三菱伺服控制程序详解与故障复位
需积分: 40 104 浏览量
更新于2024-07-18
10
收藏 1.18MB DOCX 举报
"本文主要介绍了三菱伺服控制程序的经典写法,包括原点回归程序、进行中的原点回归程序、全部原点回归程序以及JOG速度的更改和伺服ERROR的复位方法,适用于PLC编程与三菱伺服电机的使用者。"
在工业自动化领域,三菱伺服系统因其稳定性和易用性而被广泛应用。这篇资料详细阐述了如何编写和理解三菱伺服的控制程序,主要集中在原点回归和故障处理方面。
1. 原点回归程序示例:
原点回归是确保设备精确运行的关键步骤。通过M1250启动原点回归,Y50作为定位启动,配合Y44轴停止和Y40 PLC准备完成信号。M1081用于确认电机处于手动状态,而M6401则是原点回归启动条件的输出脉冲。原点回归指令[T0H4K1500K9001K1]结合QD75模块,设定定位参数和原点回归动作。
2. 原点回归(进行中到完成)程序:
在原点回归过程中,Y50保持激活,表明动作进行中。X50作为启动完成信号,X4C表示电机忙状态。完成时,M6501持续接通表示原点回归完成。若发生错误,如M6701 SERVOERROR或X48报警,需执行[RST Y50]进行复位,并通过M1251指示灯反馈状态。
3. 全部原点回归程序:
M1290启动全部原点回归,需在手动状态下进行。M100原点回归输出并维持处理,直到M101全部原点回归执行完毕,或者通过M1012复位按键或M105紧急停止开关停止。
4. JOGSPEED的更改:
速度选择可通过M1055、M1053和M1051按键开关调整,D120存储速度值。使用DMOV指令将D32中的速度值[DTOH4K1518D120K1]写入,实现JOG速度的即时变更。
5. SERVOERROR的复位:
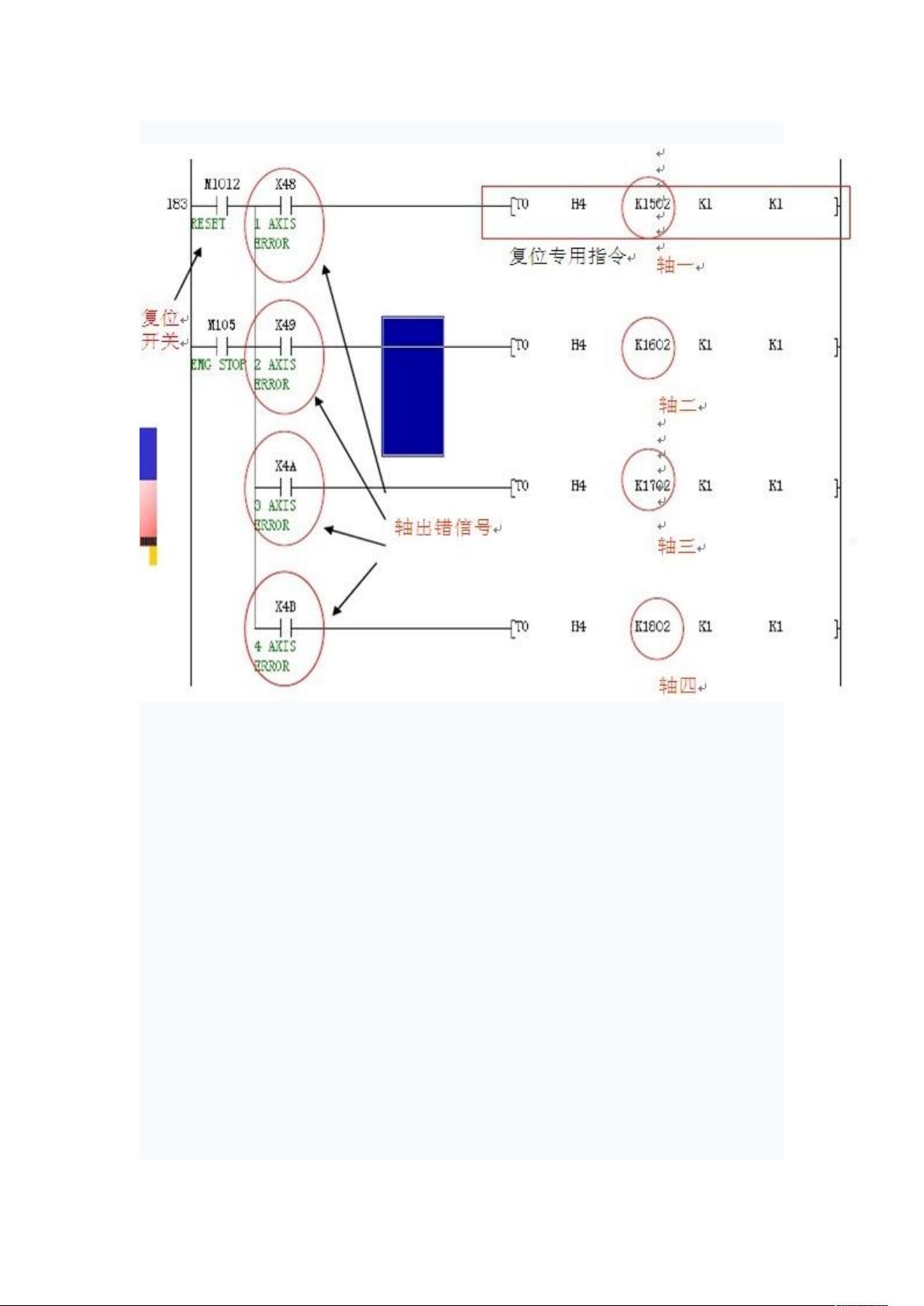
当伺服出现ERROR时,对应轴的错误信号(如X48、X49、X4A、X4B)会被激活。复位指令[TOH4K1502K1K1]用于清除这些错误,但必须在故障解决后执行,以防止错误再次发生。
总结,此资料深入浅出地解释了三菱伺服在PLC编程中的应用,对于学习和掌握三菱伺服系统的操作和编程具有很高的参考价值。通过理解和实践这些经典写法,用户可以更高效地控制伺服电机,提高自动化设备的精度和稳定性。
-
--
伺服 $((*( 故障复位专用指令和写法
-*-----------
-
----是对各个轴出错复位的专用代码
-
当轴发生出错时,相对应得轴会自动接通出错信号,依次是轴一 0 轴二 %
轴三 0轴四 %&
当故障解决后,需要对 !" 的报警进行复位处理,需要在程序中编写一个复
位开关,当开关接通后,执行私服复位的专用指令,将故障消除。
#$()*电机运行的当前数据读取专用指令和写法
剩余22页未读,继续阅读
2021-11-03 上传
2020-04-14 上传
2023-09-07 上传
2017-05-19 上传
2023-07-14 上传
点击了解资源详情

qq_22942545
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- 新代数控API接口实现CNC数据采集技术解析
- Java版Window任务管理器的设计与实现
- 响应式网页模板及前端源码合集:HTML、CSS、JS与H5
- 可爱贪吃蛇动画特效的Canvas实现教程
- 微信小程序婚礼邀请函教程
- SOCR UCLA WebGis修改:整合世界银行数据
- BUPT计网课程设计:实现具有中继转发功能的DNS服务器
- C# Winform记事本工具开发教程与功能介绍
- 移动端自适应H5网页模板与前端源码包
- Logadm日志管理工具:创建与删除日志条目的详细指南
- 双日记微信小程序开源项目-百度地图集成
- ThreeJS天空盒素材集锦 35+ 优质效果
- 百度地图Java源码深度解析:GoogleDapper中文翻译与应用
- Linux系统调查工具:BashScripts脚本集合
- Kubernetes v1.20 完整二进制安装指南与脚本
- 百度地图开发java源码-KSYMediaPlayerKit_Android库更新与使用说明
