西门子S7-400PLC在连续退火闪冷控制的应用解析
37 浏览量
更新于2024-09-01
收藏 320KB PDF 举报
"S7-400在连续退火闪冷段控制中的应用"
本文主要探讨了西门子S7-400可编程逻辑控制器(PLC)在冷轧连续退火机组中快速冷却段的控制应用。西门子S7-400 PLC以其高性能和可靠性,在自动化控制领域具有广泛应用,尤其适用于复杂的过程控制任务,如在金属加工行业的连续退火工艺。
在冷轧连续退火机组中,快速冷却工艺是关键,因为它直接影响到带钢的最终性质。为了生产高质量的烘烤硬化钢和双相钢,需要能够实现50℃/s或更高的冷却速率。文章列举了几种常见的冷却技术,包括喷气冷却、高速喷气冷却、辊冷、水淬、热水冷却以及本文重点关注的闪冷技术。宝钢的一套机组采用闪冷控制技术,以实现快速且均匀的冷却效果。
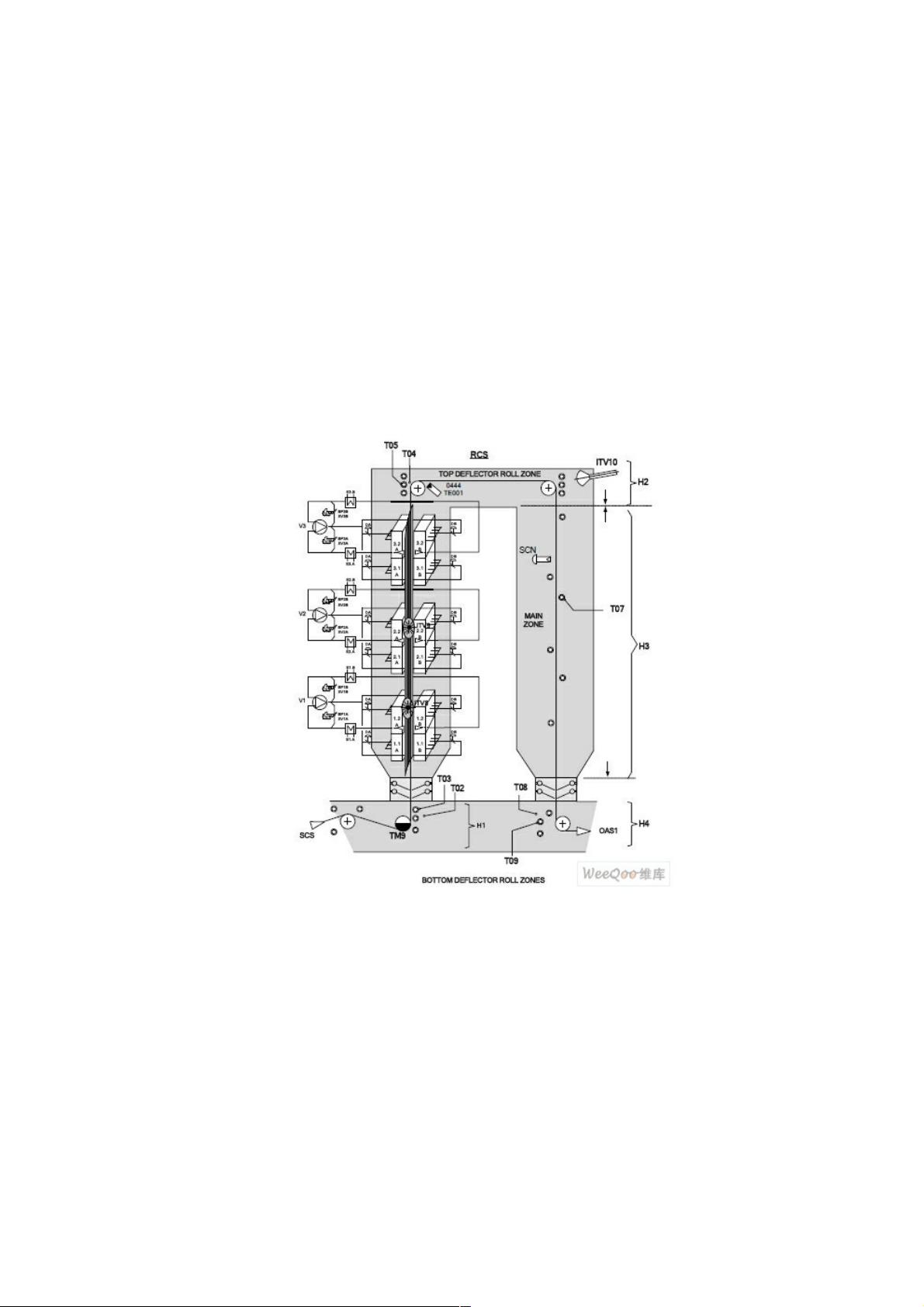
在闪冷控制段,系统包括一个圆形炉体、三个风箱、两对稳定辊、两套密封装置、电加热设备以及辐射高温计等组件。这些设备协同工作,确保带钢在通过快冷段时能以精确的温度和速度冷却。
控制系统硬件方面,S7-400 PLC作为核心,与整个退火炉系统集成在一起,共同完成带钢的退火工艺。硬件配置包括各种I/O模块、CPU、通信模块等,形成一个完整的自动化网络。仪表PLC与基础自动化PLC之间通过工业以太网通讯,上位机HMI(Human Machine Interface)也采用相同的方式与各PLC进行通讯。自动化系统网络层级清晰,包括现场级(L1级)、控制级(L2级)和管理级(L3级),这种分层架构有利于提高系统的稳定性和可维护性。
软件层面,控制系统基于Microsoft Windows XP Professional英文版操作系统,利用西门子的SIMATIC WinCC作为人机界面,以及TIA Portal( Totally Integrated Automation Portal)作为工程组态平台,实现对PLC程序的编写、调试和监控。软件设计考虑了工艺流程的实时性和精确性,确保在满足工艺要求的同时,实现高效、稳定的运行。
通过S7-400 PLC的智能控制,冷轧连续退火机组能够准确地执行闪冷工艺,有效控制冷却速率,从而提高产品质量,降低生产成本。这一应用实例充分展示了自动化技术和先进PLC在现代工业中的价值和潜力。
S7-400在连续退火闪冷段控制中的应用在连续退火闪冷段控制中的应用
【摘要】:介绍了西门子S7-400PLC 在连续退火机组炉子快速冷却段控制中的应用,结合生产工艺,对设备硬
件配置、软件设计做了详细介绍,很好的达到了工艺要求。 1 冷轧连续退火炉快速冷却段的工艺介绍
在冷轧连续退火机组中,快速冷却技术是技术,因为冷却速度对带钢材质影响至关重要。为了生产烘烤硬化
钢、双相钢等产品,机组需要具备高速冷却的能力,冷却速度要求达到50℃/s 或更高。迄今为止,所开发的冷
却技术主要有喷气冷却(GJC),高速喷气冷却(HGJC),辊冷(RQ),水淬(WQ),热水冷却
(HOWAC),以及闪冷(flash Cooling)等冷却方式,宝钢某机组就采用了的闪冷控制技术
【摘要】:介绍了西门子S7-400PLC 在连续退火机组炉子快速冷却段控制中的应用,结合生产工艺,对设备硬件配置、软
件设计做了详细介绍,很好的达到了工艺要求。
1 冷轧连续退火炉快速冷却段的工艺介绍冷轧连续退火炉快速冷却段的工艺介绍
在冷轧连续退火机组中,快速冷却技术是技术,因为冷却速度对带钢材质影响至关重要。为了生产烘烤硬化钢、双相钢等
产品,机组需要具备高速冷却的能力,冷却速度要求达到50℃/s 或更高。迄今为止,所开发的冷却技术主要有喷气冷却
(GJC),高速喷气冷却(HGJC),辊冷(RQ),水淬(WQ),热水冷却(HOWAC),以及闪冷(flash Cooling)等冷却
方式,宝钢某机组就采用了的闪冷控制技术。整个快冷段由一个圆形炉体,3 个风箱,2 对稳定辊,2 套密封装置,以及电加
热设备和辐射高温计等设备构成。炉子结构如图1 所示。
图1 快冷炉结构示意图
2 控制系统的构成控制系统的构成
2.1 硬件构成硬件构成
快速冷却段没有单独的 PLC 控制系统,它是和整个退火炉一体进行控制的,这单独的一个工艺段完成带钢快速冷却的退
火工艺。PLC 系统采用了西门子S7-400 系列硬件设备,仪表PLC 的硬件系统如表1 所示。
表 1:仪表PLC 的硬件系统
下载后可阅读完整内容,剩余3页未读,立即下载
点击了解资源详情
点击了解资源详情
点击了解资源详情
2020-11-04 上传
点击了解资源详情
2019-10-08 上传
2021-08-08 上传
2023-05-06 上传
2023-05-04 上传

weixin_38654855
- 粉丝: 6
- 资源: 888
 我的内容管理
展开
我的内容管理
展开







最新资源
- Pandas
- Platformer:仅具有浏览器功能的应用
- ssm海尔集团商务系统的设计毕业设计程序
- 手机接收单片机数据例程.zip
- notify-monitor:REST API可以观察任何新广告的给定URL,并将其发送到notify-client。 堆
- pgsync:将数据从一个Postgres数据库同步到另一个数据库
- Klaverjas Score-开源
- Simple Web Paint Application using JavaScrip
- Incremental-Adventure-Genesis:网页游戏(WIP)
- NET3.5 LINQ操作数据库实例_aspx开发教程.rar
- stm32 跑马灯实验+例程
- python之knnk近邻算法实现属性为连续性及混淆矩阵评估.zip
- g30l0:地理定位应用程序,用于在培训之前测试ESDK
- Kifu Generator-开源
- css-essentials-css-issue-bot-9000-midtown-web-071519
- chargeTracker
