制造业到精密工程:ASME B46.1-2019跨领域应用与案例研究
发布时间: 2024-12-26 11:20:37 阅读量: 3 订阅数: 7 

ASME B46.1-2019 .rar
# 摘要
本文综述了ASME B46.1-2019标准,概述了表面粗糙度的基础理论及其在精密工程中的重要性,并探讨了表面粗糙度参数和测量方法。跨领域应用实践章节分析了制造业和精密工程中的应用案例,特别是高精度测量技术和新材料开发中表面粗糙度的作用。案例研究分析深入探讨了采用ASME B46.1-2019标准的成功案例和面临的挑战,以及实施该标准的准备和持续改进策略。最后,本文展望了表面技术的新进展以及ASME B46.1-2019标准在新兴领域的应用前景。
# 关键字
ASME B46.1-2019标准;表面粗糙度;精密工程;测量方法;应用案例;质量控制
参考资源链接:[ASME B46.1-2019中文版:表面结构特征详解](https://wenku.csdn.net/doc/44mbcpbmrg?spm=1055.2635.3001.10343)
# 1. ASME B46.1-2019标准概述
## 1.1 ASME B46.1-2019标准的定义与重要性
ASME B46.1-2019是一套关于表面纹理的工业标准,涵盖了表面粗糙度的定义、测量以及分类,旨在提供一个全球通用的参考框架。该标准由美国机械工程师学会(ASME)出版,被广泛应用于制造业、材料科学以及精密工程等领域,其重要性体现在确保产品加工质量、提高设备性能和延长使用寿命上。
## 1.2 标准的发展历史与版本演进
ASME B46.1标准自1940年代发布以来,经历了多次修订和更新以适应工业发展的需求。最新版本2019版在之前的版本基础上进行了重要补充和修改,以反映最新的测量技术和材料处理方法。从粗糙度的数值定义到测量工具的精度要求,该标准不断更新以保持其在业界的先进性和实用性。
## 1.3 标准与国际标准化组织的关系
ASME B46.1-2019标准与ISO 4287:1997标准在表面上保持了高度的一致性,这有助于不同国家和地区之间的工业合作和技术交流。这种国际化标准化,促进了国际贸易和制造业全球化,同时也方便了相关企业进行跨地域的质量控制和产品一致性检验。
# 2. 表面粗糙度的基础理论
## 2.1 表面粗糙度的定义和重要性
### 2.1.1 表面粗糙度在精密工程中的角色
在精密工程中,表面粗糙度直接影响到零件的功能性与耐久性。它决定了一个零件表面与接触物体间的相互作用,包括摩擦、磨损、密封性能、反射率以及其他多种物理性质。例如,在轴承或密封件的设计中,表面粗糙度对于减少摩擦和延长使用寿命至关重要。表面粗糙度值过大会造成不均匀的应力分布,增加磨损速率;而值过小则可能导致润滑剂不易存留,反而降低了润滑效果,甚至在某些情况下增加摩擦。
