工业自动化控制案例:CAHO P961与PLC整合实战
发布时间: 2024-12-17 17:41:40 阅读量: 12 订阅数: 6 
参考资源链接:[CAHO_P961温控器RS-485 MODBUS编程与连接详解](https://wenku.csdn.net/doc/64617f5e5928463033b0f182?spm=1055.2635.3001.10343)
# 1. 工业自动化控制概述
在现代工业生产中,自动化控制是实现生产效率和产品质量提升的关键因素。随着技术的不断进步,工业自动化控制已经从简单的机械操作演变为复杂的系统集成,包含了信息通信技术、控制技术和智能技术的综合应用。其核心目标是实现生产过程的高度自动化,以提高生产效率,降低成本,保障生产安全,同时提升产品的一致性和质量控制水平。接下来的章节将深入探讨工业自动化控制中的关键组件和实施步骤,以CAHO P961控制器与PLC整合应用为例,展示自动化控制系统的设计、实施以及优化过程。
# 2. CAHO P961控制器的基础知识
### 2.1 CAHO P961控制器的功能特性
#### 2.1.1 硬件组成和接口概览
CAHO P961控制器是一款先进工业自动化设备,它集成了丰富的硬件接口和模块,支持广泛的应用场景。该控制器的硬件组成包括中央处理单元、各种通讯接口、输入/输出接口、以及扩展槽等。其核心是高性能的CPU,保证了处理数据和任务的高效性。
接口方面,CAHO P961提供了包括RS-485、RS-232、CAN、以太网等多种通讯接口,可用于与传感器、执行器、人机界面(HMI)和企业信息管理系统(ERP)等设备的连接。为了确保系统的可扩展性,该控制器还拥有多个数字和模拟输入/输出接口,能够满足不同工业应用的需求。
例如,数字输入可以用于检测开关状态,而模拟输入则可以用于读取传感器的数据,如温度、压力等。数字输出可以用来控制继电器或指示灯,模拟输出则可以控制阀门或调节电机的速度。这样的硬件组成使得CAHO P961能够灵活地应用于各种复杂的工业自动化控制系统中。
```markdown
| 接口类型 | 描述 | 典型应用示例 |
| -------------- | ------------------------------------------------ | ------------------------------- |
| RS-232 | 串行通信接口,用于短距离、低速率数据传输 | 与PC、打印机等设备连接 |
| RS-485 | 串行通信接口,允许多点通信,更长距离传输 | 远距离传感器数据收集 |
| CAN | 控制器局域网络,适合实时控制和工业环境 | 连接车辆内多个ECU |
| 以太网 | 网络接口,用于连接局域网或互联网 | 连接工业PC、服务器等 |
