矩形螺纹加工实战:宏程序应用与解析
需积分: 10 110 浏览量
更新于2024-09-10
收藏 401KB PDF 举报
"宏程序矩形牙应用实战"
在数控加工领域,宏程序的应用极大地扩展了机床的功能,使得复杂形状的零件加工变得可能。本篇主要聚焦于宏程序在矩形螺纹加工中的实战应用,旨在帮助读者掌握矩形螺纹的参数计算、加工思路以及宏程序的编制。
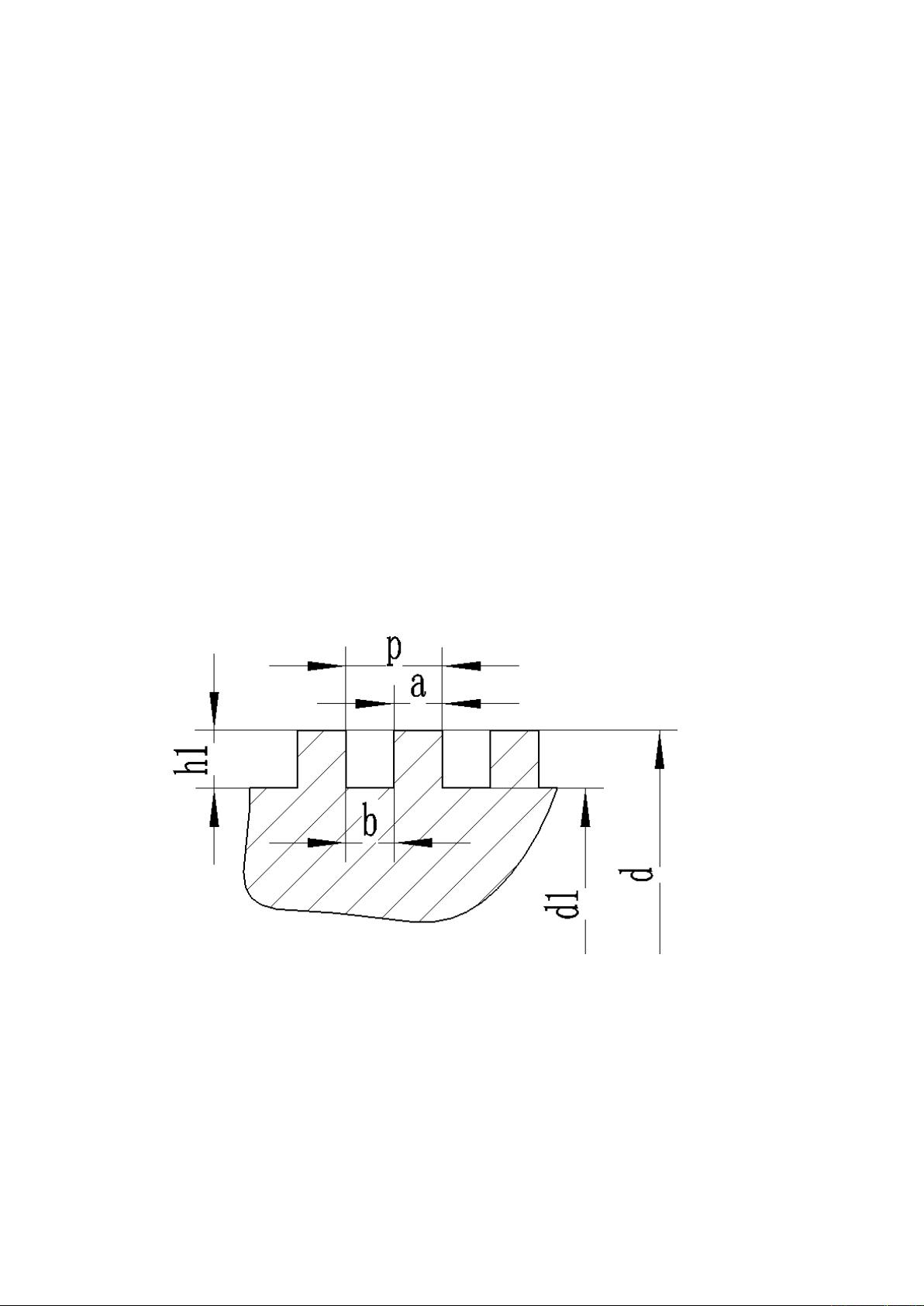
矩形螺纹因其较高的传动效率而常用于传力机构,但其对中精度较低,牙根强度较弱,制造难度相对较大。尽管如此,矩形螺纹的计算相对较简单。矩形螺纹的基本尺寸计算公式如下:
1. 牙槽宽度 (b) = 0.5 * 螺距 (P) + (0.02~0.04)mm
2. 齿宽 (a) = 螺距 (P) - 牙槽宽度 (b)
3. 牙高 (h1) = 0.5 * 螺距 (P) + (0.1~0.2)mm
4. 螺纹底径 (d1) = 螺纹大径 (d) - 2 * 牙高 (h1)
以矩形50*8螺纹为例,我们可以计算出其各部分尺寸:
- 牙槽宽度 = 0.5 * 8 + 0.02 = 4.02mm
- 齿宽 = 8 - 4.02 = 3.98mm
- 牙高 = 0.5 * 8 + 0.1 = 4.1mm
- 螺纹底径 = 50 - 2 * 4.1 = 41.8mm
实际加工时,通常使用直进法,尤其是对于刀具宽度小于牙槽宽度的情况。然而,当螺距较大,牙槽宽度远超刀具宽度时,就需要采用借刀技术。借刀方法可以多样化,关键在于如何通过宏程序实现这一过程。
方法一:X向分层,Z向借刀
这种方法要求在X轴方向上分层切割,并在Z轴方向上借刀。每次切割的深度(背吃刀量)可以根据实际情况调整,例如每刀0.1mm。Z向借刀时,实际借刀长度为牙槽宽度减去刀具宽度。宏程序设计时,借刀步骤必须在X轴切深循环内完成,并确保在Z向借刀结束前X轴位置不发生变化。
在处理复杂的矩形螺纹时,宏程序编程至关重要,因为它允许精确控制刀具路径,以适应不同的工件和加工条件。例如,处理矩形60*10螺纹时,不仅需要根据公式计算参数,还需精心设计刀具轨迹和借刀策略。宏程序的编写灵活性极高,可以适应各种借刀方法,提供了极大的自由度。
通过这样的学习,不仅可以掌握矩形螺纹的计算,还能深入理解宏程序在实现特定加工任务中的作用。宏程序的应用不仅简化了复杂的编程工作,而且提高了加工精度和效率,对于提升数控加工技术具有重要意义。
矩形螺纹参数计算、思路解析与宏程序编制
本节学习要点 :
1.牢记矩形螺纹的参数计算公式
2.完全吸收矩形螺纹的加工思路
3.掌握例题程序的编程方法
如果说宏程序在数车加工中,哪一块具有很高的价值,那么无疑是大螺距螺
杆的应用了。第四章节讲解的非圆曲线,其实也是为大螺距螺杆做铺垫。因为有
些螺杆的牙型是非圆曲线形。
本小节讲解的是——矩形螺纹。
说到矩形螺纹,它的主要用于传力机构,特点是传动效率较其他螺纹较高。
但对中精度低,牙根强度弱,同时其精确制造比较困难。但它的计算还是比较容
易的。
理论上讲,矩形螺纹的牙型为正方形。但由于内外螺纹配合时必须有间隙,
所以实际牙型并不是正方形。它的基本尺寸计算公式如下。
例 5-1:
牙槽宽度(b) = 0.5*螺距(P) + (0.02~0.04)mm
齿宽(a) = 螺距(P) - 牙槽宽度(b)
牙高(h1) = 0.5*螺距(P) + (0.1~0.2)mm
螺纹底径(d1) = 螺纹大径(d) - 2*牙高(h1)
所以我们要车削矩形 50*8 螺纹时,它的各个部分的计算如下。
牙槽宽度 = 0.5*8+0.02 = 4.02
齿宽 = 8-4.02 = 3.98
下载后可阅读完整内容,剩余9页未读,立即下载
2018-08-14 上传
2008-12-24 上传
2023-02-05 上传
2009-10-12 上传
点击了解资源详情
点击了解资源详情
点击了解资源详情
点击了解资源详情

qq_31181039
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- Fisher Iris Setosa数据的主成分分析及可视化- Matlab实现
- 深入理解JavaScript类与面向对象编程
- Argspect-0.0.1版本Python包发布与使用说明
- OpenNetAdmin v09.07.15 PHP项目源码下载
- 掌握Node.js: 构建高性能Web服务器与应用程序
- Matlab矢量绘图工具:polarG函数使用详解
- 实现Vue.js中PDF文件的签名显示功能
- 开源项目PSPSolver:资源约束调度问题求解器库
- 探索vwru系统:大众的虚拟现实招聘平台
- 深入理解cJSON:案例与源文件解析
- 多边形扩展算法在MATLAB中的应用与实现
- 用React类组件创建迷你待办事项列表指南
- Python库setuptools-58.5.3助力高效开发
- fmfiles工具:在MATLAB中查找丢失文件并列出错误
- 老枪二级域名系统PHP源码简易版发布
- 探索DOSGUI开源库:C/C++图形界面开发新篇章