一个零件的表面粗糙度需要依据它的预期用途来确定。在光学器件中,表面粗糙度的微小变化都可能导致光学性能的显著下降,因此对表面粗糙度的要求非常高。在机械加工领域,适当的选择切削速度、进给速率、刀具类型和切削深度等参数是控制表面粗糙度的关键。
### 2.1.2 表面粗糙度与材料性能的关联
表面粗糙度与材料性能之间的联系是多方面的。首先,粗糙表面会增加材料的表面积,这可能改变材料的化学反应速率,如腐蚀和氧化速率。在金属材料中,粗糙的表面可能会引入应力集中,从而影响材料的疲劳强度。
在某些应用中,表面粗糙度会被用来改善材料的表面性能。例如,粗加工的表面可以增加涂层材料的附着力,从而提高整体的性能。此外,表面粗糙度还会影响材料的摩擦和粘附特性,这些在诸如食品工业的传送带、胶粘剂的粘合面等应用中尤其重要。
## 2.2 表面粗糙度参数与测量方法
### 2.2.1 通用粗糙度参数的分类和描述
表面粗糙度的参数非常丰富,ASME B46.1-2019标准中列出了许多用于描述表面特征的参数。其中,最常用的参数包括Ra(算术平均粗糙度)、Rq(均方根粗糙度)、Rz(十点平均粗糙度)和Rt(最大高度粗糙度)等。
Ra是通过测量表面轮廓上一系列点的垂直偏差,并计算这些偏差的绝对值的平均值得到。它是一种简单且广泛使用的参数,可用来评估表面粗糙度的平均水平。Rq是基于均方根值来定义的,它对于异常值更敏感,因此能够更有效地反映表面的粗糙程度。
Rz和Rt分别关注表面轮廓中的最大峰和谷的垂直距离,以及在给定测量长度内的最大高度差异。这些参数对于描述表面的极端情况非常有用,尤其是在考虑耐磨性和疲劳强度时。
### 2.2.2 不同测量工具和技术的比较
测量表面粗糙度的工具和技术多种多样,包括触针式粗糙度测量仪、非接触式光学测量技术以及原子力显微镜(AFM)等。
触针式测量仪是最传统的测量方法之一,它利用一个微小的触针在表面上进行扫描,记录触针的移动来评估表面的粗糙度。其优点是相对成本低廉,适用于广泛的测量条件,但缺点是可能对软质材料造成损伤,且速度较慢。
非接触式光学测量技术,如白光干涉仪或激光扫描仪,可以快速且非破坏性地测量表面粗糙度。这类方法在测量复杂形状或软质材料的表面时非常有用,但设备成本较高。
原子力显微镜(AFM)则提供原子级别的表面图像,能够非常精确地测量表面微观特性。AFM适用于需要极高分辨率的应用,但其对环境要求严格,且测量速度慢。
### 2.2.3 测量过程中的误差来源与控制
在表面粗糙度的测量中,可能会遇到多种误差来源,包括仪器校准不当、操作不当、表面污染或环境干扰等。为了确保测量结果的准确性和重复性,必须对这些误差进行严格的控制。
仪器校准是保证测量精度的首要步骤。使用标准校准件定期校准仪器,以确保测量数据的可靠性。在操作上,要保证测量过程遵循标准化流程,避免由于手法不当导致的误差。
表面清洁同样重要。测量之前,必须确保表面没有油污、灰尘或其他杂质。此外,避免在震动、温差变化大的环境中进行测量,因为这些环境因素会对测量结果产生不利影响。
```mermaid
graph TD;
A[开始测量] --> B[仪器校准]
B --> C[表面清洁]
C --> D[选择合适的测量工具]
D --> E[执行测量]
E --> F[数据处理与分析]
F --> G[结果记录与报告]
```
在进行实际测量前,应进行合理的测量方案设计,选择适当的测量参数和条件。之后是数据处理与分析,提取有用信息并做出合理解释。最后,测量结果应详细记录,并以报告形式呈现,以便后续的使用和审查。通过这样一个系统化流程,我们可以尽量减少误差,保证测量结果的准确性和可靠性。
# 3. 跨领域应用实践
## 3.1 制造业中的应用案例
### 3.1.1 机械加工领域的应用
在机械加工行业中,表面粗糙度的控制对于确保零件的性能和寿命至关重要。机械加工过程可能会产生不同的表面粗糙度,这些粗糙度会直接影响到零件的摩擦系数、耐磨性、耐腐蚀性以及配合精度。例如,在汽车制造中,发动机的缸套表面通常需要非常高的表面光洁度,以降低摩擦和磨损,提高发动机效率。而在一些要求防滑的应用场合,例如轮胎模具或者某些机床用的夹具表面,则可能需要适当的粗糙度,以增加摩擦力。
为了达到预定的表面粗糙度,工程师需要选择合适的加工参数和

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
专栏《ASME B46.1-2019 表面结构特征中文版》深入解读了最新的 ASME B46.1-2019 标准,为制造业提供表面质量控制的终极指南。专栏涵盖了广泛的主题,包括表面粗糙度测量、优化策略、制造过程中表面特征的重要性、表面特征定义、测量技术、操作指南、表面工程、航空航天、汽车制造业中的应用、国际视角以及跨领域应用。通过案例分析和最佳实践,专栏提供了全面且实用的见解,帮助制造商提高表面精度、优化表面粗糙度参数,并满足不断变化的行业需求。
专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
深度解析EDA软件:算法优化让你的设计飞起来

# 摘要
本文全面概述了EDA(电子设计自动化)软件及其在现代电子设计中的核心作用。首先介绍了EDA软件的定义、发展历程和主要分类,然后深入探讨了算法优化的理论背景和实践应用,包括算法复杂度分析、设计策略及优化方法论。接着,文章分析了布局布线、逻辑综合和设计验证优化的实际案例,并讨论了算法优化的高级技巧,如机器学习、多核并行计算和硬件加速技术。通过对EDA软件性能评估指标的分析,本
【管理与监控】:5个关键步骤确保Polycom Trio系统最佳性能

# 摘要
本文全面介绍了Polycom Trio系统的架构、性能评估、配置优化、监控与故障诊断、扩展性实践案例以及持续性能管理。通过对Polycom Trio系统组件和性能指标的深入分析,本文阐述了如何实现系统优化和高效配置。文中详细讨论了监控工具的选择、日志管理策略以及维护检查流程,旨在通过有效的故障诊断和预防性维护来提升系统的稳定性和可靠性。