| 数字输入/输出 | 用于读取/控制开关量信号 | 控制继电器、读取按钮状态 |
| 模拟输入/输出 | 用于读取/控制连续信号(如电压、电流、温度等) | 控制阀门、电机速度、压力调节 |
```
#### 2.1.2 软件平台和编程环境
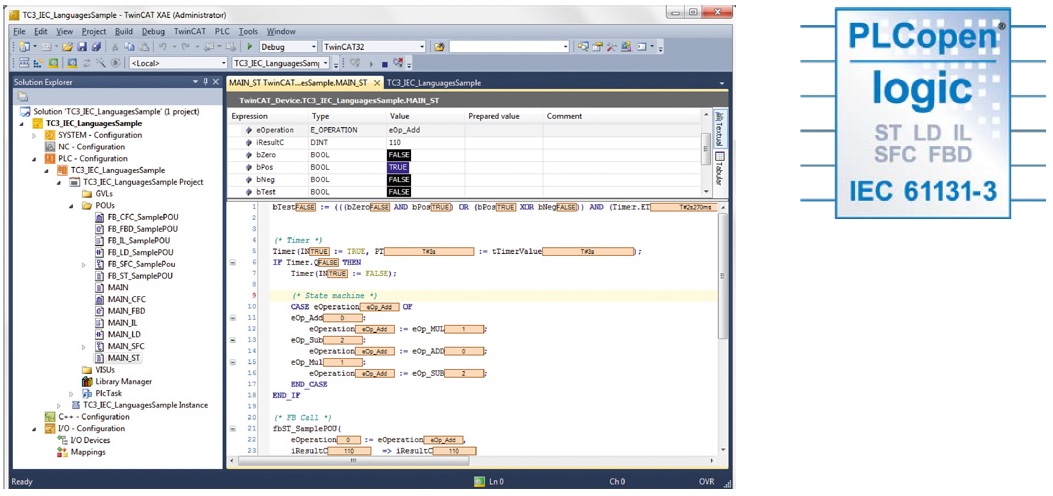
CAHO P961控制器的软件平台提供了完整的编程和配置环境,支持多种编程语言,包括但不限于梯形图、指令列表、结构化文本和功能块图。这样的编程环境使得不同背景的工程师都能够轻松上手开发。
开发者可以利用CAHO P961提供的软件开发套件(SDK)进行程序的编写、调试和优化。软件平台内建的模拟器可以用于在没有硬件的情况下进行程序测试,加快开发过程。此外,控制器支持离线和在线调试模式,确保程序的稳定性和可靠性。
```mermaid
graph LR
A[开始编程] --> B[选择编程语言]
B --> C[编写代码]
C --> D[使用SDK调试]
D --> E[代码下载至控制器]
E --> F[进行离线/在线测试]
F --> G{测试通过?}
G -->|是| H[部署到生产环境]
G -->|否| I[修改代码]
I --> C
```
程序编写过程中,CAHO P961控制器能够提供丰富的库函数和预定义的模块,这些都可以直接嵌入到应用程序中,使得开发更加快速和方便。同时,开发者可以根据具体应用需求,编写特定的算法和控制逻辑,实现更加复杂的自动化控制。
### 2.2 CAHO P961与PLC的基本对接原理
#### 2.2.1 PLC系统的工作原理
可编程逻辑控制器(PLC)是工业自动化中的核心控制设备,它通过对输入信号的逻辑运算和处理,按照用户编制的程序控制各种类型的机械或生产过程。PLC系统由硬件和软件两部分组成,硬件主要包括电源、CPU、输入/输出模块、通讯模块等,而软件则包括操作系统、编程软件和应用程序。
在基本的工作原理中,PLC会周期性地扫描所有的输入端口,获取现场信息,并根据用户程序对这些信息进行处理。处理后,PLC会根据逻辑运算的结果控制输出端口,驱动执行元件,实现对过程或机器的控制。
```code
// 伪代码示例:简单的PLC逻辑控制
WHILE (true) {
// 读取输入信号
bool sensor1 = ReadInputPort(1);
bool sensor2 = ReadInputPort(2);
// 简单的逻辑控制
bool motorControl = sensor1 && !sensor2;
// 输出到控制端口
WriteOutputPort(1, motorControl);
// 等待下一个扫描周期
WaitNextScanCycle();
}
```
