
(2)循环可以从里到外嵌套3级
(3)控制可以转到循环的外边
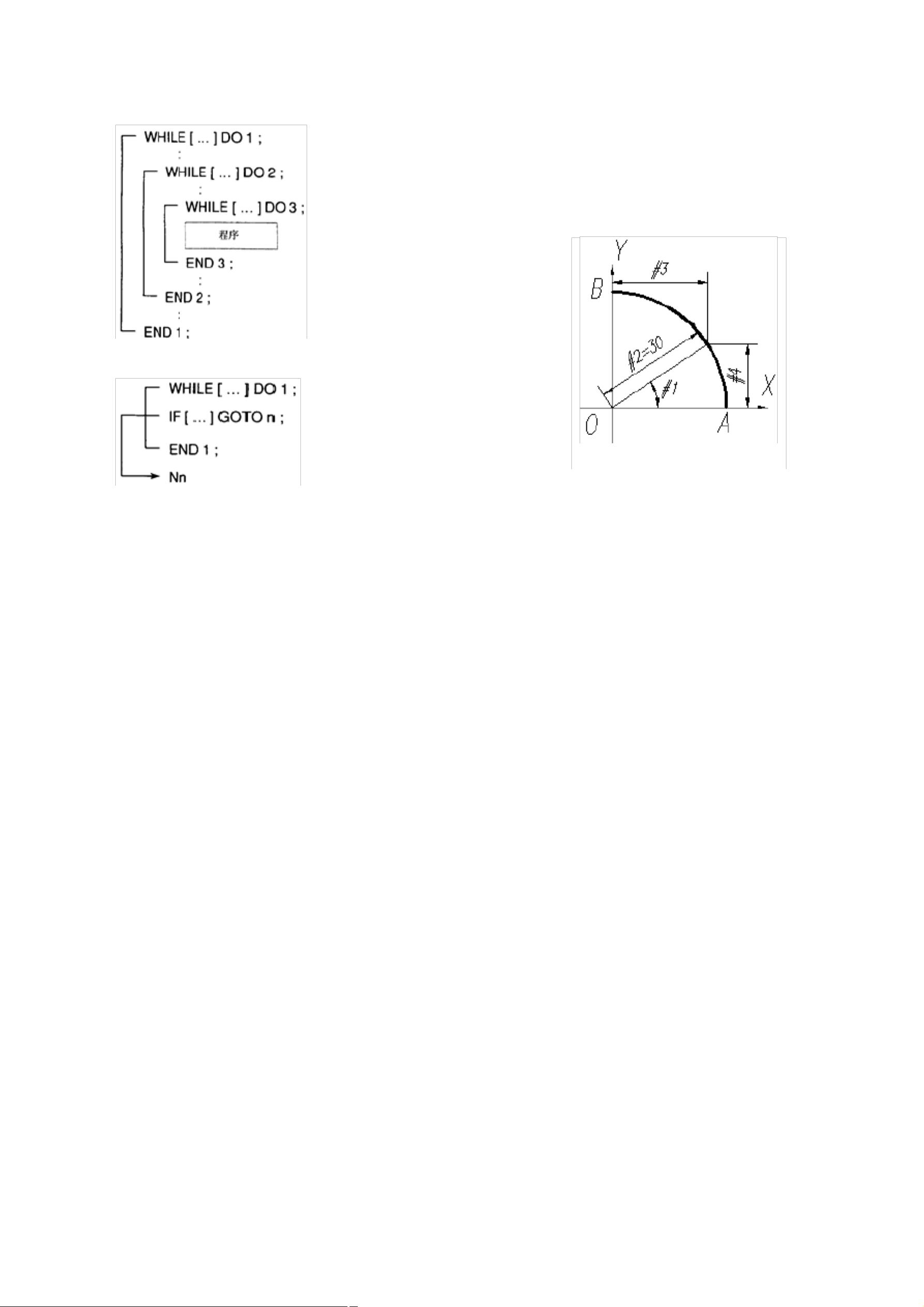
图 1-1 圆弧的宏程序
例1-1 用G1指令编写图1-1中AB圆弧的宏程序如下(不考虑刀具半径):
用 IF 语句
%
:3012
M6 T1
G54 G90 G0 G43 H1 Z50
M3 S800
X30 Y0
Z2
G1 Z-2 F30
#1=0
#2=30
N1 #3=#2*COS[#1]
#4=#2*SIN[#1]
IF[#1 GT 90] GOTO 2
G1 X#3 Y#4 F50
#1=#1+1
GOTO 1
N2 G0 Z200
G49 Z0
M30
%
程序名
换上 1 号刀
选择坐标系,调入长度补偿
主轴正转,转速 800r/min
快速定位到 A 点上方
主轴下降
切入 Z-2
被加数变量的初值
存储数变量的初值
计算变量
计算变量
当角度大于 90 时转移到 N2
以 50mm/min 进给
计算和数(角度增加 1 度)
转移到 N1
快速上升
取消长度补偿
程序结束
用 WHILE 语句
%
:3112
M6 T1
G54 G90 G0 G43 H1 Z50
M3 S800
X30 Y0
Z2
G1 Z-2 F30
#1=0
#2=30
WHILE[#1 LE 90] DO 1
#3=#2*COS[#1]
#4=#2*SIN[#1]
G1 X#3 Y#4 F50
#1=#1+1
END 1
G0 Z200
G49 Z0
M30
%
程序名
换上 1 号刀
选择坐标系,调入长度补偿
主轴正转,转速 800r/min
快速定位到 A 点上方
主轴下降
切入 Z-2
被加数变量的初值
存储数变量的初值
当角度小于等于 90 时循环 DO 1
计算变量
计算变量
以 50mm/min 进给
计算和数
循环到 END 1
快速上升
取消长度补偿
程序结束
(五)宏程序调用
宏程序的调用方法有:①非模态调用(G65);②模态调用(G66、G67);③用G指令调用宏程序;④用
4
剩余19页未读,继续阅读















