施耐德TM241等普通PLC实现电子凸轮功能和CNC控制是一种经济高效的解决方案,通过利用PLCopen标准的运动控制库,将伺服系统的轨迹规划和同步控制集成到PLC内,显著提升了设备性能和稳定性。以下详细介绍了这一技术的应用过程。
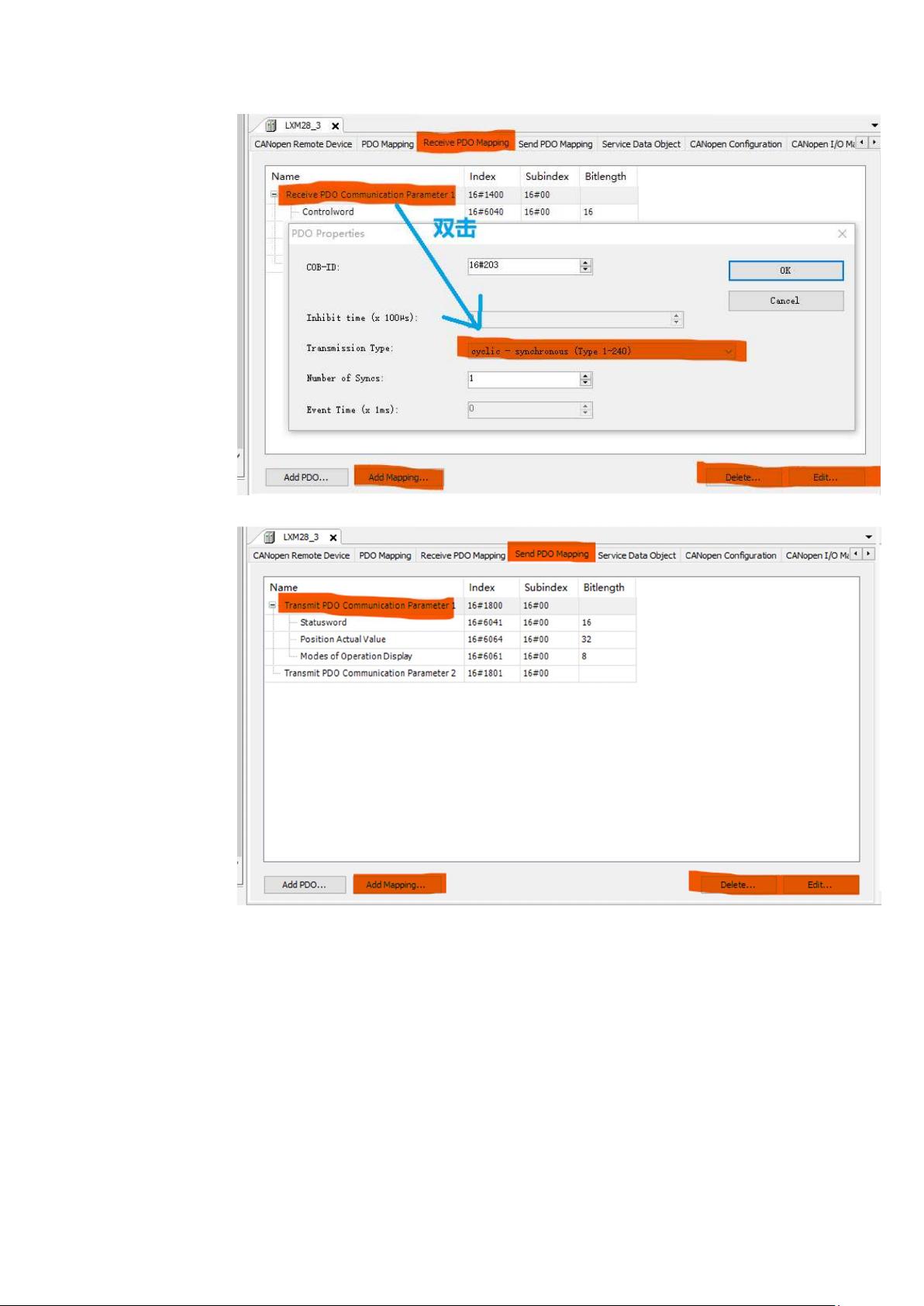
首先,方案的核心是通过编程技术,如施耐德的Softmotion FB功能块,将TM241 PLC与伺服系统(如LXM28)通过脉冲或CAN总线连接起来。这样做的好处在于减轻了伺服驱动器的运算负担,避免了由于轨迹规划计算在驱动器内部可能导致的信号延迟和抖动问题,从而提高了定位精度和响应速度。
电子凸轮同步功能是关键特性之一,它允许实时修改运动参数,如加速度(ACC)、减速(DEC),并能灵活调整路径终点,实现S曲线运动,减少对机械结构的冲击,降低设备运行噪声。这种同步控制使得设备运行更加平稳,性能提升明显,且有利于延长设备使用寿命。
相较于专用的高性能运动控制器,使用TM241这样的普通PLC具有显著的价格优势。例如,LMC058相比TM241CEC24x3的性价比更高,但两者在CPU性能上相差不大。这对于预算有限的用户来说,提供了更经济的选择。此外,这种方法还支持运动控制器同步轴数的扩展,比如通过添加TMSCO1模块和TM262Lx5来增加CAN接口,适应更多的非SERCOS III同步轴需求。
在实际操作中,开发者需要使用Somachine V43或ESMEV11编程平台,并在其中集成ZxMcLib电子凸轮库(或ZxRobotLibCNC库)。添加库文件后,用户可以根据具体项目需求配置软件参数,如功能块、通信设置等,确保整个系统流畅运行。
尽管这种方法可能面临一些常见问题,如编程复杂性增加和兼容性挑战,但通过精心设计和合理配置,以及参考附录中的解决方案,这些问题都可以得到妥善解决。施耐德TM241等普通PLC结合第三方库实现电子凸轮功能和CNC控制,为成本敏感的用户提供了一个既经济又实用的运动控制解决方案。