【Alphacam后处理】:掌握后处理脚本编写,开启自动化定制化新篇章
发布时间: 2024-12-01 13:55:33 阅读量: 48 订阅数: 49 

宝元系统alphacam 后处理
参考资源链接:[个性化Alphacam后处理指南:关键代码与功能解析](https://wenku.csdn.net/doc/6412b51dbe7fbd1778d41fe7?spm=1055.2635.3001.10343)
# 1. Alphacam后处理概述
## 1.1 Alphacam后处理简介
Alphacam是广泛应用于木工、金属加工行业的CAM解决方案,它通过后处理将设计和制造过程连接起来,生成用于控制数控机床的G代码。后处理是将CAM系统的刀具路径转换为特定数控机床可以理解的代码的过程。理解后处理对于优化生产流程、提高加工效率至关重要。
## 1.2 后处理的重要性
后处理对于确保生成的代码能够与机床设备准确配合至关重要。一个良好的后处理程序可以提高加工的精准度,缩短生产周期,并减少对机床操作员的依赖。在复杂或定制化的加工任务中,后处理还能提供更高级的控制功能,以适应特定的加工要求。
## 1.3 后处理的基本工作流程
后处理工作流程通常包括以下几个步骤:首先是收集CAM系统中生成的刀具路径数据;接着是通过后处理器对这些数据进行分析,将其转换成机床能识别的代码;然后是根据机床特性和加工需求进行必要的代码优化;最后是输出G代码供数控机床使用。在这一过程中,编写和调试后处理脚本是核心环节。
# 2. 后处理脚本编写基础
### 2.1 后处理脚本的结构与组成
#### 2.1.1 语法基础与代码组织
后处理脚本是连接CAM软件与数控机床的重要桥梁,它决定了CAM软件生成的刀具路径如何被数控系统解读和执行。脚本的编写基于特定的语法和结构,其中包含了用于定义数据处理规则的元素和指令。在编写过程中,我们需要明确以下几个关键的组成部分:
- **指令与函数**:后处理脚本中使用的一系列预定义的操作,如打开输出文件(`OUT`), 设置加工平面(`SETPLANE`)等。
- **变量声明**:用于存储临时或持久数据的命名容器,比如`#TOOL`, `#FEED`, `#SPEED`等。
- **控制结构**:用于程序流程控制的语句,包括条件判断(`IF`语句)和循环结构(`WHILE`或`REPEAT`语句)。
例如,一个典型的后处理脚本开始部分可能包含以下代码:
```plaintext
OUT "C:\path\to\output.nc"
SETPLANE XY
#TOOL = 1
#FEED = 200
#SPEED = 1500
```
在上述代码中,我们定义了输出文件路径、设置加工平面、声明了工具号、进给速率和主轴转速等变量。
#### 2.1.2 关键字与变量的作用域
在编写后处理脚本时,我们经常需要使用到关键字和变量。关键字是脚本语言的保留字,具有特殊含义,如上面提到的`OUT`, `SETPLANE`等。而变量则是我们自定义的,用于存储和传递数据的标识符。
作用域决定了变量的有效范围,对提高代码的可读性和可维护性至关重要。在后处理脚本中,变量通常分为局部变量和全局变量:
- **局部变量**:只在特定的代码块或函数内部有效。例如,在一个条件判断结构或循环中声明的变量通常就是局部变量。
- **全局变量**:在整个脚本中都可以访问。全局变量可以跨函数使用,但使用过多可能会导致代码难以管理。
以下是一个变量作用域应用的例子:
```plaintext
WHILE #LINE < 100
#TEMP = #LINE * #FEED
#TOOL = #TEMP * 0.1
OUT #TOOL
#LINE = #LINE + 1
ENDWHILE
```
在这个例子中,`#TEMP` 和 `#LINE` 变量只在`WHILE`循环内有效,它们是局部变量。而`#FEED`和`#TOOL`变量没有在特定的代码块中声明,因此它们被视为全局变量。
### 2.2 后处理脚本的循环与条件控制
#### 2.2.1 循环结构的应用与实践
在后处理脚本中,循环结构是实现重复性任务的关键,它可以让脚本自动执行一系列的操作。有三种主要的循环结构:
- **WHILE循环**:当条件为真时,重复执行循环体内的代码。
- **REPEAT循环**:至少执行一次循环体,之后只要条件为真就继续执行。
- **FOR循环**:对一个数值范围进行迭代。
以下是一个使用`WHILE`循环进行条件控制的简单例子:
```plaintext
#LINE = 1
WHILE #LINE <= 10
#FEED = #BASEFEED + #LINE
OUT "F#FEED"
#LINE = #LINE + 1
ENDWHILE
```
这段代码中,我们初始化了一个变量`#LINE`,然后通过`WHILE`循环逐步增加这个变量的值,并计算对应的进给速度`#FEED`,将其输出到数控程序中。
#### 2.2.2 条件判断逻辑与决策过程
条件判断逻辑允许后处理脚本根据不同的条件执行不同的代码路径。这是通过`IF`、`ELSEIF`和`ELSE`语句实现的。利用这些语句可以进行复杂的数据处理和决策,使脚本适应不同的加工需求。
以下是一个条件判断逻辑的示例代码:
```plaintext
IF #SPEED > 2000
OUT "G94" // 设置进给模式为每分钟
ELSEIF #SPEED > 1000
OUT "G95" // 设置进给模式为每转
ELSE
OUT "G96" // 设置恒定表面速度模式
ENDIF
```
在这个例子中,根据变量`#SPEED`的不同值,我们为数控机床设置不同的进给模式。这样的逻辑对于确保加工过程的精确度至关重要。
### 2.3 后处理脚本中的数学计算与逻辑运算
#### 2.3.1 基本数学运算与公式
后处理脚本中的数学运算通常用来计算路径、速度、转速等参数。基本的运算包括加、减、乘、除以及取余数等。在编写脚本时,需要注意运算的优先级和括号的使用,以确保正确的计算顺序。
以下代码展示了如何使用基本数学运算:
```plaintext
#SPEED = 2000
#FEED = #SPEED * 0.1
#TOOLDIAMETER = 10
#CUTTINGLENGTH = 2 * #TOOLDIAMETER
#FEEDRATE = #FEED / #CUTTINGLENGTH
OUT "F#FEEDRATE"
```
在这个示例中,我们首先计算工具的转速(`#SPEED`),然后根据转速计算进给速率(`#FEED`),接着计算刀具直径(`#TOOLDIAMETER`)和切削长度(`#CUTTINGLENGTH`),最后得出进给率(`#FEEDRATE`)并将其输出。
#### 2.3.2 逻辑运算符与布尔表达式
逻辑运算符(如AND、OR、NOT)在后处理脚本中用于连接布尔值(真或假),根据条件的真值来决定执行哪条代码路径。这在需要根据多个条件组合做决策时尤其有用。
下面的代码展示了如何使用逻辑运算符:
```plaintext
#TOOLISWORN = TRUE
#MATERIALISHARD = FALSE
IF #TOOLISWORN AND #MATERIALISHARD
OUT "TROUBLESHOOTING REQUIRED"
ELSE
IF NOT #MATERIALISHARD
OUT "CONTINUE WITH PROCESS"
ENDIF
ENDIF
```
在这段代码中,我们首先检查两个布尔变量`#TOOLISWORN`和`#MATERIALISHARD`的值。只有当这两个变量都为真时,才会输出“TROUBLESHOOTING REQUIRED”。如果材料不硬(`#MATERIALISHARD`为假),则继续加工流程。
在逻辑运算中,使用括号来分组条件是常见的做法,因为它可以确保运算符的优先级符合预期的计算顺序。
通过以上章节的介绍,我们可以看到后处理脚本编写的基础知识,包括脚本的结构组成、循环和条件控制的应用以及数学计算与逻辑运算的实现方法。这些内容构成了编写有效后处理脚本的核心,是后续进阶学习和实践的基础。在下一章节中,我们将进一步探讨后处理脚本的定制化技巧和实际应用案例。
# 3. 后处理脚本的定制化技巧
在Alphacam的后处理脚本定制化技巧章节中,我们将深入探讨如何通过后处理脚本来实现特定输出格式,以及如何通过用户交互增强脚本的灵活性。我们还将讨论如何实现复杂的加工策略,例如多轴加工和高级刀具路径的定制技术。
## 3.1 定制化输出格式的实现
在数控加工领域,定制化输出格式是后处理脚本编写的重要部分。它允许我们根据特定的机床或加工中心需求调整G代码输出,从而达到最佳的加工效果。
### 3.1.1 设备代码与G代码的定制
设备代码(也称为辅助功能代码)通常指示机床执行特定的操作,例如换刀(T代码)、主轴启动(M代码)。在后处理脚本中,根据不同的机床和加工中心,需要将这些代码正确地映射和定制。
#### 示例代码块:
```python
# 示例:设置主轴速度和换刀逻辑
if spindle_speed > 0:
gcode.append("S{}".format(spindle_speed))
if tool_change_required:
gcode.append("T{}".format(tool_number))
gcode.append("M6") # M6 通常用于自动换刀
```
在上述代码块中,我们首先检查是否有主轴速度(spindle_speed)需要设置,如果有,则通过"G代码"添加到输出列表中。如果需要换刀(tool_change_required),则添加相应的T代码和M6换刀代码。
#### 参数说明:
- `spindle_speed`:主轴速度,根据加工需要设置。
- `tool_change_required`:布尔变量,指示是否需要换刀。
- `tool_number`:当前工具的编号,用于换刀指令。
通过

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
《Alphacam后处理详解》专栏深入探讨了Alphacam后处理的各个方面,从初学者到专家级用户都能从中受益。本专栏涵盖了后处理的终极指南、常见问题的解决方案、工具路径优化技巧、实战案例分析、专家问答、自动化流程、脚本指南、复杂零件加工策略、与CAD_CAM集成的黄金法则、效率提升技巧、与数控机床的对接、诊断与解决方案、脚本编写、多轴加工应用、高级编程技术、流程优化、核心设置以及与工业4.0的融合。通过对这些主题的深入剖析,本专栏旨在帮助用户构建和优化高效的后处理工作流程,提升加工精度、效率和质量。
专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【OpenFTA教程大揭秘】:一步到位掌握安装、配置与高级应用

# 摘要
OpenFTA(Open Fault Tree Analysis)是一个强大的故障树分析工具,广泛应用于系统可靠性、风险评估和安全工程领域。本文首先介绍了OpenFTA的基本概念、安装及配置过程,详细阐述了界面布局、工具栏功能、项目设置、系统需求和兼容性问题。随后,本文深入探
【IFPUG功能点估算秘籍】:提升估算准确性与效率的6大策略
/filters:no_upscale()/articles/size-estimation-agile/en/resources/43.png)
# 摘要
功能点估算是一种评估软件项目大小和复杂性的方法,有助于在项目管理中更好地规划、监控和控制资源。本文概述了IFPUG功能点估算的基础原理,详细解释了功能点分析的定义、目的、计算方法以及核心组件。通过探讨实践中的计算技巧、工具应用、自动化方法和敏捷开发中的功能点分析调整,本文为提高
Petalinux设备驱动开发实战:理论结合实践,轻松上手
# 摘要
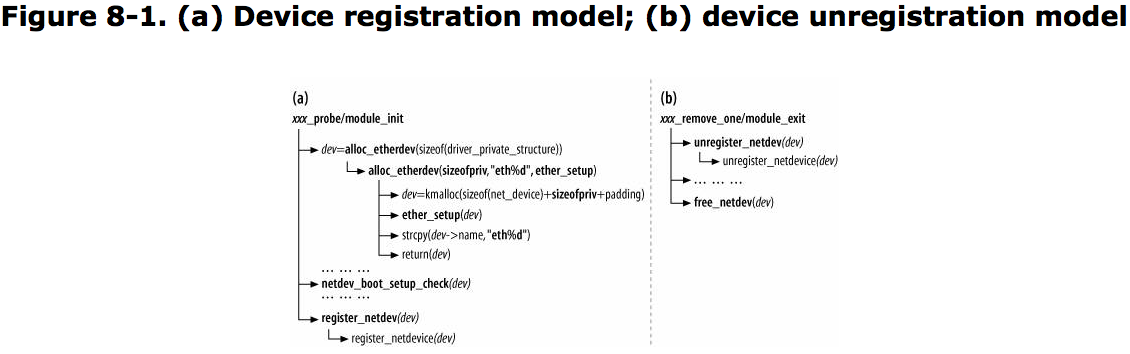
本论文旨在全面介绍Petalinux在设备驱动开发中的应用,详细阐述了Petalinux开发环境的搭建、设备驱动开发的流程、以及高级编程技巧和实践案例分析。通过对Petalinux工具链的介绍、开发工具的熟悉、硬件资源的分类以及Linux内核模块编程的学习,本文为读者提供了一个从理论到实践的完整学习路径。同时,论文深入探讨了设备驱动开发中的安全性、跨平台兼
性能优化策略:使用HIP提升AMD GPU应用速度

# 摘要
本文围绕高性能并行计算技术HIP进行了全面的探讨。首先介绍了性能优化策略,并对HIP的基础架构及编程模型进行了深入解析,包括与CUDA的对比和运行时环境。接着,文章详细探讨了AMD GPU硬件架构和HIP编程工具链,包括内存管理和核函数优化。在此基础上,本文提出了一系列性能优化技巧,并通过实际案例分析了HIP在项目中的应用,以及如何诊断和解决性能瓶颈问题。最后,文章展望了性能优
Fluent软件安装与配置秘籍:Windows 7中打造CFD环境的绝招

# 摘要
本文详细介绍Fluent软件在Windows 7系统环境下的安装、配置和性能调优过程。首先,本文对Fluent软件及其在计算流体力学(CFD)中的应用基础进行了概述,并指导读者进行系统环境准备,包括检查系统兼容性、优化虚拟内存配置以及调整系统权限和文件系统。接着,文章深入讲解了Fluent软件安装的步
【跨平台编程新手必读】:Dev-C+++TDM-GCC项目构建指南
# 摘要
本文旨在介绍跨平台编程的基础知识及Dev-C++环境配置,并详细阐述了如何设置TDM-GCC编译器,包括安装、验证以及环境变量的配置。文中进一步讨论了Dev-C++项目构建的基本流程,涉及项目创建、源代码管理、编译与构建等核心内容。接着,文章探讨了跨平台项目构建的高级技巧,包括编
【故障排除专家】M580数据记录功能深度解析与应用
# 摘要
M580数据记录功能是工业自动化领域中应用广泛的工具,能够提供有效的故障诊断、性能优化和生产监控。本文详细介绍了M580数据记录的工作原理,包括数据交换机制和存储方式,并分析了配置参数的关键步骤及事件触发机制。文章还探讨了实践应用案例,例如如何使用数据记录进行故障趋势监控和性能调优,同时涉及了集成外部系统和确保数据安全合规性的话题。通过案例研究,本文分享了成功的实施经验和故障排除技巧,并提出了针对性的性能优化措施。最后,本文展望了数据记录技术的未来发展趋势和面临的挑战。
# 关键字
M580数据记录;故障诊断;性能优化;生产监控;数据集成;数据安全合规性
参考资源链接:[施耐德M
逆变电路散热设计深度解析:保障长期稳定运行的秘诀

# 摘要
逆变电路的散热设计对于保证电路稳定运行和延长寿命至关重要。本文概述了逆变电路散热设计的基本概念,并深入探讨了散热的理论基础,包括热源分析、散热原理以及散热材料的选择。结合散热设计实践应用,本文提出了散热设计流程、散热结构设计以及系统测试与验证的方法。通过案例研究,分析了典型的逆变电路散热设计实例,并探讨了创新技术的应用以及效率与稳定性的权衡。最后,本文展望了散热设计的未来趋势,着重
NXP S32DS软件安装攻略:选择合适版本与工具链的技巧
# 摘要
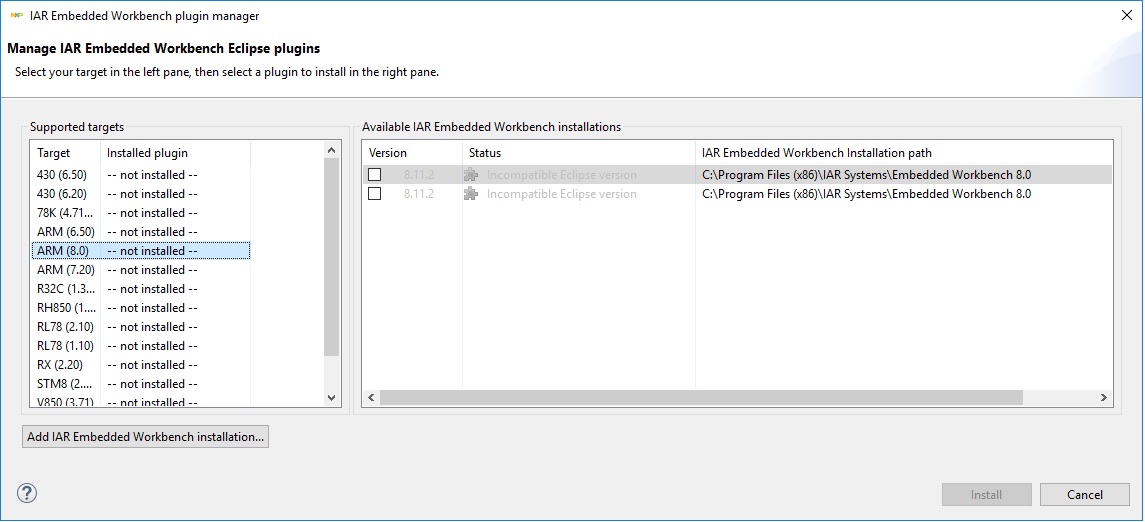
本文针对NXP S32DS软件提供了全面的介绍和指导,涵盖了软件概述、版本选择、工具链理解与配置、软件安装实战、高级配置与定制以及持续学习与资源分享等方面。首先,文章概述了NXP S32DS软件的基本情况,强调了版本选择的重要性,并从需求分析和差异对比的角度进行探讨。随后,文章深入探讨了工具链的概念及其在软件开发中的重要性,提供了选择和配置工具
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )