DEMAG注塑机工艺控制详解
需积分: 0 10 浏览量
更新于2024-07-24
收藏 2.95MB PDF 举报
"DEMAG应用操作"
这篇资料主要围绕DEMAG注塑机的工艺控制进行深入探讨,旨在通过培训提高用户对设备的操作和服务水平。注塑成型是一个复杂的过程,涉及多个关键参数的调整与优化,以确保产品质量和生产效率。
**合模力和锁模力** 是注塑过程中的基础概念。合模力是指模具闭合时拉杆所承受的拉伸应力,而锁模力则是防止模具因内部模腔压力而打开的力量,即最大模腔压力与型腔投影面积的乘积。锁模力的余量是锁模力与胀模力之差,对于防止模具开裂和保持产品形状至关重要。通过注塑实验可以确定所需的锁模力,同时也可以通过计算来估算。
**温度控制** 对于注塑过程至关重要。这包括塑料的干燥温度、料筒温度、下料口温度、熔体温度以及模腔壁温度。例如,塑料的干燥温度需确保材料充分去除水分,料筒温度影响熔融塑料的流动性,下料口和模腔壁温度则影响产品的冷却和定型。
**螺杆和塑化** 过程涉及到塑化螺杆的设计、螺杆行程与停留时间、塑料停留时间、预塑时间、计量延迟、背压、螺杆速度和螺杆转矩等。这些参数直接影响到塑料熔融的质量和均匀性,进而影响最终产品的性能。
**注射阶段** 的控制包括注射转保压的切换方式,如基于模腔压力、注射行程、时间或油缸压力的转换,以及保压压力的设定。注射到保压的切换点决定了产品的密度和尺寸稳定性,余料量则影响下一次注射的准备,而冷却时间的长短则决定产品的固化和脱模时间。
**收缩和翘曲** 是注塑过程中常见的问题,由于材料冷却时的体积收缩和内应力导致。理解并控制这些现象对于减少废品率和提高制品质量非常关键。
**总结** 部分可能对整个工艺流程进行归纳,强调了理解和优化这些工艺参数的重要性,以及它们如何相互影响以实现最佳的注塑效果。
这份DEMAG培训资料详细介绍了注塑成型的各个环节,为操作员提供了全面的指导,有助于提升他们在实际操作中的技能和效率。
Demag
培训资料,如无许可,禁止拷贝 2013/4/16 11
原料 干燥温度 干燥时间 含水量 允许的含水量
PC/PBT 110 3 0.1 – 0.2 0.02
PET 120 4 0.3 0.02
PET (Perform) 150 5 0.1 – 0.3 0.005
PMMA 80 3 0.2 – 0.4 0.08
POM* 100 3 0.2 – 0.25 0.1
PPE 110 2 0.1 0.03
PPS 140 3 0.1 0.03
PE 80 1 0.01 0.01
PP 80 1 0.02 0.01
PS* 80 1 0.05 – 0.1 0.05
PSU 120 3 0.2 – 0.25 0.05
PUR 90 3 0.7 – 0.9 0.02
PVC-u* 70 1 0.05 – 0.4 0.2
PVC-p* 70 1 0.15 – 0.7 0.2
SAN 80 3 0.1 – 0.3 0.2
SB* 80 1 0.2 – 0.4 0.05
* 只有当在恶劣环境下储藏过才需要干燥
表 5 :不同材料的建议干燥环境
1.2.2
1.2.2
1.2.2
1.2.2 料筒温度
熔体的温度主要受螺杆转速和背压影响,但最重要的还是料筒的温度。因为熔体的温度可以严重影
响产品的颜色、表面质量、强度及尺寸稳定性,熔体的温度又和料筒的温度息息相关,所以料筒的
温度是极其重要的工艺参数。
由于螺杆直径和长度,最小的温控区域必须使料筒达到的理想的温度曲线。这对于工程塑料的工艺
过程相当重要。
特别的,对于那些注射量小的或者周期长的,熔体要在料筒里停留相当长的一段时间,所以为了最
小化尤其温度差异引起的熔体内应力,温度控制必须非常理想。因此,即使是低温料筒的温控也必
须非常精确。
对于注射量大的产品,为了是尽快的熔解原料达并达到一个理想的停留时间,送料段的温度就要相
对高一些。
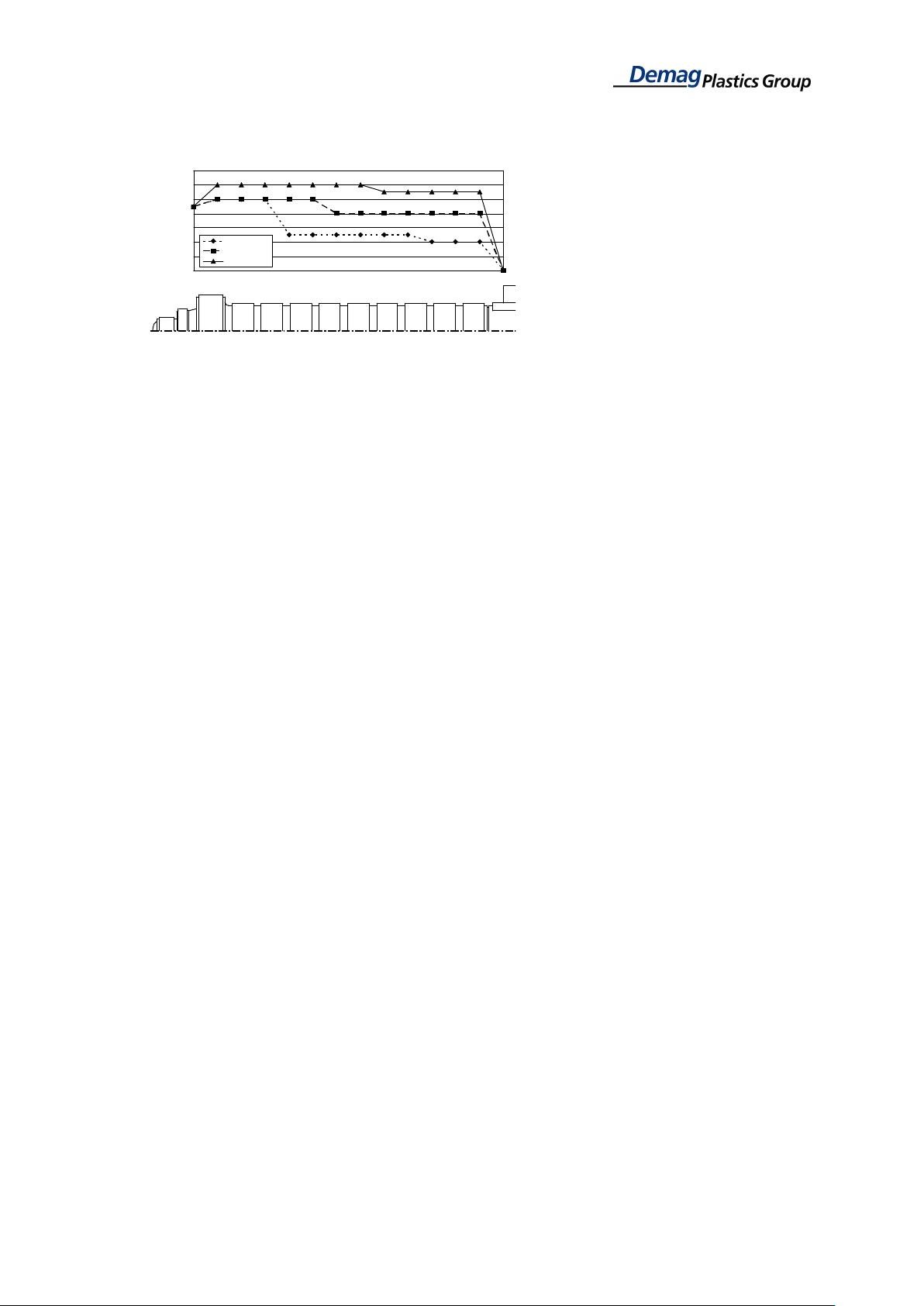
注塑机必须有相关单元记录加热各段的比例功率的使用量。在生产过程中,比例功率的读取了料筒
能耗的信息。在产品生产过程中,比例功率应该在 10%~40% 。在送料段和前机筒比例功率大概 为
30%~40% ,其余段大约 10%~20% 。

剩余63页未读,继续阅读
2023-03-22 上传
2024-10-19 上传
2024-10-19 上传
2024-10-20 上传

zhaoshanlin
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- 天池大数据比赛:伪造人脸图像检测技术
- ADS1118数据手册中英文版合集
- Laravel 4/5包增强Eloquent模型本地化功能
- UCOSII 2.91版成功移植至STM8L平台
- 蓝色细线风格的PPT鱼骨图设计
- 基于Python的抖音舆情数据可视化分析系统
- C语言双人版游戏设计:别踩白块儿
- 创新色彩搭配的PPT鱼骨图设计展示
- SPICE公共代码库:综合资源管理
- 大气蓝灰配色PPT鱼骨图设计技巧
- 绿色风格四原因分析PPT鱼骨图设计
- 恺撒密码:古老而经典的替换加密技术解析
- C语言超市管理系统课程设计详细解析
- 深入分析:黑色因素的PPT鱼骨图应用
- 创新彩色圆点PPT鱼骨图制作与分析
- C语言课程设计:吃逗游戏源码分享
