西门子S7-400PLC在连续退火闪冷控制的应用解析
88 浏览量
更新于2024-08-30
收藏 238KB PDF 举报
"本文详细探讨了西门子S7-400可编程逻辑控制器(PLC)在冷轧连续退火机组中快速冷却段(闪冷)控制的应用。通过介绍工艺流程,阐述了设备硬件配置和软件设计,展示了S7-400如何满足工艺需求。"
在冷轧连续退火过程中,快速冷却技术起着决定性作用,特别是对于生产具有特殊性能的钢材,如烘烤硬化钢和双相钢,要求冷却速度达到50℃/s或更快。常见的冷却技术包括喷气冷却、高速喷气冷却、辊冷、水淬、热水冷却以及本文重点讨论的闪冷技术。闪冷技术因其高效和精确的温度控制,在宝钢的某个机组中被采用。
快冷段由炉体、风箱、稳定辊、密封装置、电加热设备和辐射高温计等组件组成。炉子的圆形设计有利于均匀的热量分布,而3个风箱则确保了冷却过程的连续性和稳定性。2对稳定辊保持带钢在冷却过程中的平直度,而密封装置则防止热量流失,提高能效。
控制系统的核心是西门子S7-400 PLC,它与整个退火炉的控制融为一体,负责快速冷却段的工艺控制。PLC硬件选用了S7-400系列,其配置如表1所示。系统通信架构采用工业以太网,仪表PLC与基础自动化PLC间以及上位机HMI与各PLC间的通信都基于这种高效的方式。
自动化系统分为现场级、控制级和管理级三层结构。现场级处理基础自动化任务,控制级负责高级控制逻辑,而管理级则进行数据采集和生产管理。图2展示了这一网络配置的详细结构。
软件平台选择了Microsoft的Windows XP Professional操作系统,为自动化控制提供了稳定的运行环境。S7-400 PLC的软件设计充分考虑了工艺的复杂性,能够实现精确的温度控制和动态调整,以满足不同钢材冷却需求的变化。
西门子S7-400 PLC在连续退火闪冷段的运用体现了其在工业电子领域的先进性和灵活性,通过精细的硬件配置和软件设计,确保了冷却工艺的高效执行,满足了高性能钢材生产的需求。
工业电子中的工业电子中的S7-400在连续退火闪冷段控制中的应用在连续退火闪冷段控制中的应用
【摘要】:介绍了西门子S7-400PLC 在连续退火机组炉子快速冷却段控制中的应用,结合生产工艺,对设备硬
件配置、软件设计做了详细介绍,很好的达到了工艺要求。 1 冷轧连续退火炉快速冷却段的工艺介绍
在冷轧连续退火机组中,快速冷却技术是核心技术,因为冷却速度对带钢材质影响至关重要。为了生产烘烤硬
化钢、双相钢等产品,机组需要具备高速冷却的能力,冷却速度要求达到50℃/s 或更高。迄今为止,所开发的
冷却技术主要有喷气冷却(GJC),高速喷气冷却(HGJC),辊冷(RQ),水淬(WQ),热水冷却
(HOWAC),以及闪冷(flash Cooling)等冷却方式,宝钢某机组就采用了最新的闪冷
【摘要】:介绍了西门子S7-400PLC 在连续退火机组炉子快速冷却段控制中的应用,结合生产工艺,对设备硬件配置、软
件设计做了详细介绍,很好的达到了工艺要求。
1 冷轧连续退火炉快速冷却段的工艺介绍冷轧连续退火炉快速冷却段的工艺介绍
在冷轧连续退火机组中,快速冷却技术是核心技术,因为冷却速度对带钢材质影响至关重要。为了生产烘烤硬化钢、双相
钢等产品,机组需要具备高速冷却的能力,冷却速度要求达到50℃/s 或更高。迄今为止,所开发的冷却技术主要有喷气冷却
(GJC),高速喷气冷却(HGJC),辊冷(RQ),水淬(WQ),热水冷却(HOWAC),以及闪冷(flash Cooling)等冷却
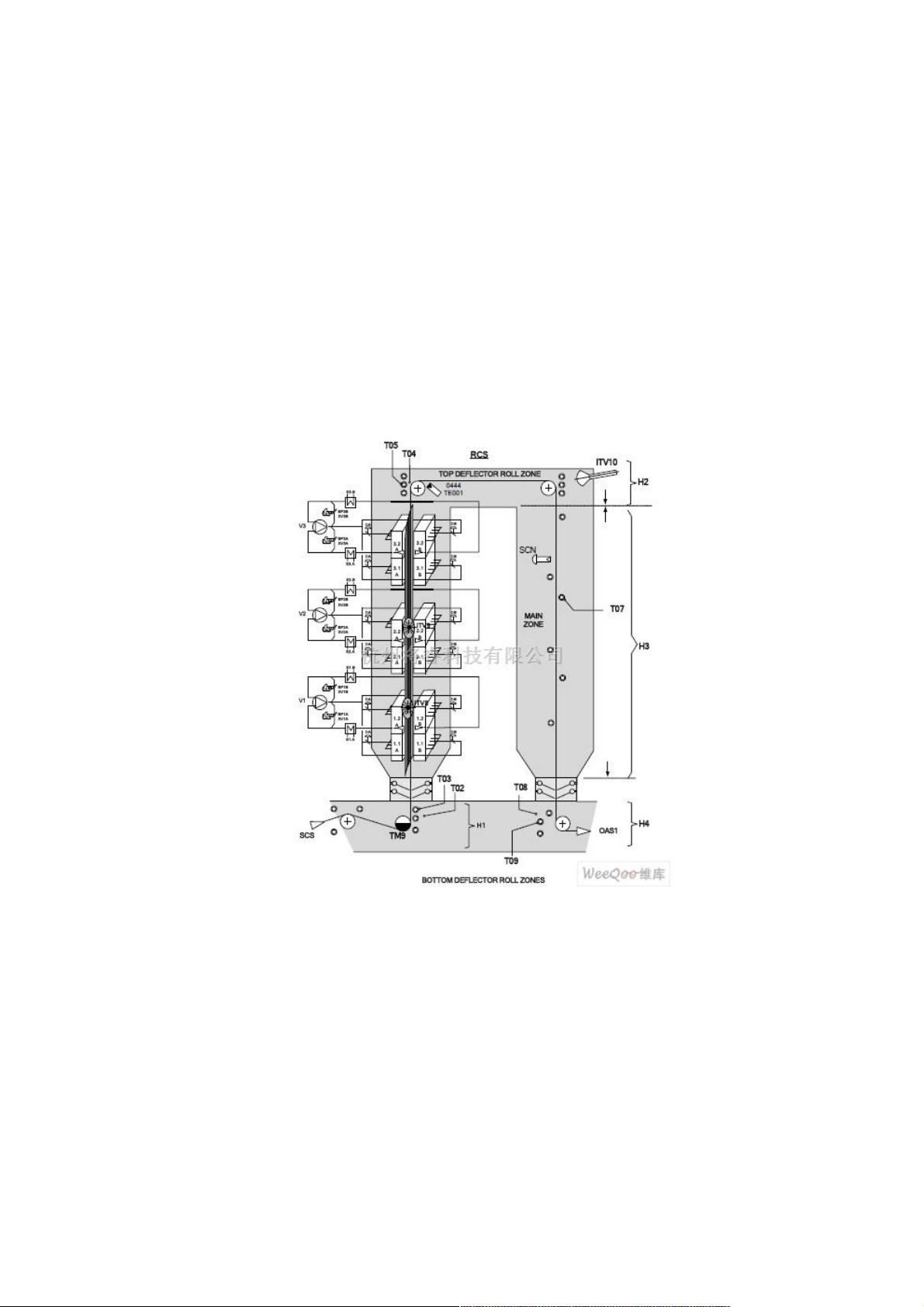
方式,宝钢某机组就采用了最新的闪冷控制技术。整个快冷段由一个圆形炉体,3 个风箱,2 对稳定辊,2 套密封装置,以及
电加热设备和辐射高温计等设备构成。炉子结构如图1 所示。
图1 快冷炉结构示意图
2 控制系统的构成控制系统的构成
2.1 硬件构成硬件构成
快速冷却段没有单独的 PLC 控制系统,它是和整个退火炉一体进行控制的,这单独的一个工艺段完成带钢快速冷却的退
火工艺。PLC 系统采用了西门子S7-400 系列硬件设备,仪表PLC 的硬件系统如表1 所示。
表 1:仪表PLC 的硬件系统
下载后可阅读完整内容,剩余3页未读,立即下载
点击了解资源详情
点击了解资源详情
点击了解资源详情
2019-10-08 上传
2021-08-08 上传
2023-05-06 上传
2023-05-04 上传
138 浏览量
105 浏览量

假装高冷小姐姐
- 粉丝: 281
- 资源: 948
 我的内容管理
展开
我的内容管理
展开







最新资源
- DEV自定义控件,多按钮用户控件。包含新增,修改,删除,保存等
- Generative_CA:该项目包含使用生成模型继续验证来自H-MOG日期集的运动传感器数据的实现
- restafari,.zip
- Office补丁解决“由于控件不能创建,不能退出设计模式”
- 直流电机PID学习套件1.0,c语言词法分析生成器源码,c语言
- 设计世界
- 单片机防火防盗防漏水仿真protues
- Milestone_three
- matrixmultiplication:c中两个矩阵的乘法
- 易语言窗体设计原代码
- AVL-Tree,c语言游戏源码及素材,c语言
- IOS应用源码之【应用】Skin or Blob Detection(皮肤检测).rar
- openWMail:社区运行wmail的分支-https:github.comThomas101wmail
- basysr:文件pertama
- geomajas-client-common-gwt-command-2.0.0.zip
- DxAutoInstaller-souce.zip
