
第 12卷 第 2期
2007年 4月
集 美大 学学报 (自然科 学版 )
Journal of Jimei University(Natural Science)
V01.12 No.2
Apt.2007
[文章编号】1007—7405(2007)02—0150—05
AT89 C5 1单片机和 PLC及 PC机的通信
江小霞
(集美大学轮机工程学院,福建 厦 门 361021)
[摘要】介绍了以226CPU作 为下位机与 Pc机 (上位机)和多台AT89C51开发 的仪表的 串行通信.着
重介绍 了通信协议的设计及 Pc机、PIE和单片机的通信程 序初始设置和相关的程序流程.
[关键 词】智能仪表 ;通信协议 ;PLC;单 片机
[中图分类号 】TP 23 [文献标识码 】A
O 引言
随着微电子技术和大规模集成电路技术的迅速发展 ,微处理器芯片的处理功能不断提高 ,价格不
断下降 ,这拓展了计算机技术一个新的广阔应用领域 ,即嵌入式应用.这种应用的特点是将微处理芯
片嵌入到各种设备、仪表中 J.而工业生产过程的控制系统正向智能化 、数字化 和网络化方向发展.
由 Pc作为上位机 ,PLC (可编程控制器)作为下位机 ,以及单片机开发 的现场智能仪表组成 的现场
总线控制系统越来越得到广泛的应用.上位机对整个系统进行集中监控 ,完成可视化人机操作界面、
图形显示、数据库 、联网等功能.由于 PLC可靠性高 ,适 合于各种恶劣的现场环境 J,常作为下位
机用于控制.下位机循环地读人现场的各种信号 ,进行逻辑判断和控制量的计算 ,并对控制对象进行
控制 ,下位机还负责将各种现场信号以及各种控制量送上位机进行实时监控 一J.智能仪表主要实现
对现场信号的采集 、处理 、现场显示和通信.
现场总线之所以具有较高 的测控能力,一
是得益于仪表的微机化 ,二是得益 于仪表和设
备的通信功能,而现场总线控制系统对通信协
议的实时性、可靠性 和简捷性要 求 比较严格 ,
解决好 PLC与 PC之间以及 PLC与智能仪表之
间的通信问题是这类系统应用的关键技术之一.
1 系统 结构
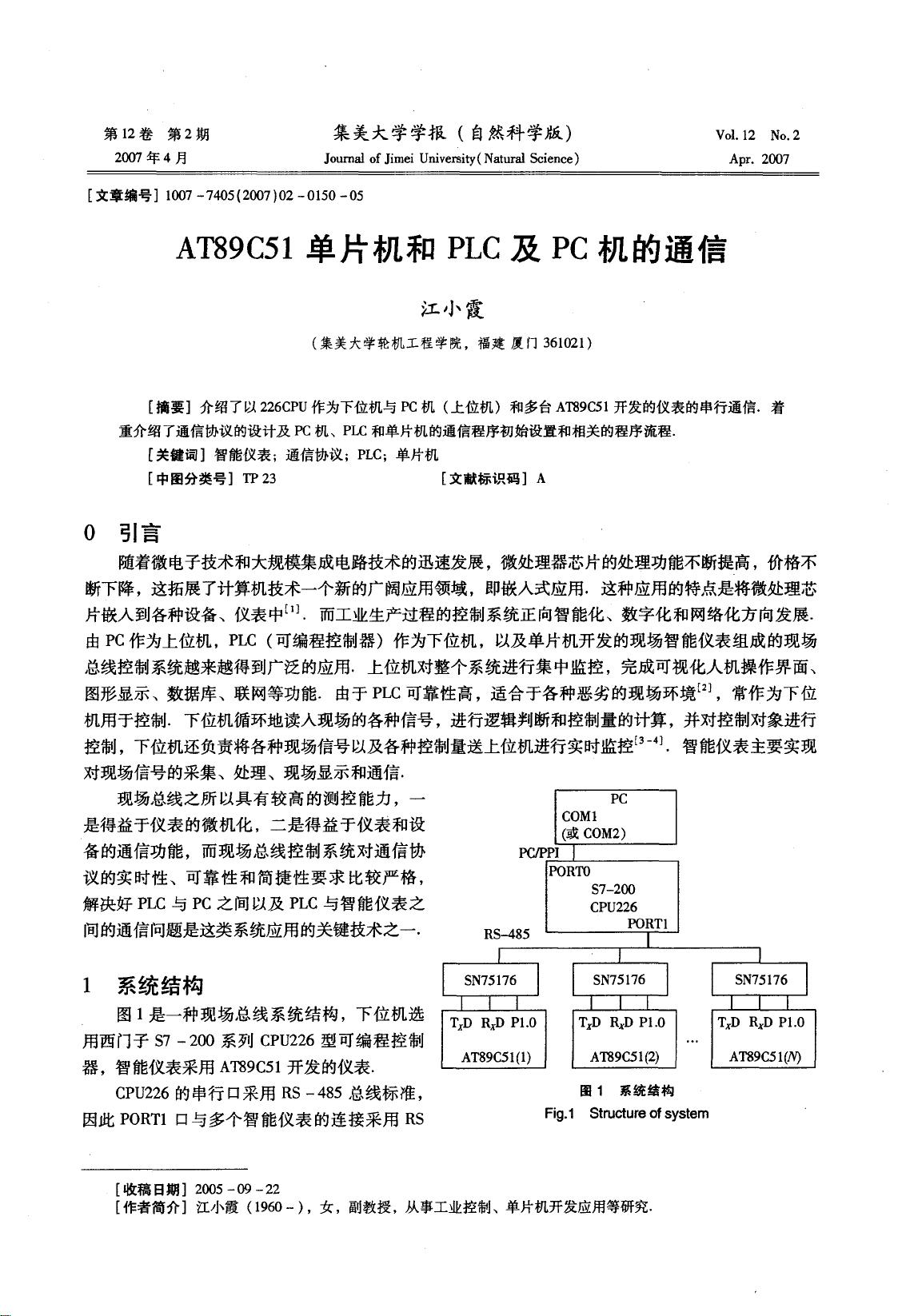
图 1是一种现场总线系统结构 ,下 位机选
用西门子 s7—200系列 CPU226型可编程控制
器 ,智能仪表采用 AT89C51开发的仪表.
CPU226的串行 口采用 RS一485总线标准,
因此 PORT1口与多个智能仪表 的连接采用 RS
I PC
I COMt
l COM2)
PC/PPI I
lP0形r0
l ¥7-20o
l CPU226
Rs-485
L — — —
SN75176 I I SN75176
TxD RxD P1.0 l I TxD RxD P1.0 l I TxD RxD P1.0
AT89C51(1)I I AT89C51(2) I l AT89C5I(N)
图 1 系 统 结构
Fig.1 Structure of system
[收稿 日期 】2005一o9—22
[作者简介 】江小霞 (1960一),女 ,副教授 ,从 事工业控制 、单片机开发应用等研究
维普资讯 http://www.cqvip.com
下载后可阅读完整内容,剩余4页未读,立即下载

liu100m
- 粉丝: 1460
- 资源: 30
 我的内容管理
展开
我的内容管理
展开







最新资源
- 深入理解23种设计模式
- 制作与调试:声控开关电路详解
- 腾讯2008年软件开发笔试题解析
- WebService开发指南:从入门到精通
- 栈数据结构实现的密码设置算法
- 提升逻辑与英语能力:揭秘IBM笔试核心词汇及题型
- SOPC技术探索:理论与实践
- 计算图中节点介数中心性的函数
- 电子元器件详解:电阻、电容、电感与传感器
- MIT经典:统计自然语言处理基础
- CMD命令大全详解与实用指南
- 数据结构复习重点:逻辑结构与存储结构
- ACM算法必读书籍推荐:权威指南与实战解析
- Ubuntu命令行与终端:从Shell到rxvt-unicode
- 深入理解VC_MFC编程:窗口、类、消息处理与绘图
- AT89S52单片机实现的温湿度智能检测与控制系统
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


