



【精通均值-极差图】:MSA技巧全掌握


msa-book-service-backend:MSA图书服务-后端
摘要
均值-极差图(MSA)作为一种测量系统分析工具,在质量控制领域具有重要地位。本文首先介绍了MSA的基础概念、定义以及它与质量控制的关系。接着详细阐述了均值-极差图的原理,包括极差的概念、统计意义及其在构建均值-极差图中的应用。文章进一步探讨了MSA实践中的技巧,包括数据收集、绘制过程及如何解读MSA图形。此外,本文通过制造业、服务业及软件开发中的应用实例,展示了MSA在不同领域的实施方法和效果。最后,对MSA的高级应用、挑战以及未来趋势进行了讨论,探讨了统计模型深入分析及跨领域应用的适应性,以及新技术在MSA中的应用潜力。
关键字
均值-极差图;测量系统分析;质量控制;数据收集;统计模型;技术革新
参考资源链接:测量系统分析MSA:稳定性与均值-极差图
1. 均值-极差图(MSA)概述
1.1 MSA简介
均值-极差图(Mean and Range Chart,简称MSA)是测量系统分析(MSA)中的一种图形工具,用于评估测量过程中的变异性。它帮助质量工程师和过程改进专家理解和量化测量误差,从而确保测量数据的准确性和可靠性。
1.2 应用背景
在当今高度竞争的商业环境中,数据驱动的决策已成为企业追求卓越运营的关键。MSA作为一种统计技术,确保了数据的有效性,是质量管理和持续改进过程不可或缺的环节。
1.3 MSA在质量控制中的角色
MSA的主要目标是将测量误差与过程变异区分开来,这对于确定生产过程中产品质量的真正变异至关重要。通过有效的MSA,组织可以识别测量系统的不足,并采取相应措施来提升数据质量,进而在质量控制和改进活动中取得更好的结果。
2. MSA的理论基础
2.1 测量系统分析(MSA)简介
2.1.1 MSA的定义和重要性
测量系统分析(MSA)是质量工程中的一个关键工具,它用于评估测量过程中的统计特性,并识别测量误差的来源。MSA的核心是确保测量过程能够提供准确、一致的数据,这对于任何质量改进活动都是基础。如果没有一个可靠和有效的测量系统,那么基于这些测量数据做出的任何决策都可能是无效的,甚至是有害的。
MSA的重要性体现在多个方面。首先,它帮助工程师和质量管理人员了解测量系统产生的变异性,是内因(测量设备、操作人员)还是外因(测量方法、环境条件)导致的。其次,MSA能够帮助识别系统中的偏差,这些偏差可能会影响过程控制的稳定性。通过MSA,可以对测量过程进行持续改进,提高产品质量。
2.1.2 MSA与质量控制的关系
MSA与质量控制之间的关系是密切且基础性的。质量控制涉及对产品质量的监控和维持,而准确的测量数据是实现这一目标的基石。MSA通过定量的评估方法,确保测量数据的可靠性,从而为质量控制提供科学依据。
在质量管理体系中,如ISO 9001和IATF 16949标准中,MSA都是不可或缺的一部分。它帮助组织识别和消除测量系统中的系统误差和随机误差,提高了产品的合格率和质量一致性。此外,MSA的实施有助于减少不必要的废品和返工,从而降低了生产成本和提升了客户满意度。
2.2 均值-极差图的原理
2.2.1 极差的概念及其统计意义
极差是统计学中表示数据分散程度的一个重要指标。在一组数据中,极差是指最大值和最小值之间的差。在MSA中,极差被用来评估测量过程中重复测量的变异性。
从统计意义上讲,极差简单易懂,计算方便,可以快速地提供一个测量过程一致性的概览。它是评估测量过程能力的有力工具,尤其是在过程刚启动或数据集较小的情况下。然而,由于极差只考虑了数据集中的两个极端值,它对异常值非常敏感,可能会导致误解过程的稳定性。因此,在分析时需要结合其他统计工具,例如标准差或变异系数,来获得更全面的视角。
2.2.2 极差图的构建过程
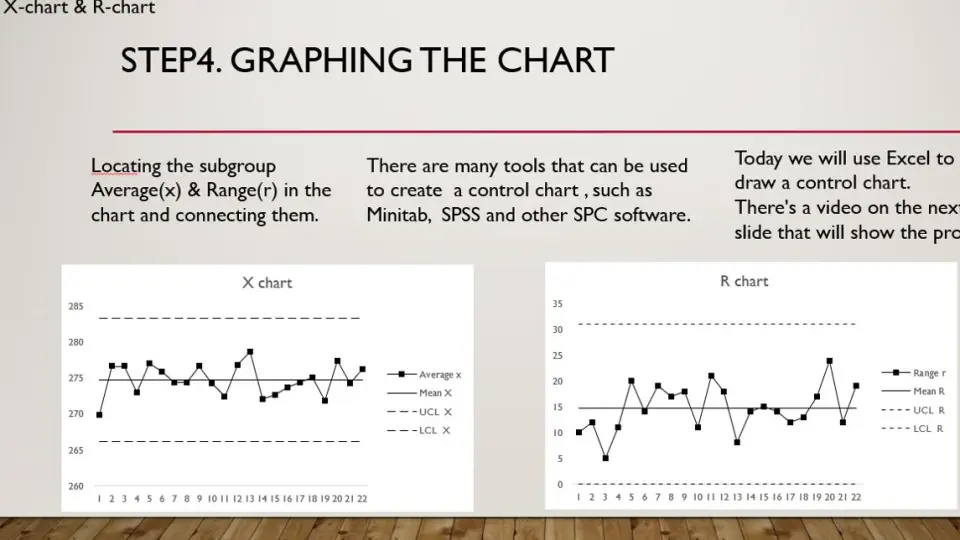
均值-极差图,通常称为X-bar R图,是MSA中用于监控过程平均值和变异性的常用工具。X-bar R图由两部分组成:一部分是测量平均值(X-bar)的图表,另一部分是测量极差(R)的图表。构建X-bar R图的过程如下:
- 收集数据:在过程稳定运行的条件下,收集一定数量的样本数据。
- 计算平均值:计算每个样本的平均值,并在X-bar图上绘制。
- 计算极差:计算每个样本的极差,并在R图上绘制。
- 计算控制限:基于样本数据,计算出X-bar和R图的控制限(上下控制线)。
- 绘制图表:在图表上绘制样本的平均值和极差,以及控制限。
- 分析:评估图表上的数据点,以判断过程是否稳定。
均值-极差图的有效性依赖于合理的样本选择和足够的样本量。数据点落在控制限内表明过程稳定,而任何超出控制限的数据点都表示过程发生了显著变化,需要进一步调查。
2.3 均值-极差图与其他MSA工具的比较
2.3.1 均值-极差图与X-bar R图的对比
均值-极差图实际上就是X-bar R图,两者是指同一种统计工具。X-bar R图用于监控过程的平均值和变异,是MSA中常用的控制图之一。通过这种图,可以了解过程的中心趋势和分散程度。
与X-bar R图相比,其他常用的控制图类型有个体移动极差图(X-mR图)和属性控制图(p图、np图、c图、u图等)。X-mR图主要用于小样本数据,而属性控制图则用于监控缺陷或不合格品的比例。
X-bar R图适用于连续数据和较大样本量,且假设数据呈正态分布。与X-mR图相比,X-bar R图提供了更精确的过程变异估计,但需要的数据量更大,计算也相对复杂。属性控制图则不适用于评估连续数据的变异性,而是用于监控分类数据。
2.3.2 均值-极差图与控制图的联用分析
在MSA实践中,X-bar R图常常与其他控制图结合使用,以获得更全面的过程控制。例如,通过X-bar R图来监测过程的平均值和变异,同时用个体移动极差图来监控过程的短期变异。
联用分析的目的是为了互补每种控制图的优势,提供更深层次的过程洞察。例如,X-bar R图可能无法揭示过程中的小变化或非正态分布的异常,而p图或np图可以用来监控过程中的不良率变化,提供关于过程稳定性的另一视角。
在实际应用中,选择合适的控制图并结合它们进行分析,需要基于数据的类型、过程的特性和质量目标。这样的综合使用,能够帮助我们更准确地识别问题的根源,制定更有效的改进措施。下面是一个表格,用于比较X

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
相关推荐
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )

专栏目录
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
期末考试高分秘诀:掌握并发状态的5个关键
【Sandbox升级与维护:保持大数据平台最新状态的策略】:最佳实践与案例分析
【特殊输出开关电源】:电路保护机制与电磁兼容性设计要点
【SQL数据库实战速成】:5步构建高效学生管理系统数据库
用友U8数据库存储过程优化:业务逻辑执行效率提升技巧
ME432AXG故障快速诊断与解决:关键业务的守护神
【成本降低秘籍】:通过质量管理体系减少服装生产开销
步惊云教学系统架构深度剖析:揭开软件到服务转换的秘密
电子秤通讯实践


专栏目录
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )





















