三菱PLC与台达VFD-L通讯故障排除秘籍:典型问题快速解决指南
发布时间: 2024-12-16 20:21:48 阅读量: 3 订阅数: 7 

三菱PLC_与台达VFD-L_变频器通讯(RS485)程序

参考资源链接:[三菱PLC与台达VFD-L变频器RS485通讯详解及设置](https://wenku.csdn.net/doc/6451ca45ea0840391e7382a7?spm=1055.2635.3001.10343)
# 1. 三菱PLC与台达VFD-L基础介绍
## 1.1 三菱PLC概述
三菱PLC(Programmable Logic Controller)是工业自动化领域广泛使用的一种可编程控制器。其具有强大的逻辑运算能力,稳定性和可靠性高,广泛应用于各种工业自动化控制系统中。三菱PLC拥有多种系列,如FX系列、Q系列等,以适应不同应用场合的需求。
## 1.2 台达VFD-L简介
台达VFD-L系列变频器(Variable Frequency Drive)是台达电子推出的一款高性能、高稳定性的工业级变频器。主要应用于需要精确控制电机转速和扭矩的场合,如风机、泵类设备的调速控制。
## 1.3 三菱PLC与台达VFD-L的通讯
三菱PLC与台达VFD-L变频器之间的通讯,主要通过Modbus通讯协议实现。这种方式可以方便地实现PLC对变频器的远程控制和监控,提高系统的自动化程度和可靠性。在进行通讯之前,需要对PLC和变频器进行相应的通讯参数设置,如通讯波特率、数据位、停止位和校验位等。
# 2. 通讯故障排除理论基础
## 2.1 通讯协议概述
### 2.1.1 三菱PLC通讯协议
三菱PLC(Programmable Logic Controller)是工业自动化的常用控制器之一。三菱PLC使用的通讯协议中,最常见的是基于串行通信的协议如RS-232C、RS-422、RS-485,以及工业以太网协议如CC-Link IE、Profinet和Modbus TCP。这些协议规定了数据的传输格式、速率、校验方式等,确保了控制器和上位机或其它设备之间的可靠通信。
在处理三菱PLC通讯故障时,首先需要了解其使用的通讯协议的特性,比如Modbus协议中常见的功能码包括03(读保持寄存器)和06(写单个寄存器)等。正确配置通讯协议参数(如波特率、数据位、停止位等)是保证通讯顺畅的基础。
### 2.1.2 台达VFD-L通讯协议
台达VFD-L系列变频器广泛应用于各种机械设备的速度控制。台达VFD-L变频器支持多种通讯协议,包括Modbus RTU协议和专有的通讯协议。Modbus RTU协议是一种基于二进制编码的远程通讯协议,常用于工业设备之间的数据交换。
台达VFD-L通讯协议在实施时,需要对主站和从站地址、通讯速率等参数进行准确配置。台达变频器使用主从通讯模式时,可以实现一对一或多对一的控制架构,对于复杂的多设备系统,这种模式尤其有用。
## 2.2 故障诊断的理论基础
### 2.2.1 故障诊断流程
在通讯故障的诊断过程中,首先需要确认通讯是否建立,通讯状态指示灯、通讯模块的状态字等可以提供初步的信息。如果通讯未建立,则应检查物理连接,包括通讯线缆、接头、端口等是否正确连接和工作正常。紧接着,通过通讯参数的检查,确认双方设备的波特率、数据位、校验位和停止位等设置是否一致。
在确保物理和配置问题无误后,下一步是进行数据交换的验证,检查数据帧是否按照协议正确构造,请求与响应是否匹配。最终,分析通讯过程中产生的错误代码或日志信息,从而定位问题所在。
### 2.2.2 常见通讯故障类型
通讯故障的类型多种多样,一般可以分为以下几类:
