和利时LM PLC在直进式拉丝机的自动化控制应用
141 浏览量
更新于2024-09-01
收藏 463KB PDF 举报
"和利时LM系列PLC在直线式拉丝机上的应用"
本文主要讨论了和利时LM系列可编程逻辑控制器(PLC)在直线式拉丝机中的应用,这种设备广泛应用于金属加工行业,负责将粗线转换为各种细线规格。拉丝机的构成通常包括放线、水冷和收线等环节,其核心电气传动部分由拉线电机和收线电机驱动。PLC在此扮演关键角色,不仅能够设定拉拔速度,还能实现自动化操作、生产过程控制、实时闭环控制以及自动计米功能。
在直进式拉丝机的变频控制系统中,该系统针对精轧后的不锈钢丝进行牵伸处理。工艺要求明确,拉丝速度设定为18m/s,处理的主要品种是从Ф6mm的进线到Ф2mm的出线,且在非紧急情况下停车不应出现断头。直进式拉丝机因其多台电机同步拉伸的特点,对控制精度和动态响应速度要求较高,因此相比其他类型的拉丝机,其控制难度更大。
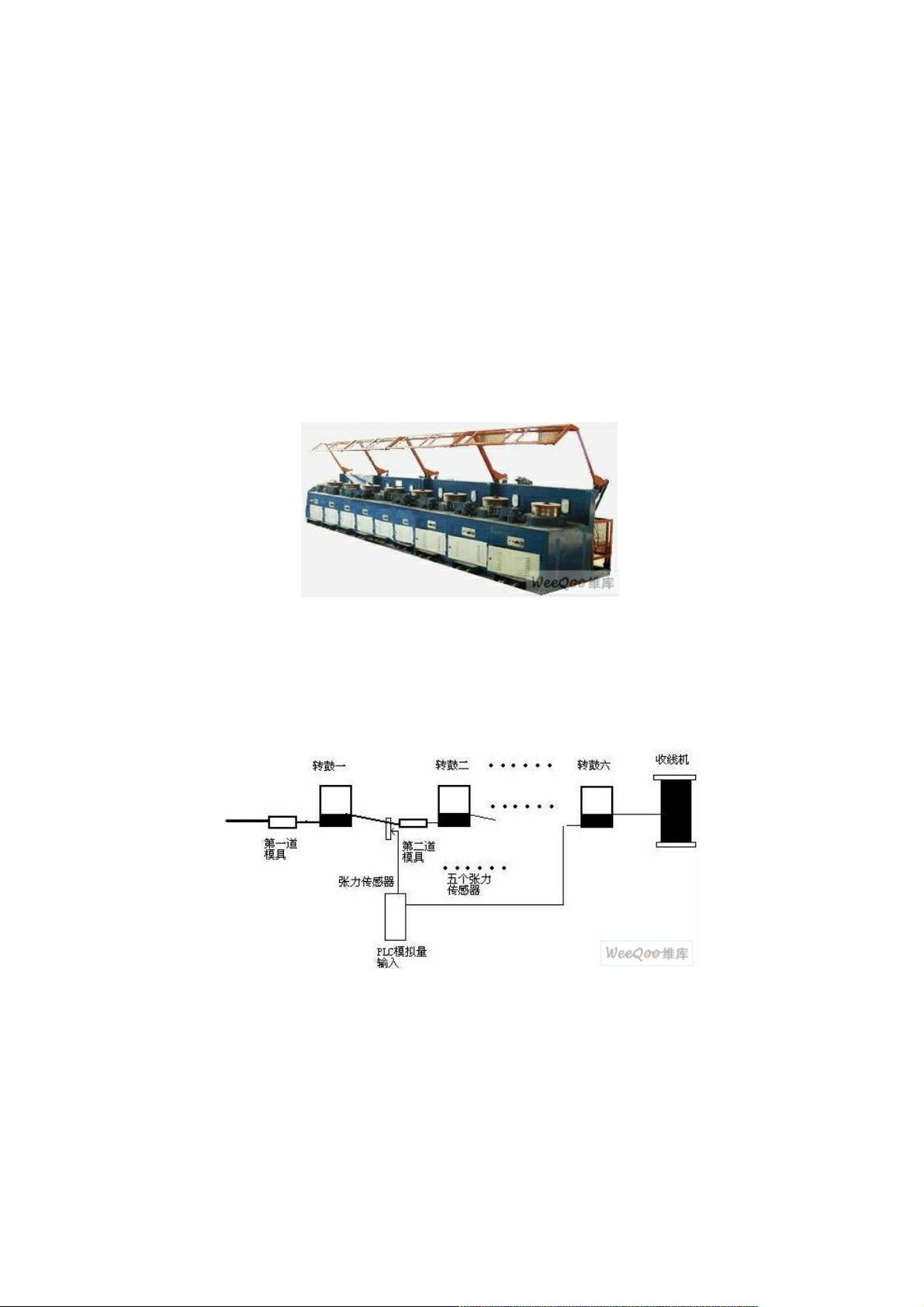
系统配置了六个转鼓,每个转鼓配备一台变频器,并带有机械制动装置,以及一个收线电机。转鼓间设有气缸摆臂和位移传感器,以监测金属丝的张力变化。当金属丝受拉紧时,摆臂会因气缸压力而内移,提供实时反馈。
控制工艺原理包含五个主要部分:
1) 点动:前转和后转两种模式,踩下点动脚踏开关,选定电机按固定速度运行,确保转鼓上的线材紧密缠绕。
2) 联动:前联和后联,允许选择的电机与之前或之后的电机同步转动,提高生产效率。中间四台转鼓可以实现前后联动作,第一台和第六台则只有一侧联动。
3) 加速启动:确保设备从静止状态平稳快速地达到设定速度。
4) 自动工作:在预设参数下,系统自动进行连续生产。
5) 刹车:在需要停止或紧急情况时,系统能迅速响应,安全停机,避免断线。
和利时LM系列PLC以其高可靠性、灵活性和精确控制能力,满足了直进式拉丝机的复杂控制需求。通过精心设计的控制策略和精确的传感器配合,实现了高效稳定的金属丝拉伸过程,提高了生产效率和产品质量。
和利时和利时LM系列系列PLC在直线式拉丝机上的应用在直线式拉丝机上的应用
1 引言 拉丝机是金属加工行业主要加工设备之一,主要是将粗线加工成各种规格细线,一般由放线、水
冷、收线等部分组成,其中电气传动部份主要由拉线电机和收线电机实现。通过PLC来实现拉拔速度设定、操
作自动化、生产过程控制、实时闭环控制、自动计米等功能。通过变频器来控制电机的转速。 2 直进式拉
丝机变频控制系统 该直进式拉丝机主要对精轧出来的不锈钢丝进行牵伸,设计的工艺要求为:(1)拉丝速
度18m/s;(2)加工品种主要是进线Ф6mm→出线Ф2mm(3)停车不能有断头(紧急停车除外)。 直进
式拉丝机是拉丝机中难控制的一种,由于它是多台电机同时对金属丝进行拉伸,作业的效率
1 引言
拉丝机是金属加工行业主要加工设备之一,主要是将粗线加工成各种规格细线,一般由放线、水冷、收线等部分组成,其
中电气传动部份主要由拉线电机和收线电机实现。通过PLC来实现拉拔速度设定、操作自动化、生产过程控制、实时闭环控
制、自动计米等功能。通过变频器来控制电机的转速。
2 直进式拉丝机变频控制系统
该直进式拉丝机主要对精轧出来的不锈钢丝进行牵伸,设计的工艺要求为:(1)拉丝速度18m/s;(2)加工品种主要是
进线Ф6mm→出线Ф2mm(3)停车不能有断头(紧急停车除外)。
直进式拉丝机是拉丝机中难控制的一种,由于它是多台电机同时对金属丝进行拉伸,作业的效率很高。不像以前经常遇到
的水箱拉丝机和活套式拉丝机,允许金属丝在各道模具之间打滑。由于比较容易在作业过程中拉断,它对电机的同步性以及动
态响应的快速性都有较高的要求。本系统共有六个的转鼓,每个转鼓由一台变频器控制并带有机械制动装置,和一个收线电
机。每个转鼓之间安装有用于检测位置的气缸摆臂,采用位移传感器可以检测出摆臂的位置,当丝拉得紧的时候,丝会在摆臂
的气缸上面产生压力使得摆臂内移。
3 控制工艺原理
该直线式拉丝机控制系统主要分为:点动、联动、加速启动、自动工作和刹车五部分组成。
1) 点动:点动分为前转和后转。当踩下点动脚踏开关时,所选控电机以固定的转速运行,使每个转鼓上的线绕紧。
2) 联动:联动分为前联和后联。台转鼓没有前联,第六台转鼓没有后联,中间四台转鼓前联和后联都有。当踩下前联开
关时,所选控电机及之前的电机一起转动绕丝;当踩下后联开关时,所选控电机及之后的电机一起转动绕丝。当联动时,电机
以某一固定速度旋转。
3) 加速启动:加速启动与联动类似,但没有前后之分,当按下加速按钮时,所选择电机及之前的电机加速启动到设定的
速度。
4) 自动启动:当把线全部绕到转鼓上时,按下启动按钮,所有电机一起加速启动,通过PLC里面的PID来调节各个电机
下载后可阅读完整内容,剩余3页未读,立即下载
131 浏览量
2020-10-20 上传
145 浏览量
2020-10-20 上传
2020-10-20 上传
164 浏览量
163 浏览量
169 浏览量
141 浏览量

weixin_38534683
- 粉丝: 3
- 资源: 1020
 我的内容管理
展开
我的内容管理
展开







最新资源
- saturn::globe_with_meridians:新的迷你快速浏览器
- 企业前台大厅模型设计
- 基于python+django+vue开发的工作数据获取与可视化
- NodeJS-Sample-Project:使用Express的节点Js上的样本项目,具有基本结构和数据库连接
- 战利品
- myBinomTest(s,n,p,Sided):具有任意二项式概率的 1 或 2 边二项式检验-matlab开发
- 银行存款余额调节表格excel模版下载
- 演唱会舞台3D模型
- autoprop:从访问器方法推断属性
- ABAssignment04
- 物品交接明细表excel模版下载
- desafio_conceitos_node
- vewa_app2:VEWA 网络应用程序
- 中式现代风会议室模型
- gritjz.github.io:史蒂芬·张的个人网站
- 工程质量验收记录表excel模版下载