电力半导体器件选型指南:如何为电力电子项目挑选最佳组件
# 摘要
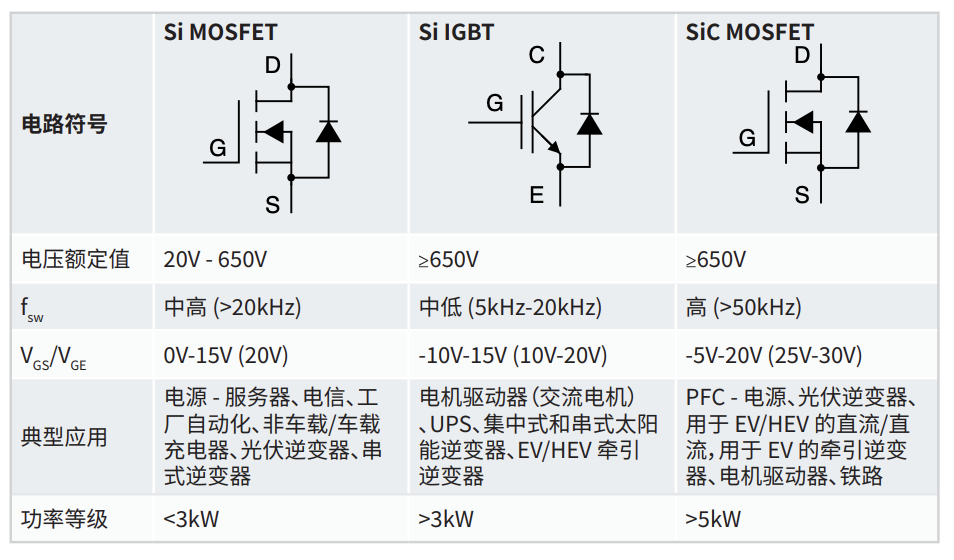
本文全面概述了电力半导体器件的基础知识、技术参数、选型实践考量以及测试与验证流程。在技术参数方面,文章详细介绍了器件的电气特性、热性能和可靠性指标,为电力系统工程师提供了选型时的决策依据。选型实践部分则侧重于应用场景分析、成本效益评估和未来发展考量,旨在指导工程师们在实际工程中做出既经济又可靠的选择。此外,本文还
【mike11建筑模拟全攻略】:从入门到高级应用的全方位教程
# 摘要
本文全面介绍了mike11建筑模拟软件的各个方面,从基础操作到高级技巧,为建筑模拟提供了一个系统的指导。首先,文章对mike11软件的界面布局、基本设置和视图渲染等基础操作进行了详细介绍。接着,深入探讨了建筑模拟理论基础,包括模拟的目的、建筑物理基础以及模拟流程和参数设置。进阶技巧章节则着重于高级建模技术、环境与气候模拟以及能效与
斯坦福教材揭秘:凸优化理论到实践的快速跨越
# 摘要
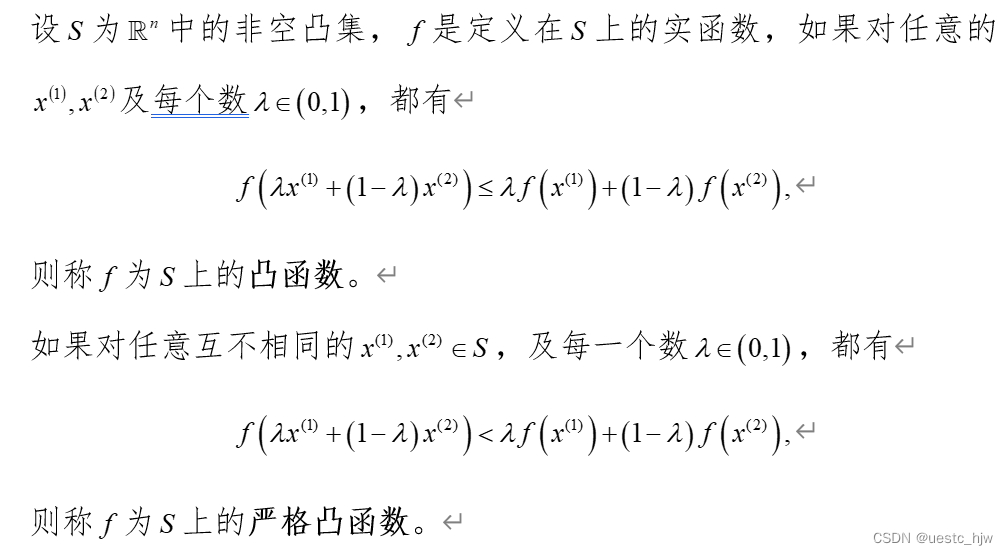
本论文系统地介绍了凸优化的基本概念、数学基础、理论框架,以及在工程和科研中的应用案例。首先,文章概述了凸优化的基础知识和数学基础,并详细解析了线性规划、二次规划和对偶理论等关键理论。接着,文章探讨了凸优化工具的使用和环境搭建,强调了模型建立与简化的重要性。随后,通过机器学习、信号处理、运筹学和控制系统等多个领域的应用案例,展示了凸优化技术的实用性。最后,论文展望了凸优化领域的发展趋势,讨论
【tc itch扩展性】:拉伸参数在二次开发中的角色与挑战,稀缺的深入探讨
# 摘要
本文对tcsh shell环境中的参数扩展技术进行了全面的探讨和分析。从参数扩展的基本概念、规则、类别及模式匹配等理论基础出发,深入解析了其在脚本编写、调试优化以及第三方工具集成中的具体应用。文章还着重介绍了复杂参数处理、函数编程中的应用技巧,以及在错误处理中的重要作用。针对二次开发中的挑战,提出了相应的策略和解决方案,并通过案例研究具体分析了参数扩展在特
【网络延迟优化】:揭秘原因并提供实战优化策略

# 摘要
网络延迟是影响数据传输效率和用户体验的关键因素,尤其是在实时性和高要求的网络应用中。本文深入探讨了网络延迟的定义、产生原因、测量方法以及优化策略。从网络结构、设备性能、协议配置到应用层因素,本文详细分析了导致网络延迟的多方面原因。在此基础上,文章提出了一系列实战策略和案例研究,涵盖网络设备升级、协议调整和应用层面的优化,旨在减少延迟和提升网络性能。最后,本文展望了未来技术,如软件定义网络
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )