S7-300与FM353在汽车仪表板超声波焊接中的协同应用
本文详细介绍了FM353脉冲发生器在汽车仪表板19头超声波塑料焊接机中的应用,该设备由东莞市联控自动化控制有限公司的张志军提供技术支持。文章首先概述了项目背景,即东莞市某机械制造厂为汽车附件厂提供的设备,其生产流程中使用S7-300PLC进行精密控制。
S7-300PLC作为核心控制器,与FM353步进模块配合,负责整个焊接过程的逻辑管理和协调。FM353是一款高性能的伺服驱动器,它支持7种调速模式,确保了超声波焊接头的精确动作和控制。脉冲发生器原理部分解释了陶瓷振子如何接收单独的超声波能量,通过气缸产生的压力,实现塑料部件的高效焊接。
关键的控制策略在于设计了一种算法,即使在19个焊头同时工作时,也能确保每个焊头按照特定顺序进行焊接,避免了过载问题。系统结构包括两个交替工作的超声波发生器、19个受气缸驱动的超声陶瓷振子,以及3个工作工位,其中2和3工位用于焊接操作,而工作台则由伺服马达驱动。
文章还提到了工艺过程中的同步性和控制细节,例如整体气缸的动作必须与振子的焊接时间线完全匹配。此外,文中强调了结构化程序设计的重要性,通过清晰的编程逻辑,使得整个焊接过程既高效又稳定。
本文深入探讨了S7-300PLC与FM353步进模块在超声波焊接机中的集成应用,展示了它们在复杂工业环境下如何协同工作,确保了汽车仪表板等塑料部件的高精度焊接生产。这对于理解PLC与伺服系统的集成应用及优化工业自动化流程具有重要的参考价值。
S
S
I
I
E
E
M
M
E
E
N
N
S
S
A
A
u
u
t
t
o
o
m
m
a
a
t
t
i
i
o
o
n
n
E
E
x
x
p
p
e
e
r
r
t
t
M
M
e
e
e
e
t
t
i
i
n
n
g
g
2
2
0
0
0
0
5
5
S7300 PLC 和 FM353 步进模块在汽车仪表板
超声波焊接机中的应用
张志军
东莞市联控自动化控制有限公司
摘要:本文介绍了S7-300 PLC和FM353脉冲发生器在一种19头超声波塑料焊接机中的应用,着重介绍
FM353脉冲发生器的原理,使用方法和编程,以及19个超声波焊头任意关闭/开启,仍需保持焊接顺
序的一种算法和程序实现。
关键词:S7-300PLC FM353 伺服系统 超声波焊接 结构化程序
Key Words : s7-300PLC FM353 servo-driver system ultrasonic-weld structured-
programming
一:项目简介
东莞市某机械制造厂专为汽车附件厂提供塑胶部件制造设备,如汽车油箱,汽车仪表板设备等。
通常这些汽车附件由已经注塑成型的多个组件经超声波焊接设备焊接而成。超声波焊接头升降由汽
缸驱动,在头部安装有陶瓷振子,单独的超声波发生器给陶瓷振子提供能量,利用汽缸产生的压力,
同时发波,则将超声波能量转化为热能使两片塑料焊接在一起。不同的工件可能具有不同点数的焊
接点.本文要介绍的就是这种多头的超声波焊接设备中S7-300PLC的使用。
二:19 头超声焊接设备的工艺过程和主要控制对象
1:系统的结构和工艺过程
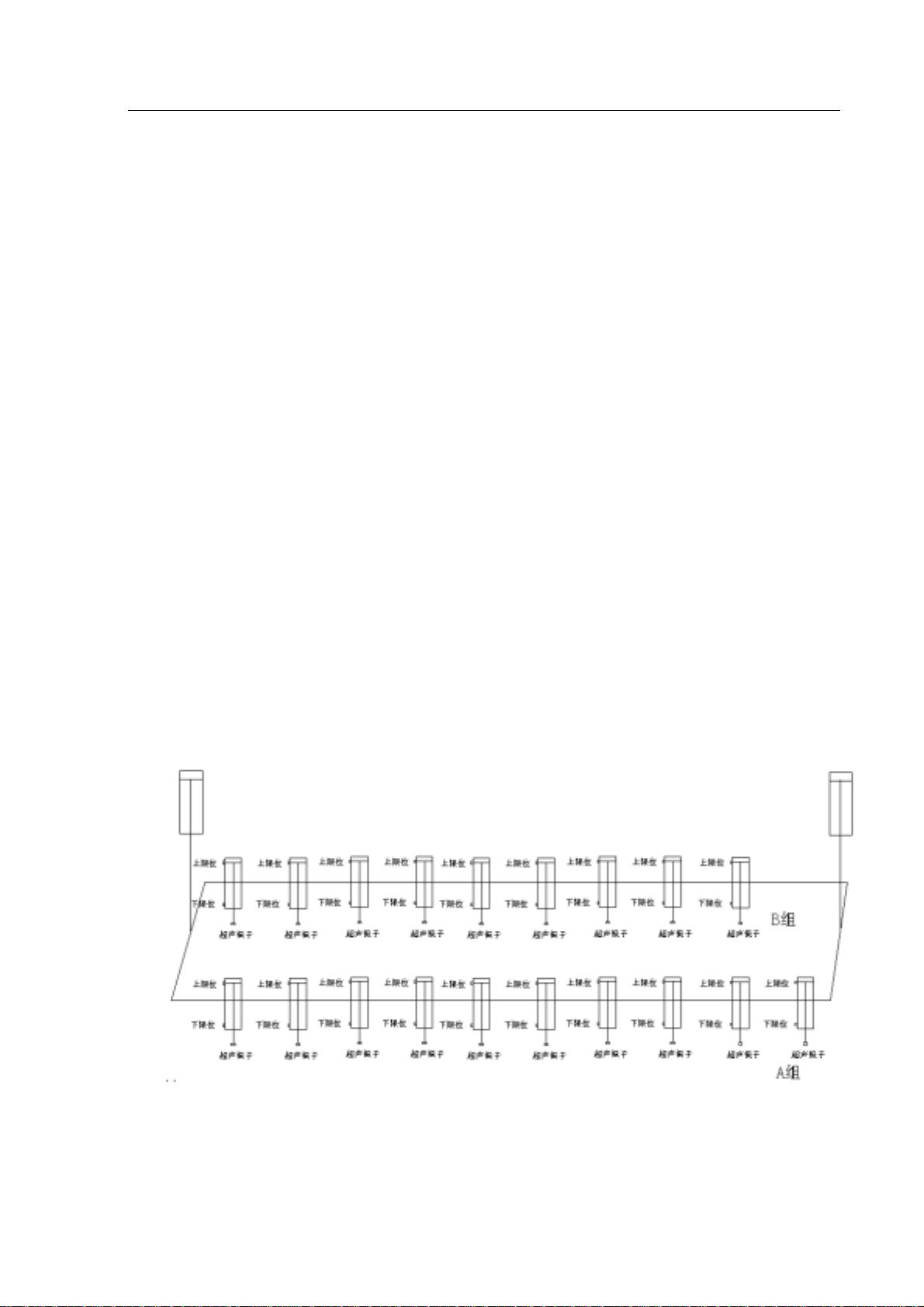
附图 1:气缸和超声振子的分布示意图
如图 1 和 2 所示意,系统由两个超声波发生器和 19 个超声陶瓷振子组成,2 个发生器分时
分配给 19 个超声陶瓷振子,同一时间内不能供给两个或两个以上的振子,否则发生器出现过载。
19 个超声陶瓷振子分别由 19 支汽缸驱动做上下运动。19 个振子按照一定规律分布在两个工作
下载后可阅读完整内容,剩余7页未读,立即下载
2023-07-27 上传
2023-10-27 上传
2023-05-10 上传
2024-01-08 上传
2023-04-27 上传
2023-05-11 上传

少年TESTMENT
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- 天池大数据比赛:伪造人脸图像检测技术
- ADS1118数据手册中英文版合集
- Laravel 4/5包增强Eloquent模型本地化功能
- UCOSII 2.91版成功移植至STM8L平台
- 蓝色细线风格的PPT鱼骨图设计
- 基于Python的抖音舆情数据可视化分析系统
- C语言双人版游戏设计:别踩白块儿
- 创新色彩搭配的PPT鱼骨图设计展示
- SPICE公共代码库:综合资源管理
- 大气蓝灰配色PPT鱼骨图设计技巧
- 绿色风格四原因分析PPT鱼骨图设计
- 恺撒密码:古老而经典的替换加密技术解析
- C语言超市管理系统课程设计详细解析
- 深入分析:黑色因素的PPT鱼骨图应用
- 创新彩色圆点PPT鱼骨图制作与分析
- C语言课程设计:吃逗游戏源码分享
