信捷PLC应用实例:小车控制与脉冲输出
需积分: 44 181 浏览量
更新于2024-07-18
4
收藏 456KB PDF 举报
信捷PLC应用案例详细解析
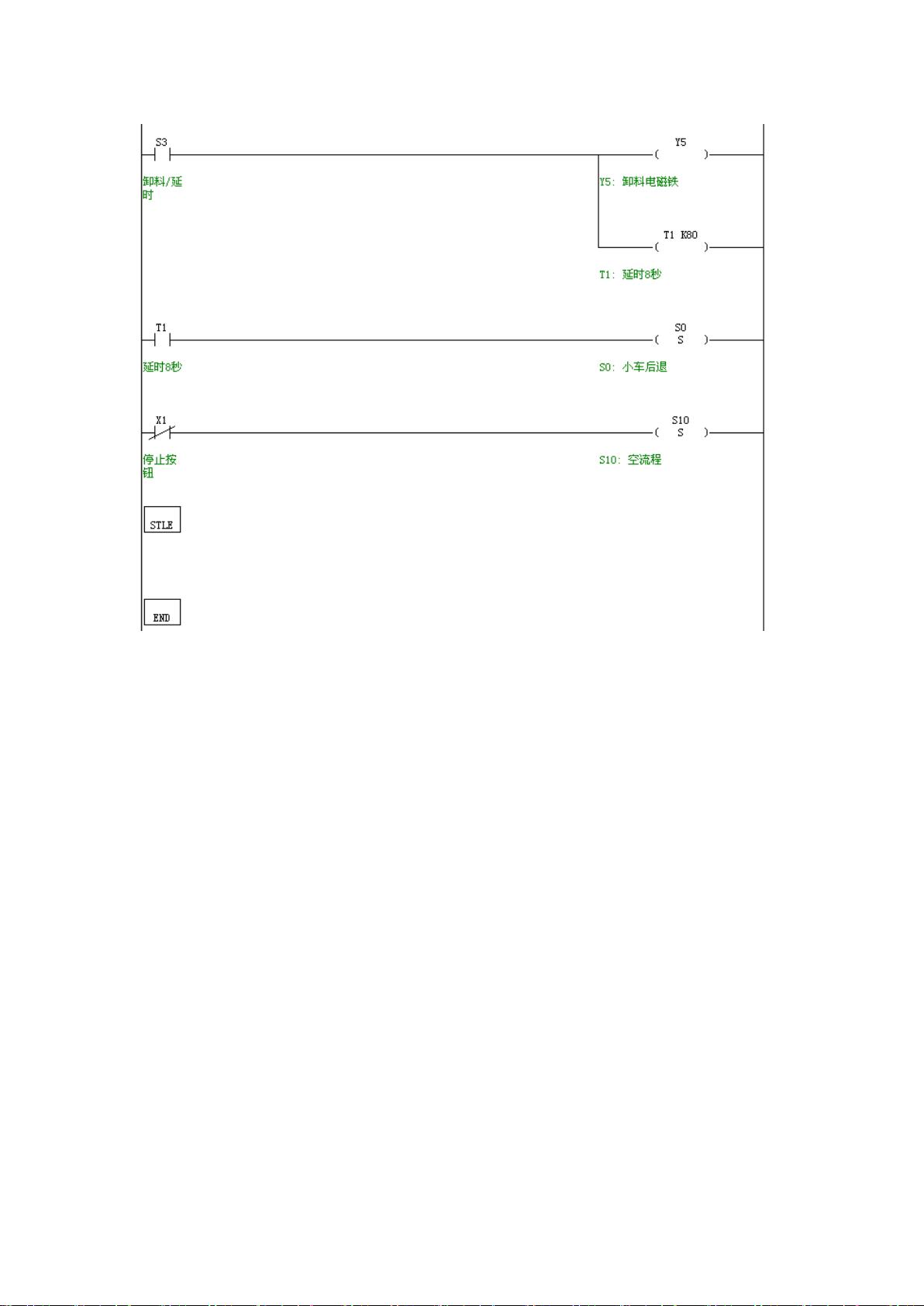
一、小车控制流程指令应用
XC系列PLC提供STL(开始流程)、STLE(结束流程)、SET(设置流程)和ST(步骤)等指令,用于构建复杂的控制逻辑。例如,在一个自动化小车控制系统中,STL和STLE指令被用来定义流程的起始和结束,如S0代表小车后退,S2为小车前进。程序遵循事件触发原则,即只有当启动按钮X0按下时,小车才会按照预设步骤执行:先后退直到遇到后退限位开关X4,然后延时5秒,之后前进,遇到前进限位X3则卸料并延时8秒,如此循环。停止按钮X1的触发会终止整个流程。
二、两路脉冲输出功能
XC3和XC5系列PLC支持两个脉冲输出,这些功能通常要求使用晶体管输出型PLC。本案例展示了单段单向脉冲输出的应用,Y0控制X轴步进电机,Y1控制Y轴步进电机,通过流程指令让两个轴交替驱动。程序设计中,上电后首先初始化脉冲M8002,接着根据流程S0和S1控制电机的启动。
三、高速计数中断
XC系列PLC具有高速计数功能,可以进行单相或多相计数,包括递增模式和脉冲+方向输入模式,以及AB相计数,最高频率可达200KHz。在V2.51及以上版本中,每个高速计数器提供了24段32位的预置值,允许精细调整计数过程。通过设置计数器差值,程序能够实时响应外部输入信号,实现精确计数并触发相应的中断处理。
总结,信捷PLC应用案例涵盖了从基础的流程控制到高级的脉冲输出和高速计数中断,展示了PLC在工业自动化中的强大功能和灵活性。通过实例,用户可以学习如何利用这些指令和功能设计和优化实际生产线操作,提高设备效率和精确度。
5
剩余22页未读,继续阅读
点击了解资源详情
点击了解资源详情
点击了解资源详情
2013-11-06 上传
2018-03-13 上传
2020-05-21 上传
2016-03-17 上传
2021-09-29 上传
2014-07-07 上传

weixin_42307913
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- C语言数组操作:高度检查器编程实践
- 基于Swift开发的嘉定单车LBS iOS应用项目解析
- 钗头凤声乐表演的二度创作分析报告
- 分布式数据库特训营全套教程资料
- JavaScript开发者Robert Bindar的博客平台
- MATLAB投影寻踪代码教程及文件解压缩指南
- HTML5拖放实现的RPSLS游戏教程
- HT://Dig引擎接口,Ampoliros开源模块应用
- 全面探测服务器性能与PHP环境的iprober PHP探针v0.024
- 新版提醒应用v2:基于MongoDB的数据存储
- 《我的世界》东方大陆1.12.2材质包深度体验
- Hypercore Promisifier: JavaScript中的回调转换为Promise包装器
- 探索开源项目Artifice:Slyme脚本与技巧游戏
- Matlab机器人学习代码解析与笔记分享
- 查尔默斯大学计算物理作业HP2解析
- GitHub问题管理新工具:GIRA-crx插件介绍