- **物理连接故障**:涉及通讯线缆断裂、接触不良、接线错误等硬件问题。
- **参数配置错误**:通讯参数设置不一致或者不符合设备要求导致的问题。
- **协议理解错误**:通讯双方对通讯协议的不同理解或实现导致的数据格式错误。
- **数据交换异常**:在通讯过程中数据丢失、错误或延迟等现象。
- **外部干扰**:如电磁干扰、电源波动等外部因素造成的通讯异常。
## 2.3 故障排除工具与方法
### 2.3.1 常用诊断工具介绍
在通讯故障排除中,一些常用诊断工具能够有效地辅助定位问题。例如:
- **多用电表**:用于检测电压、电流和电阻等,确认通讯线路的物理连接和电气性能。
- **通讯分析仪**:专门用于分析通讯协议的数据包,可以捕获和分析通讯过程中的数据帧。
- **PLC和变频器的编程软件**:如三菱的GX Works2、台达的Drive Works等,这些软件通常具有监视和测试通讯的功能。
- **示波器**:用于观察信号波形,检查通讯信号的电平是否正常。
### 2.3.2 排除方法及步骤
排除通讯故障时,建议遵循以下步骤:
1. **初步检查**:确认所有的物理连接都是正确的,并且通讯参数在双方设备上都已正确配置。
2. **通讯测试**:利用编程软件进行简单的通讯测试,检测能否建立基本的通讯连接。
3. **数据包捕获**:如果通讯连接能够建立,使用通讯分析仪捕获通讯过程中的数据包,对数据进行分析。
4. **日志分析**:检查设备的日志,寻找可能的错误代码和提示信息,这可以提供故障的线索。
5. **逐步缩小范围**:如果问题依然存在,逐步缩小可能的问题范围,从硬件到软件,从参数设置到协议实现进行排查。
6. **现场测试**:在实际运行环境下进行通讯测试,以确保在真实的工作条件下通讯能够稳定运行。
故障排查应该是一个系统性的过程,每一步都需要仔细分析可能的原因,从而有效避免盲目操作,节省时间。
# 3. 典型通讯故障案例分析
在自动化领域,通讯故障可能会导致生产线停滞,造成巨大损失。了解并分析故障案例,有助于系统维护人员快速定位问题,减少停机时间。本章将深入探讨典型的通讯故障案例,并提供详细的排查过程。
## 3.1 不通讯故障案例
### 3.1.1 故障现象描述
不通讯故障通常表现为PLC无法与变频器交换数据,致使控制信号或状态信息无法传递。此类故障可能导致设备无法启动或运行异常。在某些情况下,通讯监控软件显示连接失败或连接不稳定的状态。
### 3.1.2 故障原因及排查过程
排查不通讯故障时,应从以下几个方面入手:
- **检查物理连接**:确保所有的物理连线都是正确的,并且连接稳定。检查接口和电缆是否有损坏。
- **通讯参数设置**:验证PLC和变频器的通讯参数是否匹配,如波特率、数据位、停止位、校验位等。
- **故障诊断工具**:使用通讯测试软件或系统自带的通讯诊断功能,检查通讯是否畅通。
- **检查通讯协议**:确认双方使用的通讯协议是否一致,例如Modbus RTU或Modbus TCP等。
- **电源检查**:确认电源供应是否正常,不稳定或不充分的电源可能导致通讯故障。
- **软件复位或重启**:尝试软件复位PLC和变频器,或者完全重启设备,有时可以恢复通讯。
通过以上步骤,逐一排除可能的原因,通常能够找到导致通讯失败的根源并予以解决。
## 3.2 数据交换异常案例
### 3.2.1 故障现象描述
数据交换异常主要表现为数据传输出错或数据不一致。可能出现在数据写入或读取过程中,导致设备控制指令不准确或监控信息失真。
### 3.2.2 故障原因及排查过程
对于数据交换异常的故障排查,可以采取以下

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏目录
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【Romax载荷谱案例深度研究】:从实战中精通载荷谱分析技巧

参考资源链接:[Romax软件教程:DC1模块-载荷谱分析与处理](https://wenku.csdn.net/doc/4tnpu1h6n7?spm=1055.2635.3001.10343)
# 1. 载荷谱分析的基本原理
## 1.1 载荷谱的定义与重要性
载荷谱分析是结构工程和力学领域
【LTSPICE基础入门】:电子工程师的模拟电路仿真指南
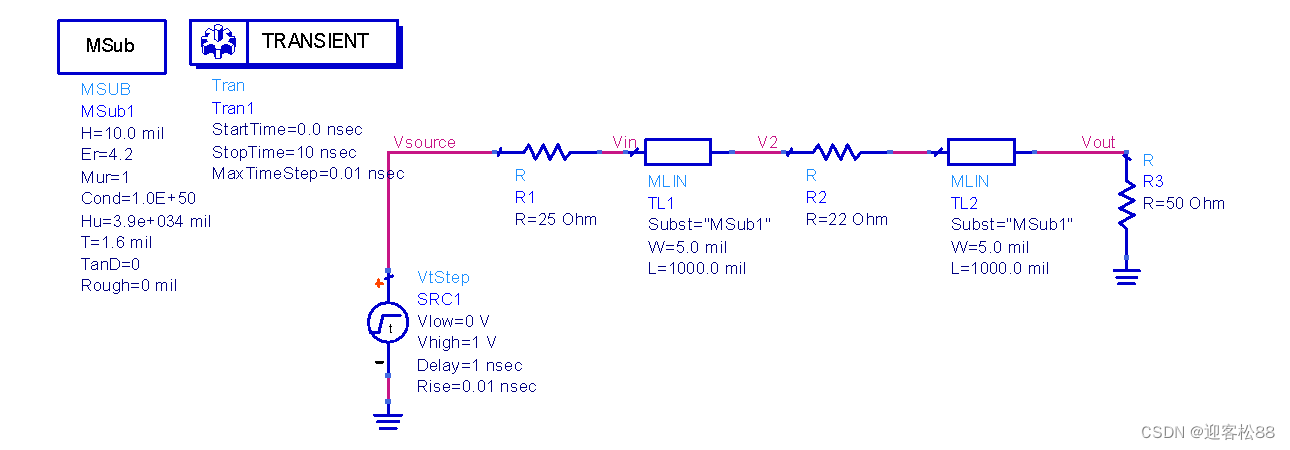
参考资源链接:[LTSPICE详尽教程:从入门到高级功能](https://wenku.csdn.net/doc/nqr8pvs0kw?spm=1055.2635.3001.10343)
# 1. LTSpice简介与安装
## LTSpice简介
LTSpice是一个高性能的SPICE仿真软件,由Linear Technology公司开发,广泛应用于电子电路设计和分析。它以其强大
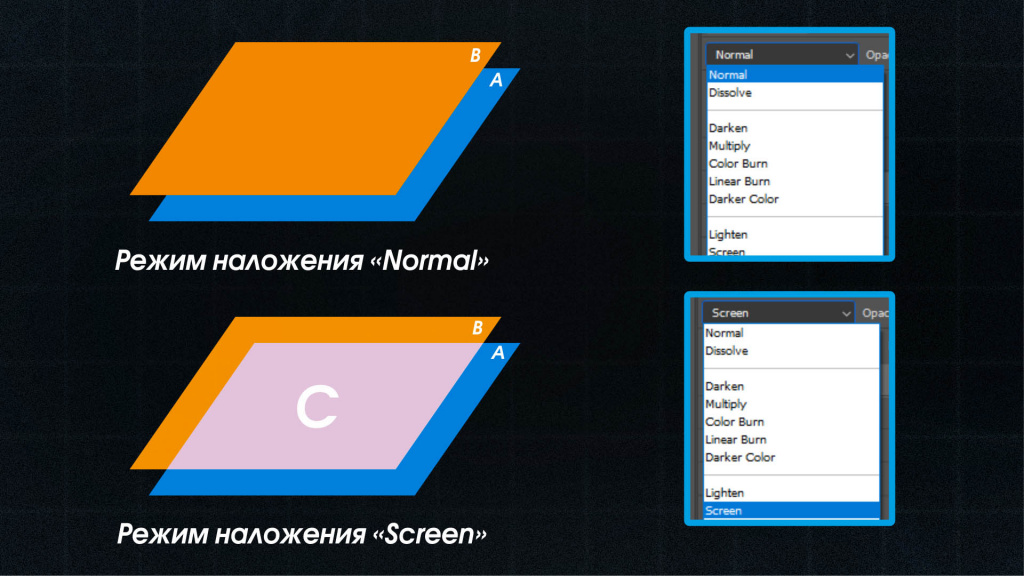
图层混合模式全面解析:颜色互动的艺术
参考资源链接:[Origin8.5 图层管理教程:调整大小与位置](https://wenku.csdn.net/doc/38n32u79fn?spm=1055.2635.3001.10343)
# 1. 图层混合模式的基本概念
在数字图形编辑中,图层混合模式是一种用于图像合成的核心技术,它允许两个或更多图层的颜色和透明
S7-1200技术深究:BYTE转char转换的自动化实现与优化

参考资源链接:[S7-1200转换BYTE到char及Char_TO_Strg指令应用解析](https://wenku.csdn.net/doc/51pkntrszz?spm=1055.2635.3001.10343)
# 1. S7-1200 PLC与BYTE转char转换基础
在自动化控制系统中,西门子S7-1200 PLC
FOCAS工程管理手册:最佳实践与自动化测试集成

参考资源链接:[FANUC FOCAS函数API测试工程详解](https://wenku.csdn.net/doc/6412b4fbbe7fbd1778d41859?spm=1055.2635.3001.10343)
# 1. FOCAS工程管理概述
在当今快速发展的IT行业中,工程管理的效率直接影响项目交付的质量和速度。FOCAS工程管理作为一种现代化的管理方法,通过整合资源、优化流程和强化团队协作,
ImSL 7.0跨平台安装:Windows、Linux、macOS一步到位
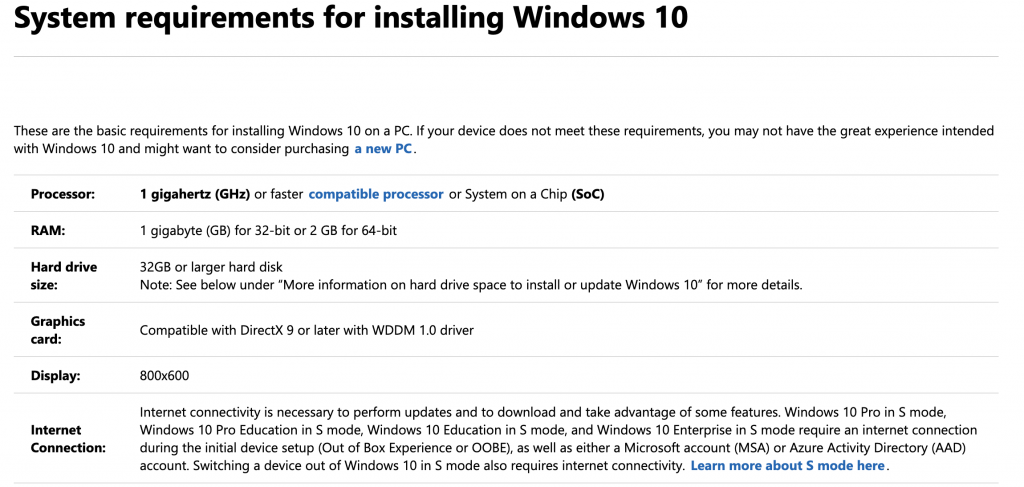
参考资源链接:[IMSL7.0安装全攻略:Win10+VS2010+IVF2013](https://wenku.csdn.net/doc/6412b67abe7fbd1778d46df3?spm=1055.2635.3001.10343)
# 1. ImSL 7.0跨平台安装概述
欢迎来到探讨 ImSL 7.0 跨平台
Element-UI布局与数据可视化:打造直观且响应式的交互体验

参考资源链接:[Element-UI弹性布局教程:使用el-row和el-col实现自动换行](https://wenku.csdn.net/
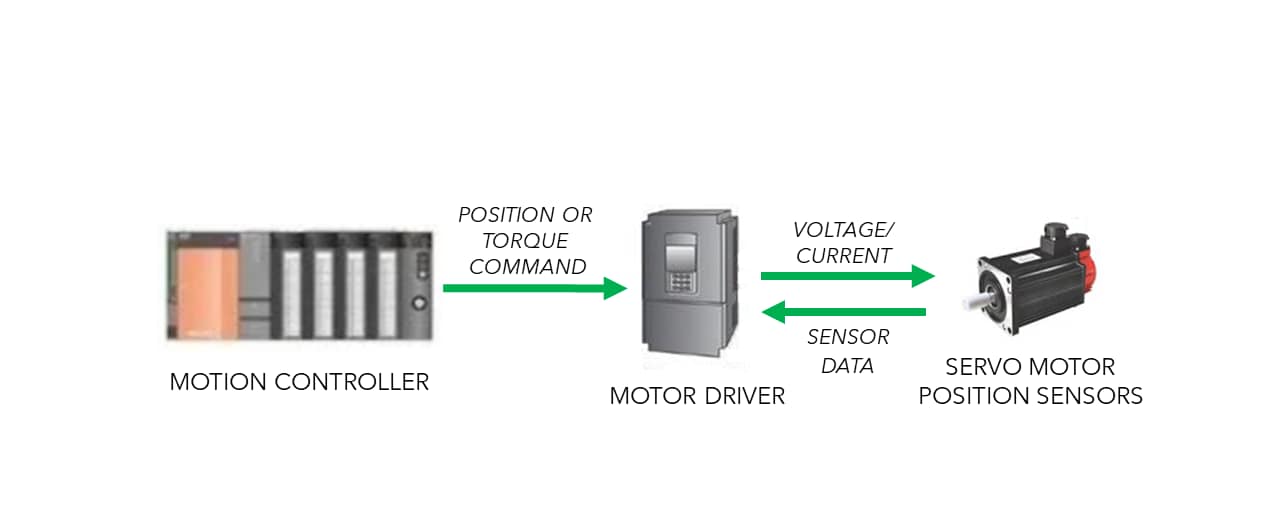
ACS运动控制安全性指南:保障系统稳定的5项最佳实践
参考资源链接:[ACS运动控制快速调试指南](https://wenku.csdn.net/doc/6412b753be7fbd1778d49e42?spm=1055.2635.3001.10343)
# 1. 运动控制与安全性概述
在自动化技术飞速发展的当下,运动控制作为其中的核心组成部分,其在工业生产、机器人技术、航空航天等领域发挥着至关重要的作用。运动控制系统的安全性则是确保整个生产流程可靠、高效与无事故的关键。本
Python文件操作全攻略:提升数据读写效率的秘诀
参考资源链接:[传智播客&黑马程序员PYTHON教程课件汇总](https://wenku.csdn.net/doc/6412b749be7fbd1778d49c25?spm=1055.2635.3001.10343)
# 1. Python文件操作基础
在这一章节中,我们将介绍Python中最基本的文件操作。Python提供了丰富的内置函数,使得进行文件读写变得简单而高效。我们将从最基础
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )