西门子840D数控编程基础解析
版权申诉
"siemens840d数控编程.pdf" 是一本详细介绍西门子840D数控编程的教程。该教程涵盖了西门子数控系统的基本概念、主要功能以及编程指令,旨在帮助用户理解和掌握840D系统的高级编程技术。
在讲解中,首先介绍了西门子数控系统的不同型号,如802S/C、802D、810D以及重点讨论的840D系统。840D作为西门子的高端系统,常用于精密和复杂的加工任务中。
接着,教程深入阐述了插补功能,这是数控机床中实现刀具沿直线或曲线轨迹运动的关键。插补由G代码和相应的数字组合来定义。此外,进给功能(F指令)用于设置刀具的运动速度,单位为mm/min。
教程还提到了参考点的概念,这是一个固定点,通常由行程开关设定,用于机床的回零操作。机床原点是机床坐标系的起始点,由制造商在制造时设定。在数控系统中,存在四种坐标系:机床坐标系、机床参考坐标系、工件坐标系和编程坐标系,它们都是右手笛卡尔坐标系。
主轴功能(S指令)用于控制主轴转速,主轴定位则采用SPOS=XX格式。切削速度计算公式为S=1000v/Πd,其中S为主轴转速,V为切削速度,D为刀具直径。辅助功能(M指令)则用于控制机床部件的启动和停止。
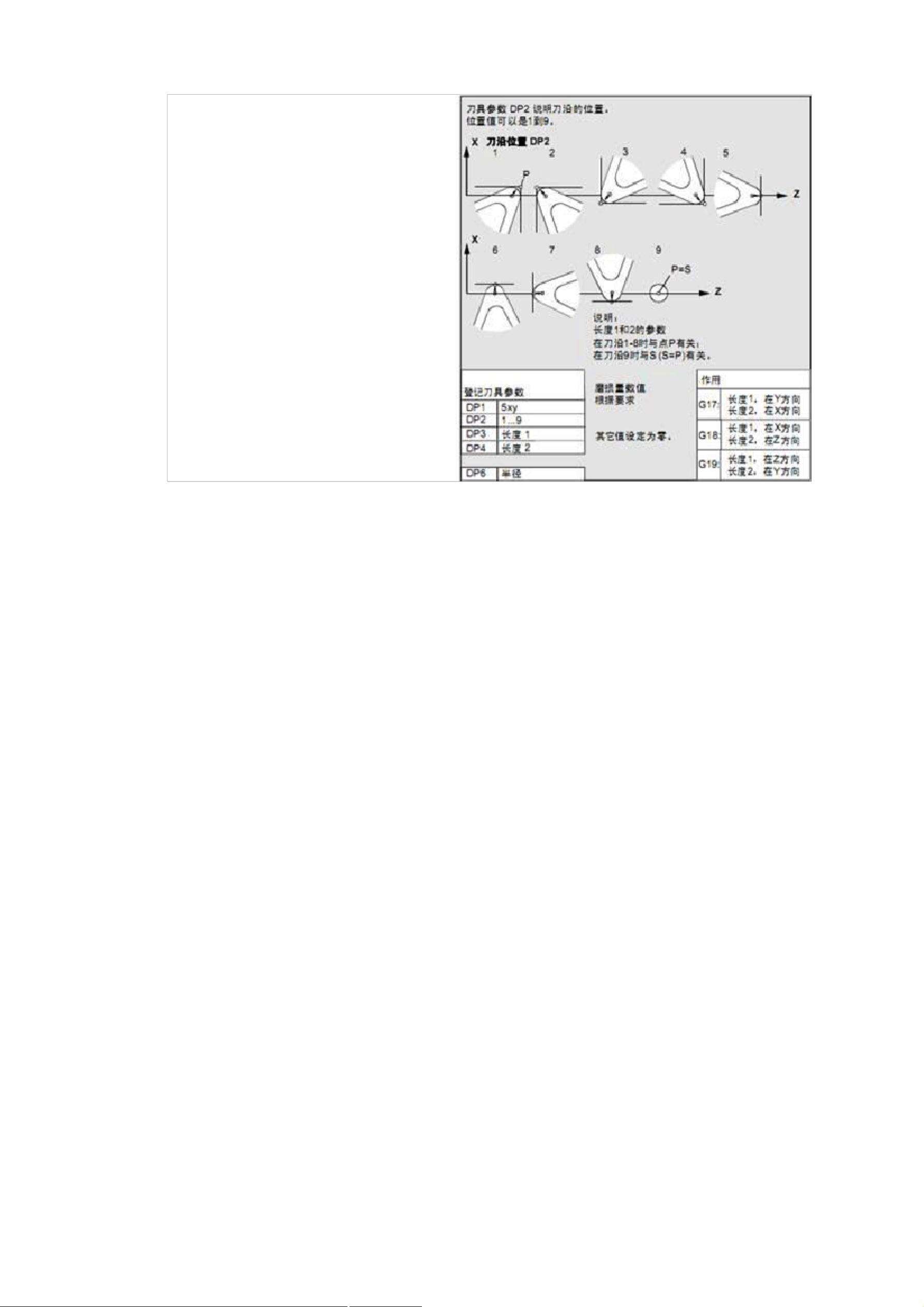
教程进一步讲解了主程序和子程序的使用,准备功能(G指令)对刀具或工作台运动轨迹的控制,以及刀具长度和半径补偿功能,这些都对精确控制加工过程至关重要。极坐标系统允许用户以极半径和极角来指定工件坐标。绝对尺寸和增量尺寸(G90和G91)决定了坐标值的计算方式,而模态和非模态指令则关乎指令的有效期和覆盖规则。
通过对这些基础知识的深入理解,学习者能够更好地掌握西门子840D数控系统的编程技巧,从而提升工作效率和加工精度。

第四讲:辅助功能
一、复习回顾
1、在圆弧插补指令使用时,如何判断圆弧插补方向?
2、圆弧的表达方式有几种?分别是什么?如何表示?
3、终点+半径式编制圆弧加工程序时,CR 取值如何确定?与 FANUC 系统有何异同?
二、新课
1、辅助功能 M 指令的作用:
辅助功能主要用于机床开关量的控制。如主轴的启停、冷却液的启闭等
2、辅助功能的种类:
辅助功能有前指令和后指令之分
前指令:与坐标轴移动一起执行的指令。
后指令:坐标轴移动后才移动的指令。
3、常用辅助功能
M0* 编程停止
M1* 可选的停止
M2* 主程序结束,返回程序开始
M30* 程序结束,如 M2
M17* 子程序结束
M3 主轴顺时针旋转
M4 主轴逆时针旋转
M5 主轴停止
M6 刀具更换(缺省设定)


剩余98页未读,继续阅读
2019-10-20 上传
2019-09-22 上传
2013-05-10 上传
2023-04-01 上传
2019-09-16 上传

a66889999
- 粉丝: 40
- 资源: 1万+
 我的内容管理
展开
我的内容管理
展开







最新资源
- 探索数据转换实验平台在设备装置中的应用
- 使用git-log-to-tikz.py将Git日志转换为TIKZ图形
- 小栗子源码2.9.3版本发布
- 使用Tinder-Hack-Client实现Tinder API交互
- Android Studio新模板:个性化Material Design导航抽屉
- React API分页模块:数据获取与页面管理
- C语言实现顺序表的动态分配方法
- 光催化分解水产氢固溶体催化剂制备技术揭秘
- VS2013环境下tinyxml库的32位与64位编译指南
- 网易云歌词情感分析系统实现与架构
- React应用展示GitHub用户详细信息及项目分析
- LayUI2.1.6帮助文档API功能详解
- 全栈开发实现的chatgpt应用可打包小程序/H5/App
- C++实现顺序表的动态内存分配技术
- Java制作水果格斗游戏:策略与随机性的结合
- 基于若依框架的后台管理系统开发实例解析
