【数控车床编程攻略】:如何根据加工需求选择最合适的指令
发布时间: 2024-12-21 10:20:32 阅读量: 5 订阅数: 17 

【java毕业设计】智慧社区教育服务门户.zip

# 摘要
本文系统地探讨了数控车床编程的基础知识、G代码与M代码的应用、实践技巧以及高级话题。第一章为编程基础,为后续章节奠定了理论基础。第二章详细解读了G代码和M代码的功能、分类及使用场景,并探讨了两者的综合应用。第三章聚焦于实际编程中的技巧,包括工件定位、夹具应用、车削工艺参数设定以及案例分析。第四章探讨了多轴数控编程和精密加工技术在编程中的应用,并介绍了CAM软件辅助编程的过渡技巧。最后,第五章展望了数控车床编程的未来趋势,包括智能化、网络化和远程控制技术的发展,以及编程教育和人才培养的策略。
# 关键字
数控车床;编程基础;G代码;M代码;精密加工;智能化编程;教育与人才发展
参考资源链接:[Fanuc数控车床G代码与M指令详解](https://wenku.csdn.net/doc/3f0bikb7f2?spm=1055.2635.3001.10343)
# 1. 数控车床编程基础
数控车床编程是精密加工制造中的关键技术,它涉及到一系列基础理论和编程原则。在本章节中,我们将介绍数控车床编程的基础知识,为后续章节中关于G代码与M代码的详细解析、编程实践技巧、以及高级话题和未来趋势的探讨打下坚实的基础。
## 数控车床的工作原理
数控车床通过计算机控制系统自动控制机床运动和加工过程。它能将复杂的工件加工指令转换成具体的运动,实现精确控制。基础编程要素包括坐标系的建立、工具选择和路径规划。
## 基本编程术语
在开始编程之前,我们需要理解一些基本的编程术语,例如绝对坐标编程和增量坐标编程。这些术语将指导我们如何设置起始点、确定工件的位置以及编写正确的代码。
## 编程前的准备工作
准备工作包括对机床的熟悉、了解工件材料特性、刀具类型以及切削参数等。此外,编程前的图纸分析、工艺流程设计也是至关重要的环节,它们将直接影响到编程的效率和加工质量。
本章旨在为读者提供数控车床编程的入门知识,为深入学习后续章节内容奠定基础。随着章节的深入,我们将逐步涉及更加专业的编程技巧与方法。
# 2. 数控车床编程中的G代码与M代码
### 2.1 G代码详解
#### 2.1.1 G代码的基本功能和分类
G代码(几何代码)用于控制数控车床的运动轨迹和方式,它们决定了刀具与工件的相对位置以及运动路径。G代码可以被分成几个子类别,主要包括:
- **移动类代码**:控制刀具从一点移动到另一点,如G00快速定位和G01直线插补。
- **加工循环类代码**:用于自动化常规加工任务,例如G81钻孔循环。
- **控制类代码**:影响机床的运行模式,比如G28返回参考点。
在实际编程中,每种G代码都对应特定的功能,程序员需要根据加工要求选用合适的G代码。
#### 2.1.2 常见G代码的使用场景及含义
- **G00:快速定位**。用于非加工移动,确保刀具以最快的速度从一个位置移动到另一个位置,不产生切削力。
- **G01:直线插补**。以预设的进给速度沿直线轨迹进行切削。
- **G02/G03:顺/逆时针圆弧插补**。按照给定的半径绘制圆弧,并完成圆弧切削。
- **G28:返回机床原点**。在加工结束或需要重新定位刀具时使用,确保机床处于已知的安全位置。
G代码是数控车床编程的核心,正确理解和应用这些代码是实现有效编程的前提。
### 2.2 M代码详解
#### 2.2.1 M代码的基本功能和分类
M代码(辅助功能代码)用于控制机床的辅助功能,包括刀具更换、冷却液控制、程序的启动和停止等。M代码可以分为如下几个子类别:
- **刀具控制代码**:如M06用于刀具更换。
- **冷却液控制代码**:例如M08开启冷却液,M09关闭冷却液。
- **程序控制代码**:如M30程序结束和M02返回程序起始点。
与G代码不同的是,M代码通常与机床的物理状态变化相关,控制机床的辅助动作。
#### 2.2.2 常见M代码的使用场景及含义
- **M03:主轴正转**。启动主轴进行正向旋转,通常用于车削操作。
- **M05:主轴停止**。停止主轴旋转,确保刀具在移动到新位置前停止旋转。
- **M08:冷却液开**。打开冷却系统,为加工过程提供冷却液。
- **M30:程序结束**。标志着程序的正常结束,同时自动回到程序的起始行。
M代码是数控车床中不可或缺的一部分,它保证了程序的完整性和加工的顺畅性。
### 2.3 G代码与M代码的综合应用
#### 2.3.1 如何在复杂加工中选择合适的G代码和M代码
在进行复杂加工时,选择合适的G代码和M代码尤为关键。程序应该清晰地表达出加工的每一步,并确保加工过程中的安全和效率。以下是一些选择G代码和M代码时应该考虑的因素:
- **加工需求**:针对具体加工工艺,选择最合适的G代码实现工件的形状和尺寸要求。
- **机床能力**:了解机床的性能限制,使用机床支持的代码。
- **刀具路径优化**:根据材料性质和切削条件,合理规划刀具的路径,减少不必要的空走和提高切削效率。
- **安全与效率**:合理搭配使用M代码,如在刀具移动前开启冷却液,加工结束后关闭主轴和冷却液。
#### 2.3.2 代码选择中的常见误区及规避方法
在数控编程中,存在一些常见的误区,正确规避这些误区能显著提升编程质量和加工效率:
- **过度使用G00**:错误地认为G00是万能的,而忽视了其对机床部件可能造成的损害。实际上,只有在非加工移动时才使用G00。
- **忽略代码优先级**:不同代码有其特定优先级,例如G代码中G00的优先级高于G01。在编写程序时,需要了解并遵守这些优先级规则。
- **未充分测试**:代码在使用前应进行充分的模拟和测试,以确保无误。直接在机床上运行未经测试的代码可能会导致加工失败甚至机床损坏。
通过了解G代码和M代码的功能,并在编程实践中应用这些知识,数控程序员可以编写出更为高效和安全的程序,更好地控制数控车床,实现精确和高效的加工任务。
# 3. 数控车床编程实践技巧
## 3.1 工件定位与夹具应用
### 3.1.1 工件定位的重要性及方法
在数控车床编程的过程中,工件的精确定位是确保加工精度的关键步骤之一。工件如果没有准确的定位,那么即使后续加工程序编写得再完美,最终也难以获得满足技术要求的加工产品。这是因为工件定位的准确性直接关系到刀具在空间中的位置,进而影响到加工路径。
工件定位通常涉及以下几个方法:
1. **基准定位法**:这是最常用的一种方法,通过预先设定好的基准面或者基准孔来固定工件位置。其优点是操作简单,定位准确,且容易实现自动化。
2. **三坐标定位法**:对于形状复杂或精度要求

