五轴机床算法优化:减少误差与提高精度的5大策略
发布时间: 2024-12-26 01:09:19 阅读量: 6 订阅数: 9 

精密五轴联动机床非线性误差分析与后置处理.pdf
# 摘要
五轴机床算法优化是提高精密加工效率和精度的关键技术。本文首先概述了五轴机床优化的必要性和研究范围。接着,深入分析了五轴机床的基础理论,包括其工作原理、运动学基础及坐标变换,以及算法优化的理论框架和关键技术,如误差来源分析、精度评估、插补技术及工具路径规划。第三章具体讨论了实践应用中的误差分析、算法优化操作以及案例研究。第四章探讨了高级策略的应用,包括人工智能、自适应控制策略、高精度传感器使用以及新材料技术的应用,并对行业趋势和挑战进行了分析。最后,在第五章中,综合评估了算法优化方法,提供了实际应用案例和持续改进策略。本文综合了理论分析与实践应用,旨在为五轴机床算法优化提供全面的研究视角和实用的解决方案。
# 关键字
五轴机床;算法优化;工作原理;误差分析;人工智能;高精度传感器
参考资源链接:[LinuxCNC五轴运动学算法详解](https://wenku.csdn.net/doc/6412b51fbe7fbd1778d42070?spm=1055.2635.3001.10343)
# 1. 五轴机床算法优化概述
随着制造业的迅速发展,五轴机床在高精度复杂零件加工中的应用越来越广泛。其算法优化则成为了提高生产效率、保证加工质量的核心环节。本章节将对五轴机床算法优化的必要性和挑战进行概述,为读者揭示优化过程中的关键因素及其对企业生产的影响。
## 1.1 五轴机床的算法优化重要性
五轴机床具备五个自由度,可实现复杂几何形状的精准加工。然而,机床在运行时的误差累积、路径规划不当等问题,都可能影响最终产品的质量。因此,对五轴机床的算法进行优化至关重要。
## 1.2 优化技术的挑战
五轴机床的算法优化需要解决多轴联动时的同步控制、高效率的路径规划以及热变形等问题。这些挑战需要通过先进的算法设计和多学科知识的整合来克服。
## 1.3 算法优化的目标与方向
优化的最终目标是降低加工误差,提升加工效率和表面质量。通过动态补偿技术、智能路径规划等手段,实现对加工过程的精确控制。
通过本章内容,读者将了解到五轴机床算法优化的初步概念,以及后续章节将展开深入讨论的理论与实践基础。
# 2. 基础理论与算法分析
### 五轴机床的工作原理
#### 五轴机床的结构特点
五轴机床相较于传统的三轴机床而言,其最大的区别在于具有额外的两个旋转轴,这些轴能够使工件或刀具在任意方向进行定位和加工。这种增加的灵活性使得五轴机床可以加工更为复杂的零件形状,包括那些用传统三轴机床难以或无法加工的形状。五轴机床的主要结构包括:工作台(X、Y、Z三个直线轴),主轴头(可实现A轴或B轴的旋转),以及刀具(C轴)。
五轴机床的结构特点不仅要求各个轴具有较高的位置和速度精度,而且要求各轴之间的运动协调和精确控制,以及复杂的运动学计算。这样,机床才能实现高精度、高效率的加工任务。
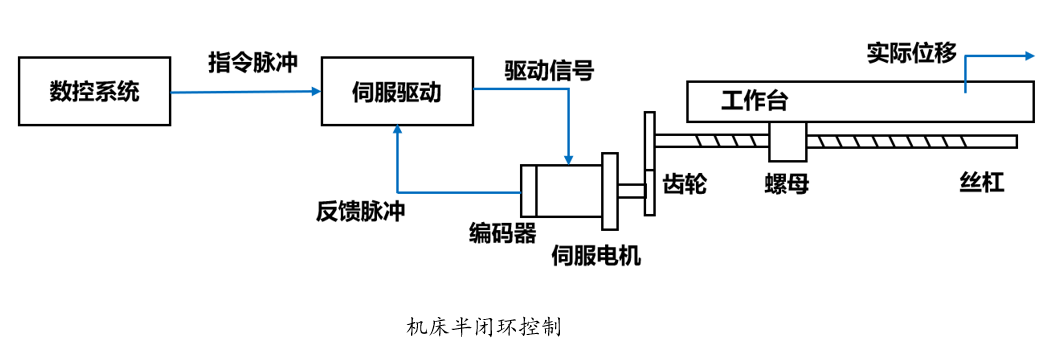
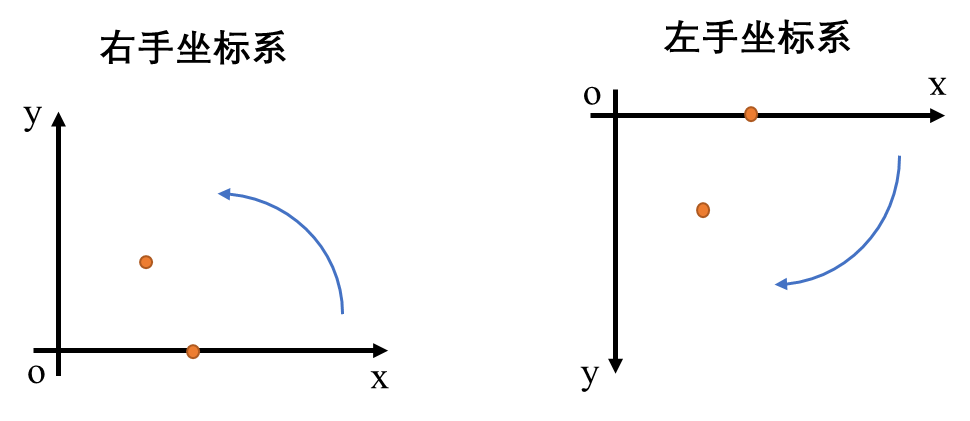
#### 运动学基础和坐标变换
在五轴机床的运动控制中,运动学基础和坐标变换是实现精确加工的核心。运动学基础包括对机床各轴运动的建模、控制算法的设计以及如何利用坐标变换来实现不同坐标系之间的转换。坐标变换是五轴加工中必不可少的环节,涉及到工件坐标系(WCS)和机床坐标系(MCS)之间的转换,以及刀具在加工过程中的实时定位。
坐标变换通常是通过数学模型来实现的,常见的数学模型包括矩阵变换和逆向运动学分析。例如,为了计算刀具相对于工件的精确位置,需要使用刀具中心点(TCP)的坐标信息,并通过机床的旋转和直线轴运动来实现这一坐标变换。这个过程的数学表达式通常较为复杂,涉及到多轴联动的复杂计算。
### 算法优化的理论框架
#### 误差来源与类型分析
误差是影响加工精度的关键因素,了解误差来源对于设计有效的优化算法至关重要。五轴机床的误差来源主要包括几何误差、热变形误差、刀具磨损误差、控制系统误差等。几何误差来源于机床结构,包括丝杠间隙、导轨不平整等因素;热变形误差则与机床工作时的温度变化有关,如主轴和床身的热膨胀;刀具磨损误差随刀具使用时间的增加而变化;控制系统误差包括测量反馈系统的不精确等。
了解误差类型后,需要对每种误差进行分类分析,找出误差产生的根本原因。这涉及到对机床的各个部件进行精细测量,获取相应的误差数据,并对数据进行统计分析,以找出误差的规律性。
#### 精度评估方法与标准
为了确保加工质量,必须有一套完整和标准化的精度评估方法。五轴机床的精度评估通常使用国际标准,例如ISO标准,来规定如何测量和评价机床的精度。评估方法包括静态精度和动态精度的测量,静态精度是指机床在静止状态下各项指标的精度,如直线度、平面度等;动态精度则是机床在运动过程中各项指标的精度,如运动同步性、加速度、振动等。
精度评估的具体操作包括使用高精度的测量仪器,如激光干涉仪、球杆仪等,对机床各轴的运动精度进行检测,并记录相关数据。之后,根据国际标准中的公式和图表,计算出机床的综合精度指标,对机床进行评估。
### 算法优化的关键技术
#### 插补技术与误差补偿
插补技术在五轴机床控制中至关重要,因为插补算法能够生成在加工过程中的刀具路径。传统插补算法,如线性插补或圆弧插补,虽然在简单加工中足够使用,但在五轴联动加工中,因为涉及到更复杂的刀具运动,传统的插补算法往往无法满足高精度加工的需求。
误差补偿技术是对插补技术的重要补充。通过误差补偿,可以在加工过程中实时调整刀具路径,以消除或减小误差。误差补偿通常基于预先测量的误差数据,通过软件算法进行实时调整。例如,在五轴加工中,当检测到刀具位置存在偏差时,误差补偿算法可以计算出调整量,并及时对刀具路径进行修正。
#### 工具路径规划与优化算法
工具路径规划是五轴加工的核心,优化算法的目标是生成高效且无碰撞的路径。路径规划要考虑到加工效率、表面质量、刀具寿命和加工安全性等因素。在优化工具路径时,需要对刀具运动进行模拟,避免刀具与工件或机床本体发生碰撞,并尽量减少空行程时间。
优化算法可以是基于规则的启发式算法,例如遗传算法、模拟退火算法等,它们通过模拟自然现象来寻找最优解。此外,还可以采用基于数学模型的方法,如最短路径算法等。这些算法的设计和实施需要根据具体的加工任务和机床特性来定制。比如,在高精度加工中,路径优化算法会更加重视加工表面质量的控制和刀具路径的平滑性,以确保加工精度。
在实现路径优化时,需要采集和分析加工过程中产生

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
一步步揭秘:安国量产工具故障诊断及常见问题排除指南
# 摘要
本文全面介绍了安国量产工具故障诊断的过程和技巧。首先,概述了量产工具的基本工作原理及故障诊断理论基础,接着详细分析了故障诊断的基本步骤和类型,并提供了一系列实践操作中排故障的技巧。在第四章,本文探讨了高级故障诊断技术,包括特殊工具的使用和系统性能监控。最后一章强调了社区支持在故障诊断中的重要性,并提出了持续学习和技能提升的策略。整体而言,本文旨在为读者提供一套完整且实用的安国量产工具故障诊
EXata-5.1故障排查与性能调优:确保最佳性能的专家技巧
# 摘要
本文全面介绍EXata-5.1的故障诊断与性能调优知识,涵盖了从基础理论到高级技术的综合指南。首先,文章概述了EXata-5.1的架构和工作原理,并准备了故障排查的基础。接着,文章深入分析了故障诊断的理论基础,包括不同故障类型的特征和排查工具的使用。在此基础上,实践技巧章节通过日志分析、性能监控和配置优化为用户提供了故障解决的实用技巧。性能调优方面,文章详细
tc234常见问题解答:专家教你快速解决问题

# 摘要
本文对tc234软件的使用进行全面而深入的分析,涵盖了从基础安装、配置到故障排查、性能优化,以及扩展功能和未来发展趋势。首先介绍了tc234的基本概念和安装配置的详细步骤,强调了环境变量设置的重要性以及常用命令的使用技巧。接着,文章深入探讨了故障排查的策略和高级问题的分析方法,并分享了专家级的故障解决案例。在性能优化部分,结合实际应用案例提供了性能调优的技巧和安全加固措施。最后,展望了tc234的扩展功能、定制开发潜力以及技术发展对行业的影
【ANSYS数据处理新境界】:函数应用在高效结果分析中的应用

# 摘要
ANSYS作为强大的工程仿真软件,其数据处理和结果分析能力对工程设计和科学研究至关重要。本文综述了ANSYS中数据处理的基础知识、函数的
【深入探索TLV3501】:技术规格解读与应用领域拓展
# 摘要
本文深入探讨了TLV3501技术规格及其在数据通信、嵌入式系统集成开发和创新应用拓展中的关键作用。首先,文章详细解读了TLV3501的技术特性以及在数据通信领域中,通过不同通信协议和接口的应用情况。然后,本文分析了TLV3501与嵌入式系统集成的过程,包括开发工具的选择和固件
【Catia轴线在装配体设计中的应用】:4个关键步骤解析

# 摘要
本文探讨了Catia软件中轴线功能在装配体设计中的关键作用。通过分析Catia基础操作与轴线的定义,本文详细介绍了轴线创建、编辑和高级应用的技巧,并针对轴线设计中常见的问题提出了解决方案。此外,本文还探讨了Catia轴线设计的未来趋势,包括与新技术的结合以及创新设计思路的应用,为设计师和工程师提供了提高装配体设计效率与精确度的参考。
# 关键
安川 PLC CP-317编程基础与高级技巧

# 摘要
PLC CP-317编程是工业自动化领域中的关键技能,本文首先对PLC CP-317编程进行概述,随后深入探讨了其基础理论、实践技巧以及高级编程技术。文章详细解析了CP-317的硬件结构、工作原理、编程环境和基础命令,进一步阐述了数据处理、过程控制和网络通信等编程实践要点。在高级编程技术方面,文中讨论了复杂算法、安全性和异常处理的应用,以及模块化和标准化
【Matrix Maker 初探】:快速掌握中文版操作的7个技巧
# 摘要
本文系统地介绍了一个名为Matrix Maker的软件,从用户界面布局、基础操作技巧到高级功能应用进行了全面的论述。其中,基础操作技巧章节涵盖了文档的创建、编辑、格式设置及文本排版,使用户能够掌握基本的文档处理技能。在高级功能应用章节中,详细讲解了图表与数据处理、宏和模板的使用,增强了软件在数据管理与自动化处理方面的能力。操作技巧进阶章节则着重于提高用户工作效率,包括自定义工具栏与快捷键、文档安全与共享。
Matlab基础入门:一步到位掌握编程核心技巧!
# 摘要
Matlab作为一种高性能的数值计算和可视化软件,广泛应用于工程、科学和教学领域。本文旨在为读者提供Matlab软件的全面介绍,包括其安装配置、基础语法、编程实践以及高级应用。通过对数组与矩阵操作、GUI设计、数据可视化、脚本编写、文件处理及高级编程技巧等方面的探讨,本文旨在帮助读者快速掌握Matlab的核心功能,并通过综合项目实践环节强化学习效果。同时,本文还介绍了Matlab工具箱的使用,以及如何利用开源项目和社
FEKO5.5进阶调整法

# 摘要
FEKO5.5是一款广泛应用的电磁仿真软件,该软件在电磁工程领域具有显著的应用价值和优势。本文首先介绍了FEKO5.5的基础知识,然后重点分析了其建模技术的提升,包括几何模型构建、材料与边界条件设置、以及参数化建模与优化设计方法。接着,本文深入探讨了FEKO5.5仿真分析方法,涵盖频域分析技术、时域分析技术和多物理场耦合分析,这些分析方法对于提高仿真精度和效率至关重
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )