三菱FX PLC与变频器RS485通讯实践
需积分: 10 161 浏览量
更新于2024-09-17
收藏 518KB DOC 举报
"这篇文章主要探讨了三菱FX系列PLC如何通过RS485通讯与三菱不同系列变频器(如A500、E500、F500、F700、S500)进行通信的实例。在实际应用中,PLC(如FX2N)配备FX2N-485-BD通讯板,通过特定的接线方式(SDA、SDB、RDA、RDB和SG对应连接)与变频器连接。通信参数需在变频器初始化时设定,包括7位数据长度、偶校验、2位停止位和9600bps的波特率,采用无协议RS485通讯。文章还提供了PLC程序示例,展示了如何利用通讯协议控制变频器,强调了相对于模拟量控制,通讯控制在大规模自动化生产线中的优势,如减少信号干扰和提高系统稳定性。关键词涉及PLC、变频器、通讯协议。"
在工业自动化领域,PLC(可编程逻辑控制器)和变频器的配合使用是常见的情景。本文特别关注了三菱FX系列PLC如何与三菱变频器通过RS485接口实现通讯。在这种通讯模式下,PLC通过FX2N-485-BD通讯板与变频器建立连接,连接过程中需确保变频器的SDA、SDB、RDA和RDB线对应接至PLC通讯板的相应端口,同时将变频器的SG端口连接到PLC通讯板的SG端口。
为了成功建立通讯,变频器需要在初始化设置中配置相应的通讯参数。这些参数包括:7位数据位、偶校验、2位停止位和9600波特率的串行通讯设置,以及选择无协议的RS485通讯方式。这些配置确保了数据的正确传输。
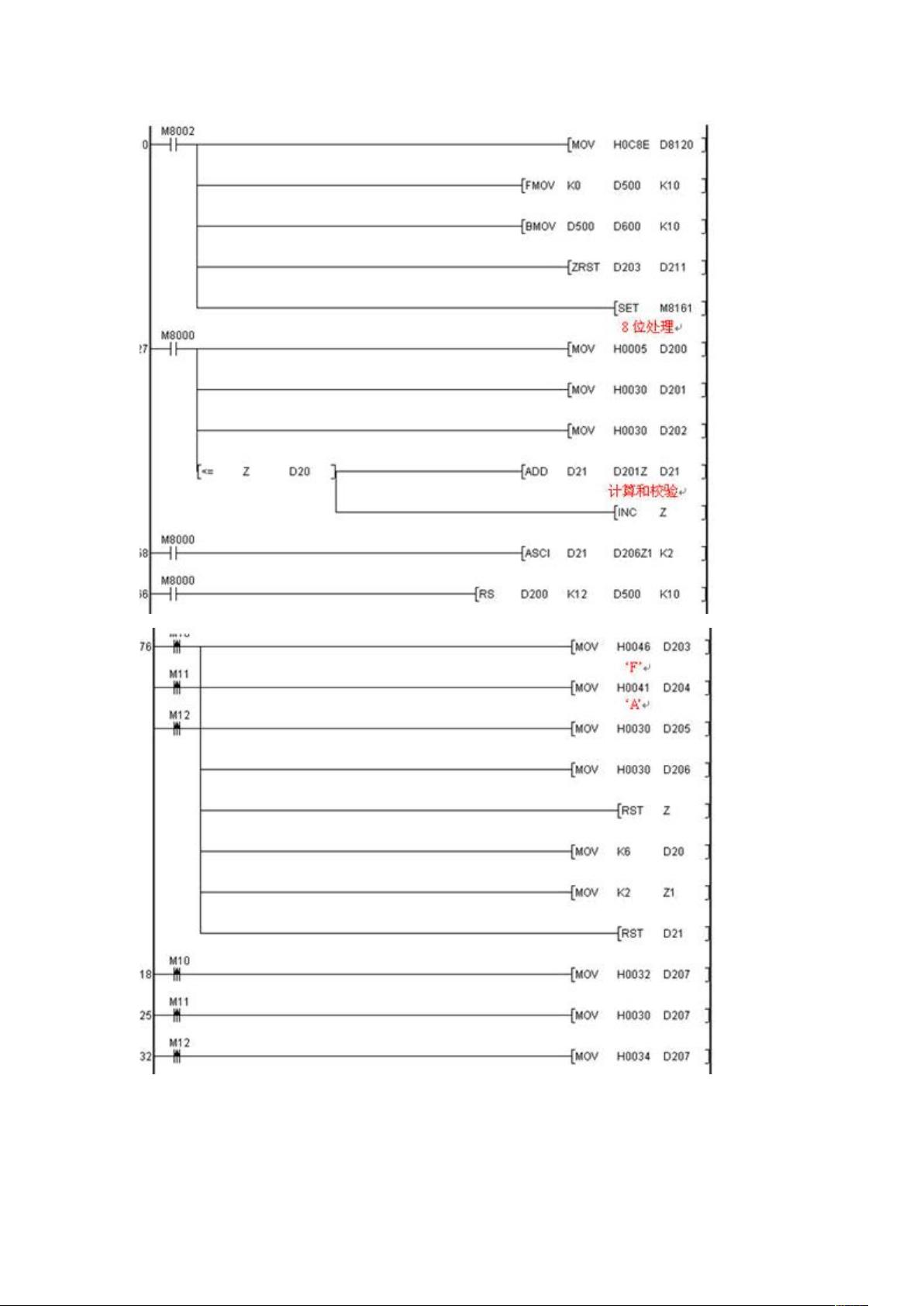
文章还提供了PLC程序代码,展示了如何编写程序来控制变频器的启停和频率设定。通过RS485通讯,可以有效避免模拟量控制中可能出现的问题,如模拟信号波动和因距离导致的信号衰减不一致,从而提高系统的工作稳定性和可靠性。
在大规模自动化生产线上,使用RS485通讯控制多台变频器具有显著的优势。它简化了布线,降低了由于模拟信号问题带来的影响,并增强了系统的整体性能。因此,了解和掌握PLC与变频器的通讯技术对于实现高效、可靠的自动化控制至关重要。
剩余10页未读,继续阅读
2010-06-14 上传
2020-01-02 上传
2022-06-15 上传
2023-10-11 上传
2023-09-17 上传
2023-05-01 上传
2023-09-11 上传
2023-12-10 上传
2024-01-29 上传

zhonglongguo
- 粉丝: 0
- 资源: 2
 我的内容管理
展开
我的内容管理
展开







最新资源
- 天池大数据比赛:伪造人脸图像检测技术
- ADS1118数据手册中英文版合集
- Laravel 4/5包增强Eloquent模型本地化功能
- UCOSII 2.91版成功移植至STM8L平台
- 蓝色细线风格的PPT鱼骨图设计
- 基于Python的抖音舆情数据可视化分析系统
- C语言双人版游戏设计:别踩白块儿
- 创新色彩搭配的PPT鱼骨图设计展示
- SPICE公共代码库:综合资源管理
- 大气蓝灰配色PPT鱼骨图设计技巧
- 绿色风格四原因分析PPT鱼骨图设计
- 恺撒密码:古老而经典的替换加密技术解析
- C语言超市管理系统课程设计详细解析
- 深入分析:黑色因素的PPT鱼骨图应用
- 创新彩色圆点PPT鱼骨图制作与分析
- C语言课程设计:吃逗游戏源码分享