#### 2.2.2 CAHO P961控制器与PLC的通信机制
在工业自动化中,PLC与CAHO P961控制器的集成是常见的应用模式。这种集成通过通讯接口实现数据交换,CAHO P961控制器可以读取PLC的输入输出状态,或向PLC发送控制命令。
两者的通信机制可以采用多种协议,如Modbus、OPC UA、或者CAHO P961控制器专用的协议。通信协议的选择取决于系统的具体需求、设备的兼容性以及性能要求。
数据交换通常包括从PLC读取实时数据和将控制指令发送至PLC,两者之间的通信需要严格遵循所选协议的数据结构和指令格式。例如,在Modbus协议中,控制器通过特定的功能码来读取或写入PLC的数据。
```mermaid
sequenceDiagram
participant PLC
participant CAHO_P961
CAHO_P961->>PLC: 发送读取指令
Note over PLC: Modbus功能码
PLC-->>CAHO_P961: 返回输入/输出数据
CAHO_P961->>PLC: 发送控制指令
Note over PLC: Modbus功能码
PLC->>PLC: 根据指令操作
```
为了保证通信的稳定性和实时性,通信参数需要被正确配置,如波特率、奇偶校验和数据位等。在某些情况下,还需要实现特定的错误检测和重传机制,以应对工业环境中的各种干扰。此外,CAHO P961控制器可能会提供一些高级的通信策略,例如数据缓冲、批量读写操作,以进一步优化系统性能。
# 3. 整合实践前的准备工作
在迈向将CAHO P961控制器与PLC成功整合的道路上,一系列详尽的准备工作至关重要。这些准备工作的目标是确保整合过程的顺畅,以及最终实现自动化系统的高效稳定运行。在本章中,我们将会探讨系统规划与需求分析、环境搭建与软件配置两个方面,这两个阶段是整合成功的基础。
## 3.1 系统规划和需求分析
### 3.1.1 确定自动化控制目标
在任何自动化项目启动之前,明确控制目标是至关重要

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
CAHO P961 温控器 RS-485 MODBUS 中文版专栏深入探讨了 CAHO P961 温控器在工业自动化和楼宇管理系统中的应用。专栏内容涵盖了高级应用策略、MODBUS 协议处理技巧、RS-485 网络构建秘诀、与其他系统的无缝对接策略、PLC 集成实战、节能应用和效果、调试捷径以及 RS-485 通讯故障解决指南。通过深入浅出的讲解和丰富的案例分析,专栏旨在帮助读者提升温度控制效率,优化系统集成,并有效解决网络故障,从而实现工业自动化和楼宇管理的更高效、更可靠运行。
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【昆仑通态触摸屏连接PLC终极指南】:从入门到性能优化的10大秘籍

# 摘要
本文全面阐述了昆仑通态触摸屏与PLC的基本连接及其高级应用技巧,探讨了配置触摸屏的关键步骤、PLC连接设置、故障排查以及触摸屏与PLC之间的数据交换机制。进一步地,文章深入分析了昆仑通态触摸屏的高级通讯协议,包括工业通讯协议的选择、Modbus和Profibus协议的应用,以及通讯性能优化的策略。此外,通过实际项目案例,本文展示了触摸屏在自动化生产线中的应用,分析了性能调优、故障处理以及持续改进与维
国产安路FPGA PH1A芯片时序分析与优化:必备的5大技巧

# 摘要
安路FPGA PH1A芯片作为本研究的核心,本文首先对其进行了概述,并在随后的章节中详细探讨了FPGA时序分析的基础知识和优化技巧。文章从静态和动态时序分析的理论与实践出发,逐步深入到时钟域交叉、数据冒险、控制冒险的识别与处理,以及资源优化与布局布线的技巧。此外,通过对一个具体的设计实例进行分析,展示了时序分析工具在实际应用中的重要性以及如何解决时序问题。最后,本文探讨了高级时序优化技
【Zynq裸机LWIP初始化基础】:一步步带你入门网络配置

# 摘要
本论文旨在探讨Zynq硬件平台与LWIP协议栈的集成与配置,以及在此基础上进行的进阶网络应用开发。文章首先介绍了Zynq硬件和网络配置的基本概念,随后深入解析了LWIP协议栈的起源、特点及其在嵌入式系统中的作用。接着,详细阐述了LWIP协议栈的安装、结构组件以及如何在Zynq平台上进行有效配置。在交互基础方面,文章讲述了Zynq平台网络接口的初始化、LWIP网络接口的设置和网络事件的处理。随后,通过LWIP初始
【从RGB到CMYK】:设计师色彩转换的艺术与科学
# 摘要
本文系统地介绍了色彩模式的基础知识及其在数字媒体和印刷行业中的应用,特别深入探讨了RGB与CMYK色彩模型的原理、特点及转换实践。文章不仅阐述了色彩转换的理论基础,还介绍了色彩校正与管理的实践技巧,提供了从理论到实践的全面解析。通过对色彩转换中遇到的问题和解决方案的分析,以及设计项目中的案例分析,本文展望了色彩转换技术的未来发展趋势,并提出了设计师为应对这些变化所应采取的策略和准备。
# 关键字
色彩模式;RGB模型;CMYK模型;色彩转换;色彩校正;案例分析
参考资源链接:[CMYK标准色色值-设计师用专业CMYK标准色对照表](https://wenku.csdn.net/d
非接触卡片APDU指令全攻略:从基础到高级交互的实战指南
# 摘要
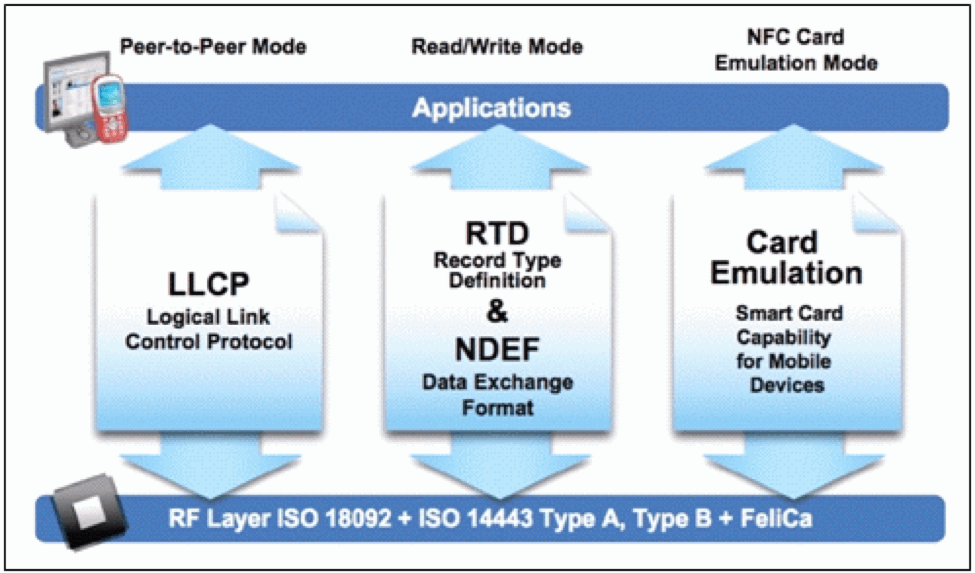
非接触式卡片技术在现代身份验证和支付系统中扮演着核心角色。本文首先对非接触式卡片及其应用协议数据单元(APDU)指令进行了全面概述,然后深入探讨了APDU指令的基础知识,包括其格式、结构和常用指令的详解。文章接着分析了非接触式卡片的通信协议,重点解读了ISO/IEC 14443标准,并探讨了NFC技术在非接触式卡片应用中的作用。文章还提供了关于非接触式卡片高级交互技巧的见解,包括
【CST816D数据手册深度剖析】:微控制器硬件接口与编程全攻略(2023年版)

# 摘要
本文全面介绍了CST816D微控制器的硬件架构和技术细节。从基础硬件概述开始,文章详细探讨了CST816D的硬件接口技术,包括I/O端口操作、中断系统设计、定时器/计数器高级应用等关键领域。接着,本文深
STAR CCM+流道抽取进阶技巧:5步提升模拟效率的专业秘笈
# 摘要
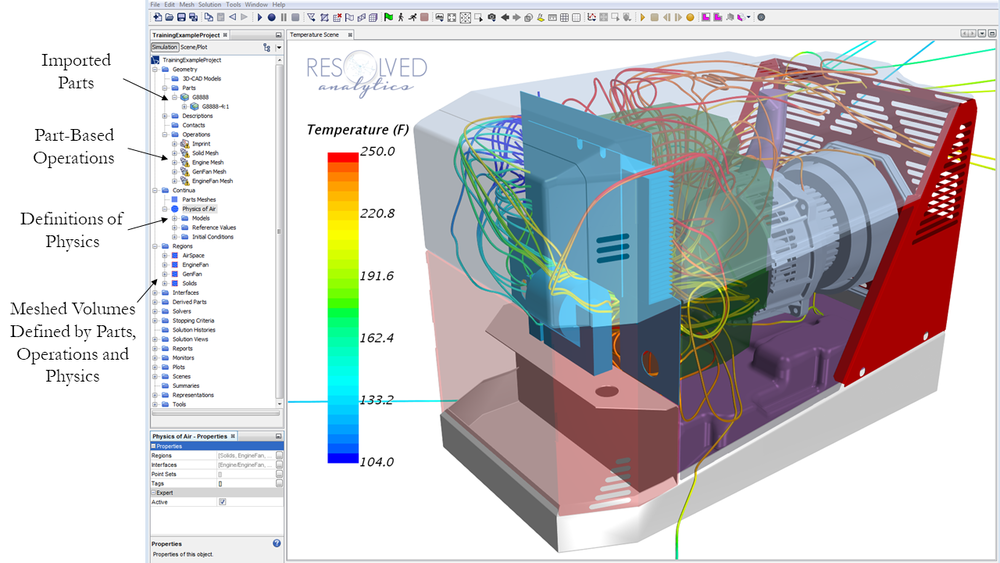
本文旨在全面介绍STAR-CCM+流道抽取技术,并探讨其在实际应用中的理论基础与方法论。通过详细分析流道抽取的重要性及其理论模型,本文阐述了不同技术方法在流道抽取中的作用,并对比了它们的优缺点。进一步地,文章深入讨论了高级抽取技巧、模型简化以及
金蝶云星空初级实施认证考试攻略:揭秘通关密钥!

# 摘要
本文全面介绍了金蝶云星空初级实施认证的相关内容,从产品知识到认证的准备与考试流程,再到认证后的职业发展,为准备参加金蝶云星空初级认证的考生提供了详细的指导。首先概述了金蝶云星空的核心理念、应用架构及其行业解决方案。其次,深入分析了认证考试的必考知识点,包括理论知识、操作技能和实战演练,并提供了备考策略与时间管理方法。最后,探讨了认证考试的具体流程、注意事项以及通过认证后如何促进职业
【云开发,轻松搞定后端】:微信小程序问卷案例中的云数据库应用技巧

# 摘要
云开发作为一种新兴的开发模式,通过整合云数据库和云函数等资源,为开发者提供了便捷、高效的开发环境。本文首先介绍云开发的基本概念与微信小程序开发基础,随后详细探讨了云数据库的操作实践、权限管理和安全机制,并通过微信小程序问卷案例展示了云数据库的具体应用和性能优化。接着,文章深入到云数据库的高级技巧和最佳实践,如事务处理、数据备份与恢复,以及优化案例。最后,探讨了云函数的概念、优势、编写
QN8035规范解读与应用:标准遵循的必要性与实践技巧
# 摘要
本文全面解读了QN8035规范,旨在为相关行业提供实践指导和理论支持。文章首先概述了QN8035规范的核心内容,分析了其发展历程、核心要求以及与行业标准的关联。其次,本文深入探讨了遵循QN8035规范的必要性,重点介绍了实施规范的步骤、企业内部贯彻培训的有效方法以及常见问题的解决方案。通过对比分析成功案例与问题案例,文章总结了QN8035规范的实践经验与教训。最后,本文展望了QN8035规范的未来发展趋势和潜在改进方向,并提出了对企业和行业的建议。
# 关键字
QN8035规范;理论基础;实践技巧;案例分析;行业标准;未来展望
参考资源链接:[QN8035设计指南:硬件与编程全面
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )