【六西格玛案例揭秘】:CP、CPK、PP、PPK、CMK,质量突破的五大武器
发布时间: 2024-12-15 11:27:12 阅读量: 3 订阅数: 4 
参考资源链接:[CP、CPK、PP、PPK、CMK的计算公式过程能力指数公式](https://wenku.csdn.net/doc/6412b710be7fbd1778d48f44?spm=1055.2635.3001.10343)
# 1. 六西格玛质量管理框架概述
六西格玛(Six Sigma)是旨在通过消除缺陷和减少变异性实现产品和服务质量优化的方法论。它起源于制造业,但其原理和工具现已广泛应用于各种业务流程和服务行业中。在六西格玛的质量管理框架中,数据驱动的决策过程被认为是核心,所有改进措施都是基于统计分析的结果。
六西格玛强调的不仅仅是产品质量,还包括流程效率、客户满意度以及服务交付速度。它的目标是实现近乎完美的过程质量,即达到3.4个缺陷每百万机会(DPMO)的水平。为了达成这一目标,企业需要深入理解客户需求,细化流程,采用科学的问题解决方法和改进技术。
在这一章节中,我们将概述六西格玛的基本原则和历史背景,为读者提供一个全面了解这一质量管理框架的起点。在后续章节中,我们将详细探讨过程能力指数(CP和CPK)以及性能指数(PP和PPK)的计算和应用,还会研究如何通过CMK(客户测量能力)来优化供应链管理。通过对这些关键指标的理解和运用,读者将能够掌握实施六西格玛项目所需的工具和技术,以提升组织的整体绩效和市场竞争力。
# 2. 理解并应用CP和CPK
### 统计过程控制的基础
#### 过程能力的基本概念
统计过程控制(SPC)是一种使用统计方法来监控和控制生产过程的工具,以确保过程能够以可预测的方式运行。过程能力是指在自然状态下,一个过程生产产品特性的能力。若过程能力达到要求,则生产出的产品特性将集中地落在规格限内。
为了衡量过程能力,引入了“过程能力指数”(CP)。CP是衡量过程输出能否适应规格限的一种统计度量。理想情况下,过程分布的宽度(6西格玛)应该要小于或等于规格限宽度,这样可以确保大部分产品都能满足规格要求。
#### 数据分布和概率
一个过程是否能够稳定输出满足规格要求的产品,很大程度上取决于其输出数据的分布形式。在质量控制领域,最常应用的数据分布模型是正态分布。正态分布的特点是均值、中位数、众数为同一数值,且数据呈现出对称的钟型曲线。
对于正态分布,我们可以根据中心极限定理,得知无论基础数据是什么分布,只要样本数量足够大,样本均值的分布将会趋近于正态分布。因此,过程输出数据通常可以用正态分布来描述。
### CP和CPK的理论与计算
#### CP(过程能力指数)的计算和解释
过程能力指数CP的计算公式如下:
\[ CP = \frac{USL - LSL}{6 \sigma} \]
其中,USL(Upper Specification Limit)代表规格上限,LSL(Lower Specification Limit)代表规格下限,而σ(sigma)代表过程标准偏差。CP的值越大,表示过程能力越强,能够生产出更多符合规格的产品。
CP值小于1意味着过程输出的波动范围大于规格范围,过程不具备足够的能力来保证产品质量;当CP值大于1时,过程才有能力生产出符合规格要求的产品。通常CP值达到1.33或以上,才被认为是较好的过程能力水平。
#### CPK(过程能力指数的中心化版本)的意义和应用
CPK指数考虑了过程平均值与规格中心的偏离程度,因此被称为过程能力指数的中心化版本。CPK指数的计算公式如下:
\[ CPK = \min\left( \frac{USL - \bar{X}}{3 \sigma}, \frac{\bar{X} - LSL}{3 \sigma} \right) \]
其中,\(\bar{X}\)是过程平均值。CPK考虑了过程的中心位置,因此它能够提供过程输出是否处于规格限中心的最佳指示。
CPK的值越高,表示过程输出越接近规格中心,过程的性能越好。和CP一样,CPK值大于1通常被认为是可接受的,表明过程具有一定的能力来生产出满足规格的产品。
### 实战CP和CPK分析
#### 案例研究:CP和CPK在生产过程中的应用
让我们考虑一个制造滚珠轴承的生产过程。为了保证产品的质量,每一批滚珠轴承的直径都有明确的规格要求。假设规格上限为4.01mm,规格下限为3.99mm。
生产工程师收集了20个样本的数据,并计算出样本平均值为3.995mm,样本标准偏差为0.005mm。按照公式计算:
\[ CP = \frac{4.01 - 3.99}{6 \times 0.005} = 3.33 \]
\[ CPK = \min\left( \frac{4.01 - 3.995}{3 \times 0.005}, \frac{3.995 - 3.99}{3 \times 0.005}

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
本专栏深入探讨了 CP、CPK、PP、PPK 和 CMK 等过程能力指数的计算公式和应用。这些指数是衡量生产过程质量的关键指标,有助于企业优化生产流程,提升产品质量。专栏内容涵盖了从基础概念到实战应用的各个方面,包括 CP、CPK、PP、PPK、CMK 的计算方法、提升策略和成功案例。通过掌握这些指数,企业可以有效监控和改进生产过程,提升产品质量,实现六西格玛标准,增强市场竞争力。