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【S7-200 Smart数据采集指南】:KEPWARE在工业自动化中的关键应用
# 摘要
本文首先对S7-200 Smart PLC进行概览与特性介绍,紧接着探讨KEPWARE软件在工业通信协议中的作用及其与S7-200 Smart PLC的集成。通过实践操作章节,详细阐述了KEPWARE数据采集项目的配置、S7-200 Smart PLC的数据采集实现以及采集结果的处理与应用。进一步,文章深入分析了KEPWARE的高级应用和多个工业自动化案例研究。最后,针对KEPWARE在工业自动化领域的发展趋势、面临的新挑战与机遇以及其
【CAN2.0网络负载与延迟控制】:实现高效通信的关键技术
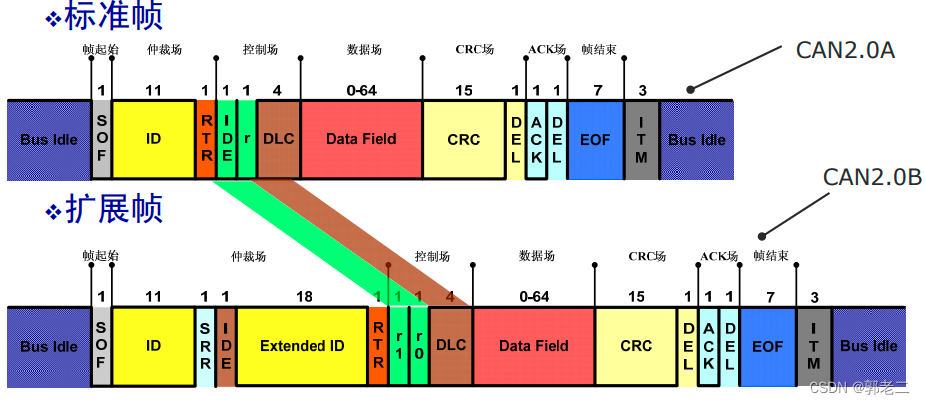
# 摘要
随着汽车电子和工业自动化的发展,CAN2.0网络作为可靠的数据通信系统,在现代通信网络中占据重要地位。本文深入分析了CAN2.0网络的基础特性、负载理论与控制策略、延迟理论与优化方法,以及安全性与可靠性提升措施。通过对网络负载的定义、测量方法、控制策略及案例分析的探讨,我们了解了如何有效管理CAN2.0网络的负载。同时,本文还研究了网络延迟的构成、优化策略以及实际应用效果,
Cyclone性能调优:诊断瓶颈,提升性能的关键步骤

# 摘要
随着软件系统复杂性的增加,Cyclone作为一种高性能计算框架,其性能调优变得至关重要。本文旨在介绍Cyclone性能调优的基础知识、实战技巧以
VISA函数最佳实践:打造稳定仪器通信的不传之秘

# 摘要
本文对VISA函数在仪器通信中的应用进行了全面的探讨,从基础知识到高级应用,再到不同平台的具体案例。首先,概述了VISA函数在仪器通信中的作用,并详细介绍了VISA函数库的安装、核心组件、资源配置与管理。接着,通过实际编程实践,阐述了如何利用VISA进行有效的数据读写操作,以及如何在不同通信协议下实现设备的高效通信。文
【数字电位器全面解析】:TPL0501参数详解与应用指南
# 摘要
数字电位器是一种高精度、可编程的电阻器件,它在模拟电路调节、测试测量和工业控制等领域拥有广泛应用。本文首先概述了数字电位器的基本原理和特性,然后深入解析了TPL0501数字电位器的关键技术参数,包括其工作电压、功耗、电阻范围、精度、接口类型及SPI通信协议。接着,本文分析了TPL0501在不同应用场景中的具体应用案例,并探讨了编程配置、驱动开发及高级应用开发的方法。此外,文章还提供了TPL0501的故障诊断与维护方法,以及未来发展趋势的展望,包括新技术的应用和产品改进升级的路径。
# 关键字
数字电位器;基本原理;技术参数;SPI通信协议;故障诊断;未来发展趋势
参考资源链接:[
【组态王报表生成】:自动化报表制作流程的10步详解
# 摘要
本文全面探讨了自动化报表制作的理论基础及其在组态王软件中的应用实践。首先,文章介绍了报表设计的前期准备,强调了数据源配置和模板编辑的重要性。接着,详细阐述了报表元素的应用、布局及脚本编写,探讨了数据处理的方法、数据分析工具和动态数据更新技术。文章还研究了用户交互的原理和高级交互功能,包括参数化与定制化报表的实现以及安全控制措施。最后,本文提出了一系列报表性能优化策略和发布流程,讨论了报表的
开源项目文档黄金标准:最佳实践大公开
# 摘要
开源项目文档是确保项目成功的关键组成部分,对项目的可维护性、用户的理解和参与度具有深远影响。本文强调了文档内容结构化设计的重要性,探讨了如何通过逻辑组织、信息层次划分和风格语调一致性来提升文档质量。同时,本文提供了技术文档写作的实践指南,包括技术背景介绍、用户指南、操作手册以及API文档的编写方法。文章还论述了文档版本控制和维护的策略,如使用版本控制系统、文档的持续集成和部署以及反馈和更新机制。此外,文章探讨了多语言支持和国际化的实施策略,以
【自动化工程的数字化转型】:以ANSI SAE花键标准为例

# 摘要
随着制造业的快速发展,自动化工程数字化转型已成为提高生产效率和产品质量的关键路径。本文首先概述了自动化工程数字化转型的意义与挑战,接着详细探讨了ANSI SAE花键标准的基础知识,包括花键的定义、分类、设计原理及标准参数。第三章分析了数字化工具,如CAD和CAE在花键设计与分析中的应用及实际案例。第四章深入剖析了
三菱MR-JE-A伺服电机更新维护:软件升级与硬件改进的最佳实践

# 摘要
本文全面探讨了三菱MR-JE-A伺服电机的相关理论与实践操作。从伺服电机概述开始,着重分析了软件升级和硬件改进的理论基础与实际操作,详细介绍了升级前的准备工作、风险评估、操作指南以及升级后的验证测试。进一步,文章深入探讨了硬件改进的目标、实施步骤以及性能测试与调整。本文还包括了伺服电机的日常维护、故障诊断与优化策略,并展望了伺服电机未来
【文化适应性分析】:GMW14241翻译中的文化差异应对之道
# 摘要
本文旨在探讨翻译实践中的文化适应性问题,分析文化差异对翻译的影响,并提出有效的应对策略。通过理论和案例分析,本文阐述了文化差异的概念、翻译中的文化传递功能及文化适应性的重要性,并构建了相应的理论模型。文中详细讨论了GMW14241翻译项目中的文化适应性实践,包括识别和分析文化差异的方法、翻译过程中的适应性措施以及翻译后文化适应性的优化。此外,本文还对文化差异案例进行了深入研究,探讨了文
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )