三菱Q系列PLC伺服控制与原点回归程序详解
需积分: 16 61 浏览量
更新于2024-07-23
收藏 1.32MB PDF 举报
"本文介绍了三菱Q系列PLC在伺服控制中的应用,特别是QD75P2定位模块的原点回归程序及其相关指令的详细写法。作者欧阳青云提供了多种程序示例,包括原点回归启动、进行中到完成的过程,以及全部原点回归的程序。此外,还讨论了JOG速度的更改和专用指令的使用方法。"
1. Q系列PLC与QD75P2定位模块:
三菱Q系列PLC是一款高性能的可编程逻辑控制器,广泛应用于自动化领域。QD75P2是三菱电机推出的高精度定位模块,支持多轴同步控制,适用于各种精密定位任务,如伺服电机的原点回归。
2. 原点回归程序:
原点回归是伺服控制系统中确保设备准确对位的关键步骤。在Q系列PLC中,原点回归可以通过专用指令实现。例如,M1250用于启动原点回归,M1081检查电机手动状态,而M6401则作为原点回归启动条件的输出脉冲。模块地址如H4K1500用于指定QD75P2的起始地址,K9001设定为机械原点回归,K1为设定值。
3. 进行中到完成的原点回归程序:
原点回归过程中,QPLC通过监控X50启动完成信号和X4C电机BUSY状态来判断动作是否完成。一旦完成,M6501将持续接通,表示原点回归动作完成。在这一阶段,M6701和X48用于检测SERVOERROR或报警情况,YA42监控伺服电机的M/C电源状态。原点回归完成后,通过RSTY50复位电机。
4. 全部原点回归程序:
M1290是全部原点回归的启动开关,M1001确保在手动状态下进行,M100是原点回归的输出。原点回归完成的标志是M101,同时,M1012和M105紧急停止开关作为断开条件。
5. JOG速度的更改:
JOG速度的调整是通过专用参数代码M1055、M1053和M1051实现的,用户可以根据需求选择高速、中速或低速。SM400保持接通,允许随时更改速度设定。D120用于存储速度值,通过DMOV和DTOH4K1518D120K1指令将数据传输到定位模块,实现JOG速度的动态调整。