专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
PSS_E高级应用:专家揭秘模型构建与仿真流程优化
参考资源链接:[PSS/E程序操作手册(中文)](https://wenku.csdn.net/doc/6401acfbcce7214c316eddb5?spm=1055.2635.3001.10343)
# 1. PSS_E模型构建的理论基础
在探讨PSS_E模型构建的理论基础之前,首先需要理解其在电力系统仿真中的核心作用。PSS_E模型不仅是一个分析工具,它还是一种将理论与实践相结合、指导电力系统设计与优化的方法论。构建PSS_E模型的理论基础涉及多领域的知识,包括控制理论、电力系统工程、电磁学以及计算机科学。
## 1.1 PSS_E模型的定义和作用
PSS_E(Power Sys
【BCH译码算法深度解析】:从原理到实践的3步骤精通之路

参考资源链接:[BCH码编解码原理详解:线性循环码构造与多项式表示](https://wenku.csdn.net/doc/832aeg621s?spm=1055.2635.3001.10343)
# 1. BCH译码算法的基础理论
## 1.1
DisplayPort 1.4线缆和适配器选择秘籍:专家建议与最佳实践
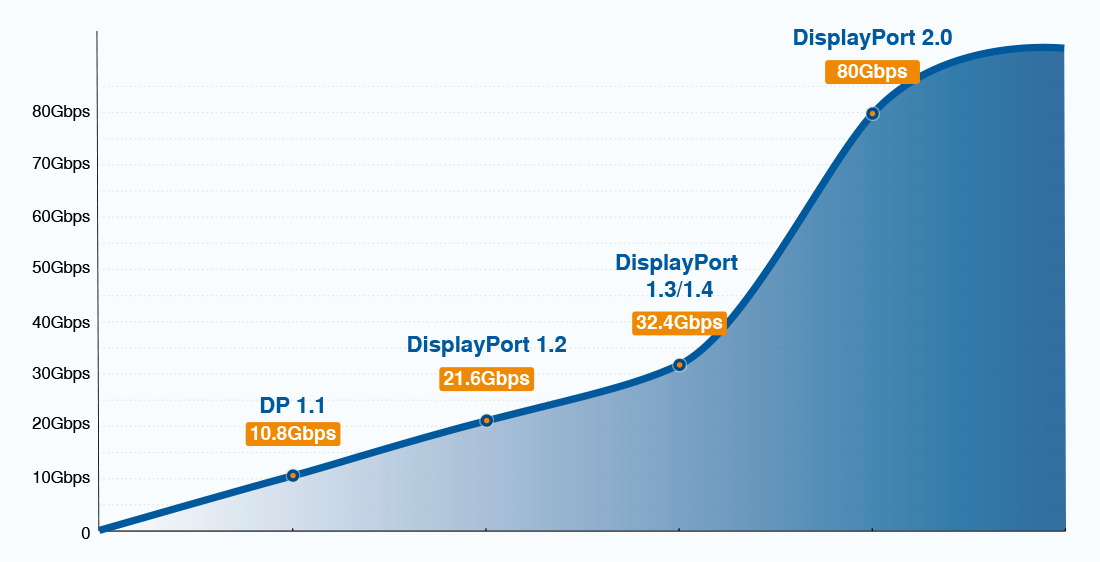
参考资源链接:[display_port_1.4_spec.pdf](https://wenku.csdn.net/doc/6412b76bbe7fbd1778d4a3a1?spm=1055.2635.3001.10343)
# 1. DisplayPort 1.4技术概述
随着显示技术的不断进步,DisplayPort 1.4作为一项重要的接
全志F133+JD9365液晶屏驱动配置入门指南:新手必读
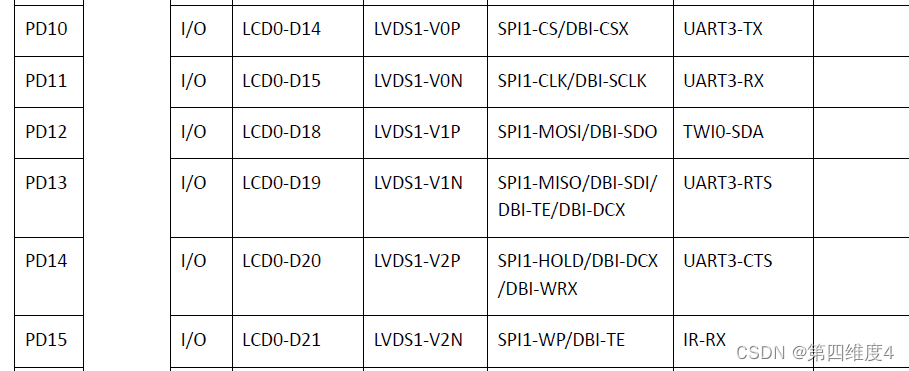
参考资源链接:[全志F133+JD9365液晶屏驱动配置操作流程](https://wenku.csdn.net/doc/1fev68987w?spm=1055.2635.3001.10343)
# 1. 全志F133与JD9365液晶屏驱动概览
液晶屏作为现代显示设备的重要组成部分,其驱动程序的开发与优化直接影响到设备的显示效果和用户交互体验。全志F133处理器与JD9365液晶屏的组合,是工
【C语言输入输出高效实践】:提升用户体验的技巧大公开
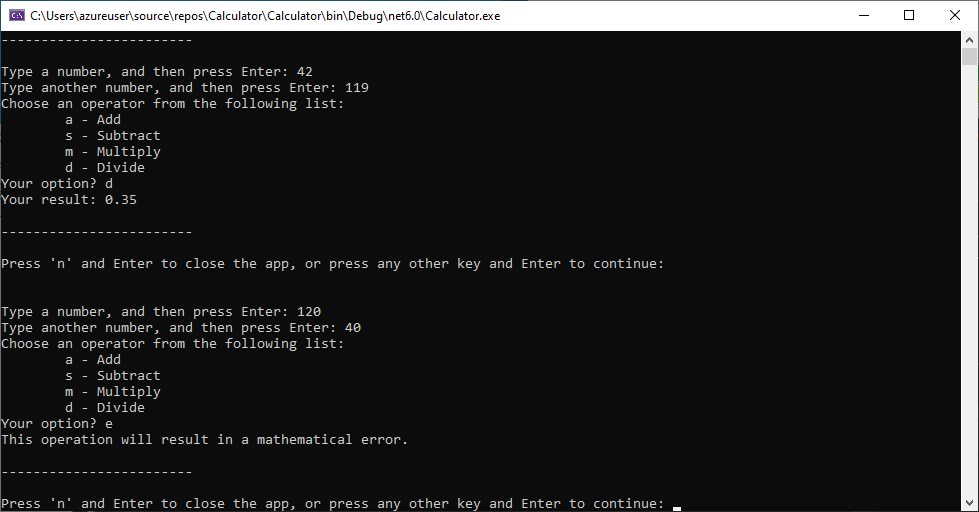
参考资源链接:[编写一个支持基本运算的简单计算器C程序](https://wenku.csdn.net/doc/4d7dvec7kx?spm=1055.2635.3001.10343)
# 1. C语言输入输出基础与原理
## 1.1 C语言输入输出概述
PowerBuilder性能优化全攻略:6.0_6.5版本性能飙升秘籍
参考资源链接:[PowerBuilder6.0/6.5基础教程:入门到精通](https://wenku.csdn.net/doc/6401abbfcce7214c316e959e?spm=1055.2635.3001.10343)
# 1. PowerBuilder基础与性能挑战
## 简介
PowerBuilder,一个由Sybase公司开发的应用程序开发工具,以其快速应用开发(RAD)的特性,成为了许多开发者的首选。然而
【体系结构与编程协同】:系统软件与硬件协同工作第六版指南
参考资源链接:[量化分析:计算机体系结构第六版课后习题解答](https://wenku.csdn.net/doc/644b82f6fcc5391368e5ef6b?spm=1055.2635.3001.10343)
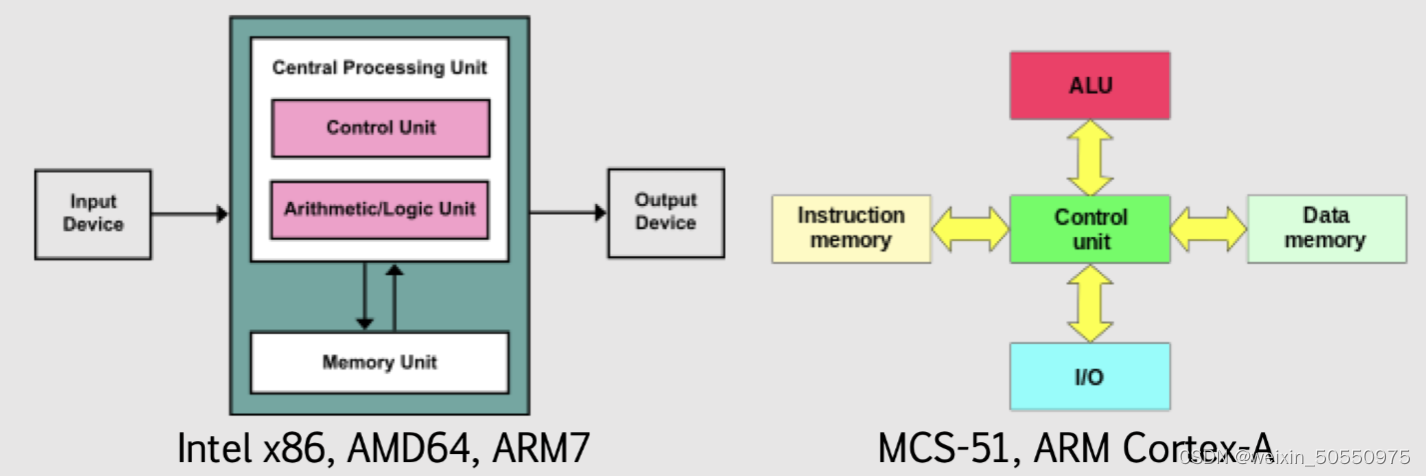
# 1. 系统软件与硬件协同的基本概念
## 1.1 系统软件与硬件协同的重要性
在现代计算机系统中,系统软件与硬件的协同工作是提高计算机性能和效率的关键。系统软件包括操作系统、驱动
【故障排查大师】:FatFS错误代码全解析与解决指南

参考资源链接:[FatFS文件系统模块详解及函数用法](https://wenku.csdn.net/doc/79f2wogvkj?spm=1055.263
从零开始:构建ANSYS Fluent UDF环境的最佳实践
参考资源链接:[2020 ANSYS Fluent UDF定制手册(R2版)](https://wenku.csdn.net/doc/50fpnuzvks?spm=1055.2635.3001.10343)
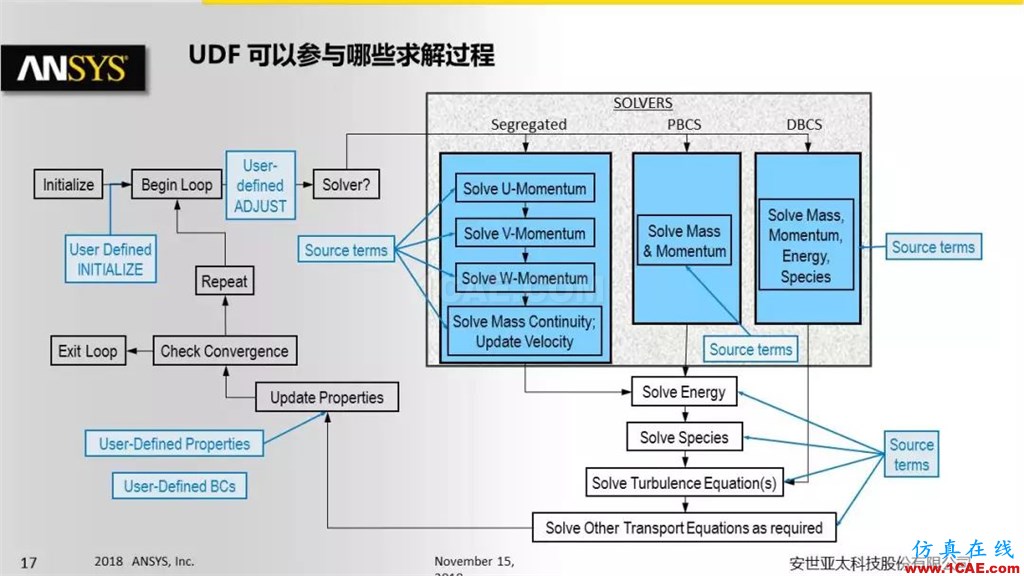
# 1. ANSYS Fluent UDF基础知识概述
## 1.1 UDF的定义与用途
ANSYS Fluent UDF(User-Defined Functions)是一种允许用户通
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )