表(IL)。
- **图形化语言**:如梯形图(LD)、功能块图(FBD)。
- **顺序功能图**(SFC),用于描述程序的顺序执行流程。
IEC 61131-3标准的目的是提供一种统一的编程方法,使不同制造商生产的PLC能够实现互操作性。
### 2.2.2 常用编程语言
PLC支持多种编程语言,每种语言有其特定的使用场景和优势。
- **梯形图(Ladder Diagram, LD)**:模拟电气控制线路图,适合电气工程师使用。
- **指令列表(Instruction List, IL)**:类似于汇编语言,适合对低层控制有需求的场合。
- **结构化文本(Structured Text, ST)**:类似于Pascal/C等高级编程语言,适用于复杂的算法和数据处理。
```plaintext
// 示例代码:结构化文本编程语言
PROGRAM Main
VAR
temperature : INT;
heater : BOOL;
END_VAR
temperature := Read_Temperature_Sensor(); // 读取温度传感器值
IF temperature < Setpoint THEN
heater := TRUE; // 如果温度低于设定值,开启加热器
ELSE
heater := FALSE; // 否则关闭加热器
END_IF;
Set_Heater(heater); // 控制加热器
END_PROGRAM
```
代码中,变量`temperature`读取温度传感器的值,`heater`变量控制加热器。如果温度低于设定值,加热器开启;否则关闭。
### 2.2.3 程序的编写、编译与调试
PLC程序编写涉及到对控制逻辑的理解和转换。编程完成后需要进行编译,编译器会检查代码中的语法错误并生成可执行文件。调试是在实际硬件上测试程序,确保程序按预期工作。
调试步骤包括:
1. **加载程序**:将编写好的程序加载到PLC中。
2. **模拟测试**:在不连接实际硬件的情况下测试程序逻辑。
3. **现场调试**:在连接实际设备后,观察程序运行情况。
4. **问题诊断**:分析实际运行中的问题并调整程序。
## 2.3 PLC的通信协议
### 2.3.1 工业

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
本专栏深入探讨了基于 PLC 的自动浇灌系统的设计和优化,涵盖了 PLC 技术、故障诊断、编程实战、控制逻辑、能效提升、高级功能集成、传感器集成、温室应用、成本效益评估、定制化解决方案、数据采集和处理以及精准农业案例。通过对这些主题的深入分析,该专栏为读者提供了全面的知识和见解,帮助他们设计、构建和优化高效且智能的自动浇灌系统,从而提高农业生产力并优化资源利用。
专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【MVS系统架构深度解析】:掌握进阶之路的9个秘诀
# 摘要
本文系统地介绍了MVS系统架构的核心概念、关键组件、高可用性设计、操作与维护以及与现代技术的融合。文中详尽阐述了MVS系统的关键组件,如作业控制语言(JCL)和数据集的定义与功能,以及它们在系统中所扮演的角色。此外,本文还分析了MVS系统在高可用性设计方面的容错机制、性能优化和扩展性考虑。在操作与维护方面,提供了系统监控、日志分析以及维护策略的实践指导。同时,本文探讨了MVS系统如何
【Linux文件处理艺术】:xlsx转txt的无缝转换技术揭秘

# 摘要
本文首先探讨了Linux环境下文件处理的基础知识及其重要性,接着深入分析了xlsx文件结构和转换为txt文件的技术挑战,包括不同编码格式的影响与处理。文中详述了在Linux系统下进行xlsx转txt实践操作的不同方法,包括命令行工具使用、Shell脚本编写及图形用户界面(GUI)操作,并分析了高级xlsx转txt技术,如数据完整性的保证、性能优化与资
KEMET电容的电源稳定性保证:电路质量提升的终极指南

# 摘要
KEMET电容作为电子元件中的关键组件,其在电源稳定性、电路设计优化以及应用性能提升方面发挥着至关重要的作用。本文首先概述了KEMET电容的基本原理和分类,随后详细探讨了电容在保持电源稳定性中的作用,包括其对电路性能的影响。紧接着,文章介绍了如何根据具体
【HyperBus时序调优实战】:实现数据传输速率飞跃的策略

# 摘要
HyperBus作为一种高带宽、低引脚数的内存接口技术,广泛应用于现代电子系统中。本文从HyperBus技术的基本概念和数据传输基础出发,深入解析了关键的时序参数,包括时钟频率、设置时间和保持时间,及其对数据传输性能的影响。通过详细探讨时序参数的理论基础和优化先决条件,提出
【编程与调试基础】:FPGA与K7开发板使用教程,新手必备

# 摘要
随着现代电子系统复杂性的增加,FPGA(现场可编程门阵列)技术及其在K7开发板上的应用越来越受到工程师和研究人员的关注。本文首先介绍了FPGA及K7开发板的基本概念和硬件特性,接着深入探讨了FPGA的基础理论,包括其硬件结构、编程模型及设计流程。在实践应用章节中,本文展示了如何使用K7开发板进行硬件操作和F
STM32调色效果优化:DMA加速WS2812 LED数据传输(性能飞跃)

# 摘要
本文探讨了STM32微控制器与WS2812 LED通过DMA(直接内存访问)技术进行通信的基本原理及其优化实践。首先,分析
CCM18控制器新手指南:一步步设置Modbus映射表

# 摘要
本文主要介绍了CCM18控制器和Modbus协议的基本设置、映射表的创建配置以及高级应用和优化。首先,文章详细解析了CCM18控制器的物理连接、接口类型、网络配置以及固件更新和管理,然后深入探讨了Modbus协议的工作模式、映射表的构建方法以及基于GUI和CLI的配置步骤。在此基础上,进一步分析了Modbus映射表的高级配置选项、性能优化策略和安全性
性能提升快速道: MULTIPROG软件响应速度优化策略
# 摘要
本文针对MULTIPROG软件的响应速度优化进行深入探讨。首先对MULTIPROG软件进行性能评估,采用精确测量和分析响应时间、识别CPU、内存、网络和磁盘I/O瓶颈的方法。随后,提出了一系列性能优化策略,包括代码级别的算法和循环优化、内存管理技术,以及系统配置的调整,如操作
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )