
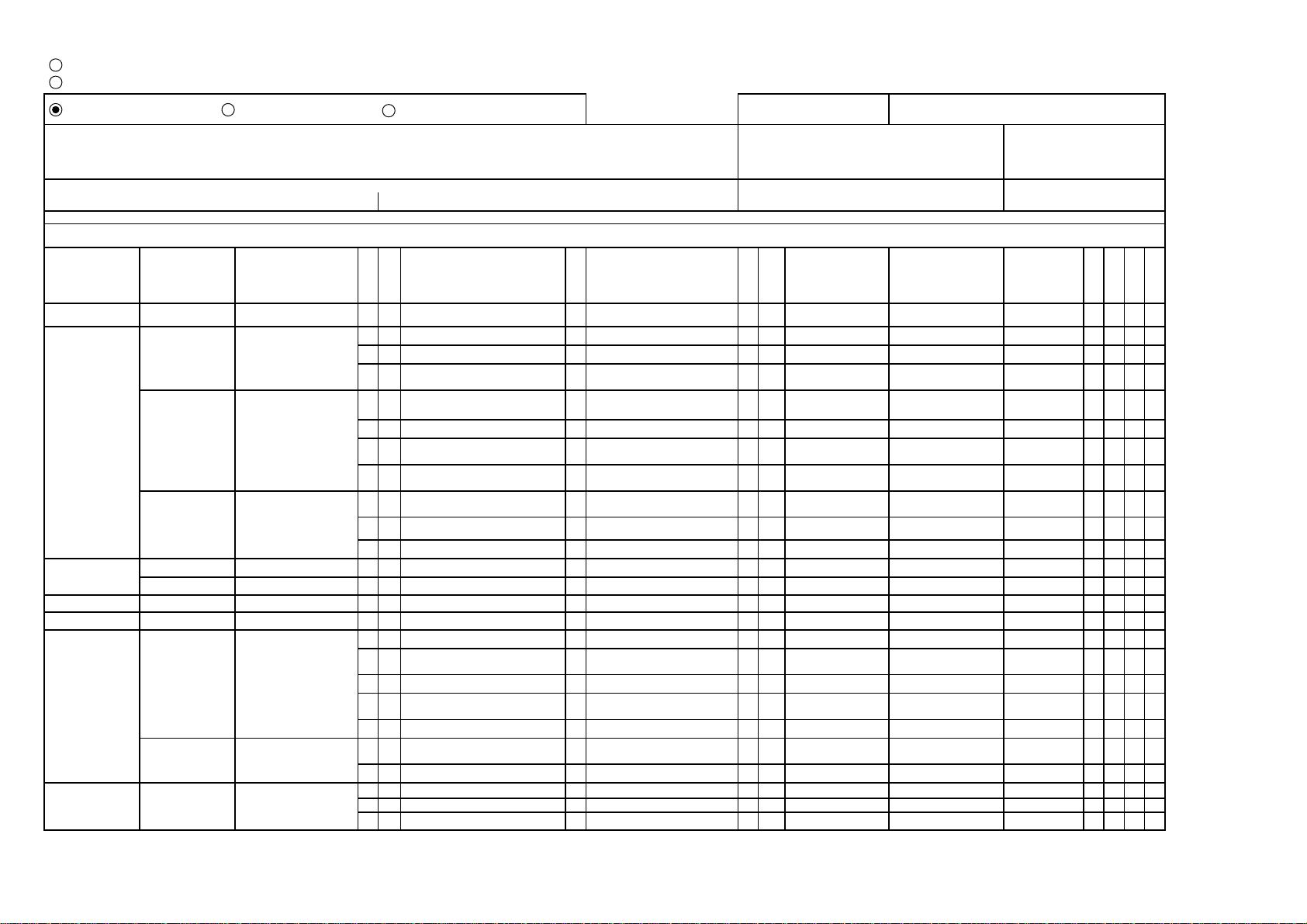
Page页数:
FMEA NumberFMEA编号:
Part Number零件号:
Design or Process Responsibility
Prepared by编制人:
Telephone电话:
Model Year(s) / Vehicle(s)车型/年份:
Key Date
Original FMEA Date初试编制日期:
FMEA Revision Date修订日期:
Core Team Member核心小组成员:
Step #工序号/Design
Item or Process
Function Requirements
功能要求
Potential Failure Mode
潜在失效模式
Potential Effect(s) of Failure
潜在后果
S
e
v
C
l
a
s
s
Potential Cause(s) / Mechanism(s) of
Failure
潜在原因分析
O
c
c
Current Design or ProcessControls
现行控制方法
D
e
t
R
P
N
Reccomended Actions
建议措施
Responsibility & Target
Completion Date
责任人及目标完成日期
Actions Taken
实施措施
S
e
v
O
c
c
D
e
t
R
P
N
1/进货入厂 不合格品与库存品混淆 产品性能下降,顾客不满意 7 未放入不合格品区或未作不合格品标识 1 放后自检、库管员确认
4
28
5
检验员取样数量错误
3
对检验员进行取样规则培训 4 60
5
记数错误
1
检验情况记录于检验日报表 4 20
5
检验员注意力不集中,漏检
3
由综合办负责组织对检验员进行职业道
德培训,并进行能力考核
460
7
检验员能力不够,误读数
2
由综合办组织检验员进行技能培训、并
进行能力考核
4
56
潜在 失效模式及后果分析
徐敏、顾元妹、徐利芳、吴志华、徐铁荣、支庆华、徐福平、邢鸣生、刘桂兰、张建芳、张艳等
少检 不合格品进厂,影响产品质量
Design FMEA
Component
Subsystem
Process FMEA
System
7
检验使用的仪器出现故障
1
每年对检验仪器进行校正检验
4
28
7
测量所使用的方法与要求不符
2
综合办对检验员上岗前进行检验方法的
培训。
4
56
7
检验员取样过于集中
3
综合办对检验员上岗前进行检验方法的
培训。
4
84
7
原料颜色色差
3
每次进货用色差仪测量色板与标准板的
色差
4
84
7
原料性能不符合
2
按作业指导书规定的频次对材料的性能
进行检验
4
56
7
从不合格方承包处采购
2
从合格处采购
4
56
材料受潮 影响下道工序 7 材料底部未放木托 1 安放木托,库管员每天检查
3
21
原料失效 影响产品性能,顾客不满意
7
原料放置时间太久,过保质期
4
定期进行批次检查,先进先出
3
84
2.1领料 领错料 影响生产
5
领料工责任心不强
2
综合办对领料工上岗前进行操作培训
3
30
2.3/加料 加错料 影响生产
5
领错料
2
加料工自检
3
30
7 烘料机不工作
2
定期维护保养,每天检查
3
42
7
+ 烘料温度设置不对
4
将《材料干燥温度及时间对照表》及工
艺卡放在现场,并进行工艺监控
3
84
7 温控仪失灵显示错误
3
定期校准温控仪
4
84
7
+ 烘料时间不够
4
将《材料干燥温度及时间对照表》及工
艺卡放在现场,并进行工艺监控
3
84
7 烘料筒不密封
4
定期维护保养,每天检查
2
56
5
+ 烘干温度过高,时间过长
4
将《材料干燥温度及时间对照表》及工
艺卡放在现场,并进行工艺监控
3
60
5
温控仪失灵显示错误
3
定期校准温控仪
4
60
6
吸料管破裂
4
定期更换
2
48
6
吸料机滤网堵塞
5
定期清洗
3
90
6
材料有料杠堵塞吸料口
5
要求加料工加料时注意料杠
3
90
1.2/材料储存
3.1吸料 材料吸不上
2.4烘料
材料干燥不够,有湿气
材料结块
影响后道加工及产品质量
材料浪费,影响后道生产
原料不符合
影响后道生产
1.1/进货检验
误判
1、不合格产品批被判为合格
2、合格产品批被判为不合格,
退货导致进货品未及时到位延
误交期
顾客不满意
Page 1of 4
本页已使用福昕阅读器进行编辑。
福昕软件(C)2005-2009,版权所有,
仅供试用。

xh780bo
- 粉丝: 0
- 资源: 2
 我的内容管理
收起
我的内容管理
收起
- 我的资源
快来上传第一个资源
 我的收益 登录查看自己的收益
我的收益 登录查看自己的收益 我的积分
登录查看自己的积分
我的积分
登录查看自己的积分
 我的C币
登录后查看C币余额
我的C币
登录后查看C币余额
 我的收藏
我的收藏  我的下载
我的下载  下载帮助
下载帮助

会员权益专享




最新资源
- zigbee-cluster-library-specification
- JSBSim Reference Manual
- c++校园超市商品信息管理系统课程设计说明书(含源代码) (2).pdf
- 建筑供配电系统相关课件.pptx
- 企业管理规章制度及管理模式.doc
- vb打开摄像头.doc
- 云计算-可信计算中认证协议改进方案.pdf
- [详细完整版]单片机编程4.ppt
- c语言常用算法.pdf
- c++经典程序代码大全.pdf
- 单片机数字时钟资料.doc
- 11项目管理前沿1.0.pptx
- 基于ssm的“魅力”繁峙宣传网站的设计与实现论文.doc
- 智慧交通综合解决方案.pptx
- 建筑防潮设计-PowerPointPresentati.pptx
- SPC统计过程控制程序.pptx
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


