和利时LM PLC在直进式拉丝机的应用:控制与自动化
146 浏览量
更新于2024-08-30
收藏 326KB PDF 举报
"工业电子中的和利时LM系列PLC在直线式拉丝机上的应用"
在工业电子领域,和利时LM系列可编程逻辑控制器(PLC)在直线式拉丝机的应用展现了现代自动化技术在金属加工行业的高效与精确。拉丝机主要用于金属线材的细化处理,它通过放线、水冷、收线等步骤,将粗线转化为细线,以满足不同规格的需求。在这一过程中,电气传动系统起着关键作用,由拉线电机和收线电机共同完成线材的拉拔。
直进式拉丝机是一种复杂的机械设备,其变频控制系统要求高精度和稳定性。这种机器针对精轧不锈钢丝进行牵伸,工艺要求包括最高拉丝速度可达18m/s,加工线材尺寸从进线Ф6mm到出线Ф2mm,并且在非紧急情况下不允许停车时出现断头。由于涉及多台电机同步工作,对金属丝进行连续拉伸,因此对控制系统的实时性、协调性和动态响应有极高要求。
在控制系统设计中,采用和利时LM系列PLC实现全面自动化控制,包括拉拔速度设定、操作自动化、生产过程监控、实时闭环控制以及自动计米等功能。PLC通过变频器调节电机转速,确保各个电机的协调运行。每个转鼓都配备了变频器和机械制动装置,以确保在高速运转中能准确停止。同时,利用气缸摆臂和位移传感器,监测金属丝的张力变化,避免断裂。
控制工艺原理主要包括五个部分:点动、联动、加速启动、自动工作和刹车。点动功能允许操作者向前或向后控制电机,以调整线材的松紧度。联动则实现了电机的集体启动,前联和后联确保线材在多台转鼓间平顺过渡。加速启动确保设备平稳起动,避免对线材造成损害。自动工作模式下,PLC根据预设程序自动控制整个拉丝过程。刹车功能则确保在紧急情况下能够快速安全地停止设备运行,保护生产线不受损失。
和利时LM系列PLC的运用,不仅提高了拉丝机的工作效率,还显著提升了产品质量和生产安全性。通过精确的控制策略和先进的传感器技术,实现了对金属丝加工过程的精准监控和智能管理,从而在金属加工行业中展现了工业电子技术的巨大潜力。
工业电子中的和利时工业电子中的和利时LM系列系列PLC在直线式拉丝机上的应用在直线式拉丝机上的应用
1 引言 拉丝机是金属加工行业主要加工设备之一,主要是将粗线加工成各种规格细线,一般由放线、水
冷、收线等部分组成,其中电气传动部份主要由拉线电机和收线电机实现。通过PLC来实现拉拔速度设定、操
作自动化、生产过程控制、实时闭环控制、自动计米等功能。通过变频器来控制电机的转速。 2 直进式拉
丝机变频控制系统 该直进式拉丝机主要对精轧出来的不锈钢丝进行牵伸,设计的工艺要求为:(1)最高拉
丝速度18m/s;(2)加工品种主要是进线Ф6mm→出线Ф2mm(3)停车不能有断头(紧急停车除外)。
直进式拉丝机是拉丝机中最难控制的一种,由于它是多台电机同时对金属丝进行拉伸,作业
1 引言
拉丝机是金属加工行业主要加工设备之一,主要是将粗线加工成各种规格细线,一般由放线、水冷、收线等部分组成,其
中电气传动部份主要由拉线电机和收线电机实现。通过PLC来实现拉拔速度设定、操作自动化、生产过程控制、实时闭环控
制、自动计米等功能。通过变频器来控制电机的转速。
2 直进式拉丝机变频控制系统
该直进式拉丝机主要对精轧出来的不锈钢丝进行牵伸,设计的工艺要求为:(1)最高拉丝速度18m/s;(2)加工品种主
要是进线Ф6mm→出线Ф2mm(3)停车不能有断头(紧急停车除外)。
直进式拉丝机是拉丝机中最难控制的一种,由于它是多台电机同时对金属丝进行拉伸,作业的效率很高。不像以前经常遇
到的水箱拉丝机和活套式拉丝机,允许金属丝在各道模具之间打滑。由于比较容易在作业过程中拉断,它对电机的同步性以及
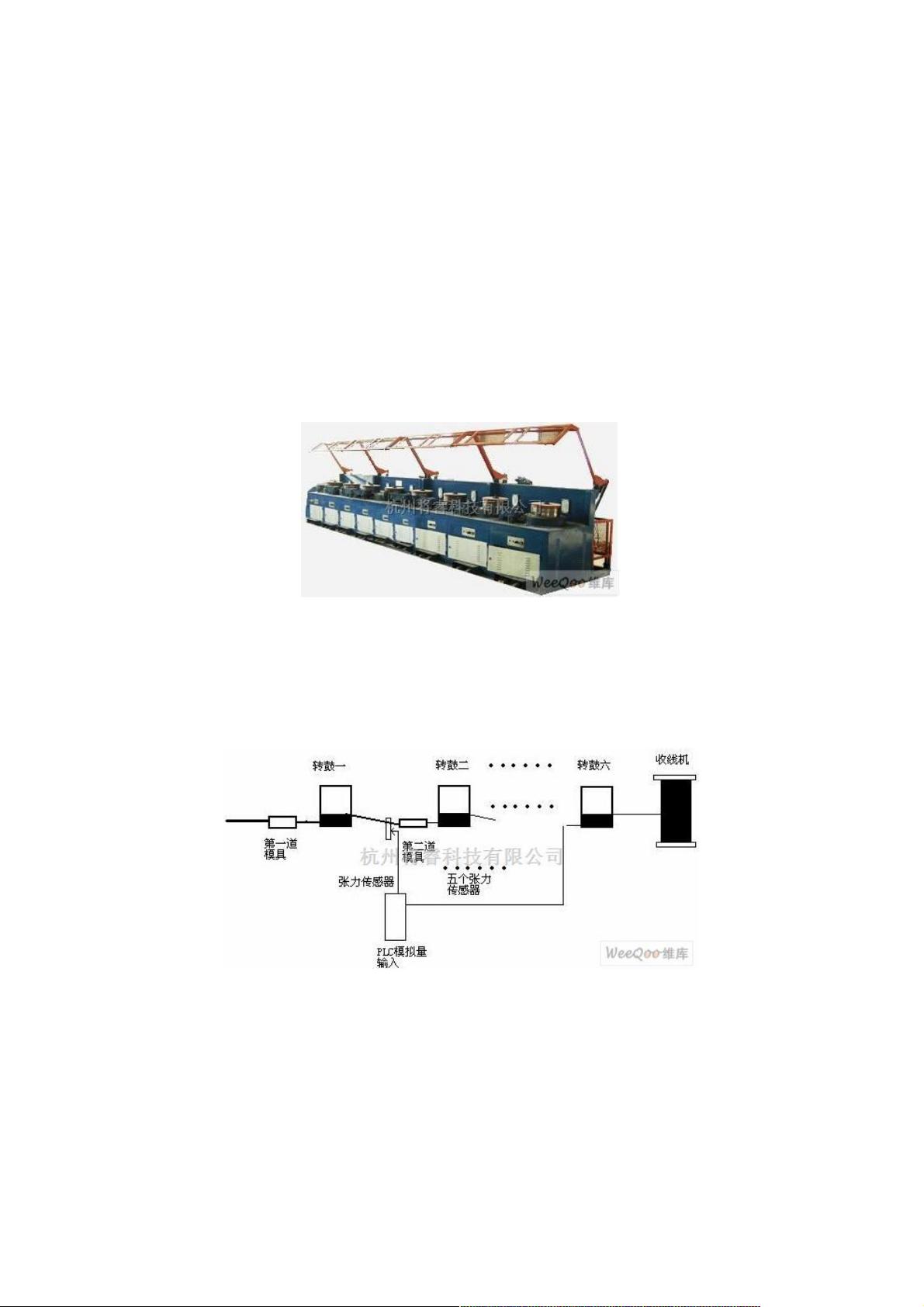
动态响应的快速性都有较高的要求。本系统共有六个的转鼓,每个转鼓由一台变频器控制并带有机械制动装置,和一个收线电
机。每个转鼓之间安装有用于检测位置的气缸摆臂,采用位移传感器可以检测出摆臂的位置,当丝拉得紧的时候,丝会在摆臂
的气缸上面产生压力使得摆臂内移。
3 控制工艺原理
该直线式拉丝机控制系统主要分为:点动、联动、加速启动、自动工作和刹车五部分组成。
1) 点动:点动分为前转和后转。当踩下点动脚踏开关时,所选控电机以固定的转速运行,使每个转鼓上的线绕紧。
2) 联动:联动分为前联和后联。第一台转鼓没有前联,第六台转鼓没有后联,中间四台转鼓前联和后联都有。当踩下前
联开关时,所选控电机及之前的电机一起转动绕丝;当踩下后联开关时,所选控电机及之后的电机一起转动绕丝。当联动时,
电机以某一固定速度旋转。
3) 加速启动:加速启动与联动类似,但没有前后之分,当按下加速按钮时,所选择电机及之前的电机加速启动到设定的
速度。
4) 自动启动:当把线全部绕到转鼓上时,按下启动按钮,所有电机一起加速启动,通过PLC里面的PID来调节各个电机
下载后可阅读完整内容,剩余3页未读,立即下载
108 浏览量
点击了解资源详情
627 浏览量
108 浏览量
2020-10-20 上传
2020-10-20 上传
145 浏览量
2020-10-20 上传
169 浏览量

weixin_38569203
- 粉丝: 6
- 资源: 930
 我的内容管理
展开
我的内容管理
展开







最新资源
- saturn::globe_with_meridians:新的迷你快速浏览器
- 企业前台大厅模型设计
- 基于python+django+vue开发的工作数据获取与可视化
- NodeJS-Sample-Project:使用Express的节点Js上的样本项目,具有基本结构和数据库连接
- 战利品
- myBinomTest(s,n,p,Sided):具有任意二项式概率的 1 或 2 边二项式检验-matlab开发
- 银行存款余额调节表格excel模版下载
- 演唱会舞台3D模型
- autoprop:从访问器方法推断属性
- ABAssignment04
- 物品交接明细表excel模版下载
- desafio_conceitos_node
- vewa_app2:VEWA 网络应用程序
- 中式现代风会议室模型
- gritjz.github.io:史蒂芬·张的个人网站
- 工程质量验收记录表excel模版下载