总结来说,三菱Q系列PLC配合QD75P2定位模块,提供了强大的伺服控制功能。通过理解并掌握原点回归程序和JOG速度调整,用户能够精确地控制伺服系统,满足各种自动化应用的需求。
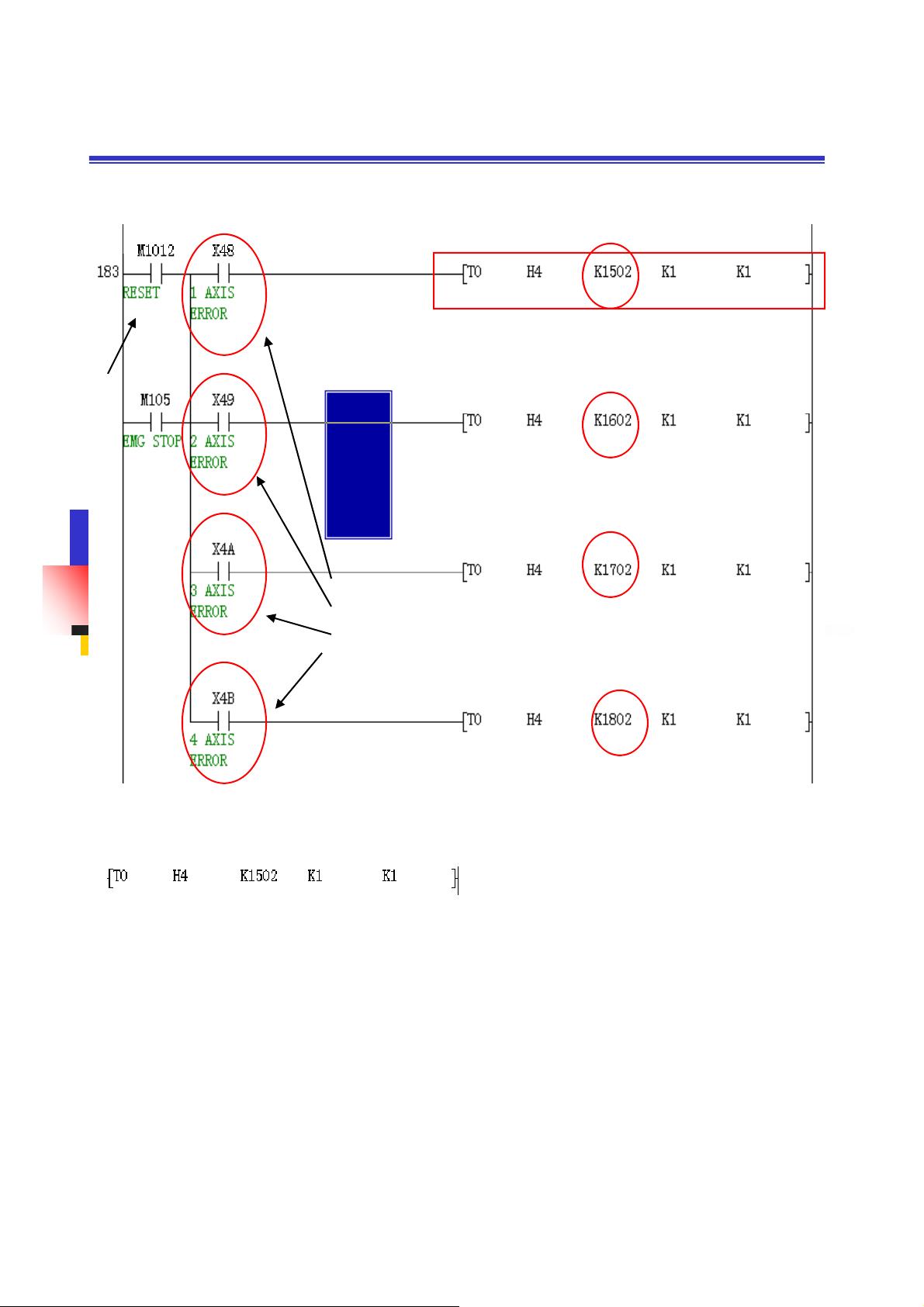
5.SERVO ERROR的复位专用指令和写法
复位专用指令
复位
开关
轴一
开关
轴二
轴出错信号
轴三
伺服ERROR故障复位专用指令和写法
轴四
K1502 K1602 K1702 K1802 是对各个轴出错复位的专用代码
当轴发生出错时,相对应得轴会自动接通出错信号,依次是轴一 x48
轴二X49 轴三x4a 轴四X4B
当故障解决后,需要对QD75的报警进行复位处理,需要在程序中编写一个
复位开关,当开关接通后,执行私服复位的专用指令,将故障消除。
5
剩余28页未读,继续阅读
点击了解资源详情
点击了解资源详情
点击了解资源详情
2022-01-17 上传
2021-09-10 上传
2021-10-15 上传
2021-04-18 上传
2022-12-26 上传

wuaiping555555
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- Angular程序高效加载与展示海量Excel数据技巧
- Argos客户端开发流程及Vue配置指南
- 基于源码的PHP Webshell审查工具介绍
- Mina任务部署Rpush教程与实践指南
- 密歇根大学主题新标签页壁纸与多功能扩展
- Golang编程入门:基础代码学习教程
- Aplysia吸引子分析MATLAB代码套件解读
- 程序性竞争问题解决实践指南
- lyra: Rust语言实现的特征提取POC功能
- Chrome扩展:NBA全明星新标签壁纸
- 探索通用Lisp用户空间文件系统clufs_0.7
- dheap: Haxe实现的高效D-ary堆算法
- 利用BladeRF实现简易VNA频率响应分析工具
- 深度解析Amazon SQS在C#中的应用实践
- 正义联盟计划管理系统:udemy-heroes-demo-09
- JavaScript语法jsonpointer替代实现介绍
