【制造业质量控制中的NI_Vision】:提高效率与精确度,深度应用案例分析
发布时间: 2024-12-26 21:37:11 阅读量: 17 订阅数: 10 

vision.rar_C# VISION引用_C#引用NI_Vision_c# vision_ni vision
# 摘要
随着工业自动化与智能制造的发展,质量控制在制造业中扮演着日益重要的角色。本文首先概述了制造业质量控制的基本概念,随后深入探讨了NI_Vision技术的软件架构、图像采集与处理、视觉分析和质量检测的基础理论与实践应用。通过案例研究,本文展示了NI_Vision在电子元件检测、机械零件尺寸测量、产品追溯等不同制造业领域的成功应用。此外,本文还探讨了NI_Vision的高级应用,包括机器学习的集成、多传感器数据融合以及系统性能的优化与维护,为未来智能制造业的视觉系统发展趋势和质量控制策略提供了深刻见解。
# 关键字
制造业;质量控制;NI_Vision;视觉检测;自动化缺陷检测;多传感器融合
参考资源链接:[NI Vision for LabVIEW中文教程:从入门到精通](https://wenku.csdn.net/doc/83s3krtcaz?spm=1055.2635.3001.10343)
# 1. 制造业质量控制概述
在当今制造业的激烈竞争中,质量控制作为确保产品一致性和可靠性的关键环节,显得尤为重要。质量控制不仅关乎产品的性能和耐久性,更是提升客户满意度、保持品牌信誉的核心因素。一个高效的质量控制系统能够减少缺陷、降低成本,并通过准确的数据分析支持决策,推动企业走向卓越。在本章中,我们将探讨制造业质量控制的基本概念,追溯其在生产流程中的重要性,以及为实现高质量标准所采取的策略和方法。这将为理解后续章节中NI_Vision技术在质量控制中的具体应用奠定基础。
# 2. NI_Vision技术基础
### 2.1 NI_Vision软件架构与核心组件
#### 2.1.1 NI_Vision软件概述
NI_Vision是National Instruments (NI)公司推出的一套专门用于视觉和图像处理的软件解决方案。它提供了从简单到复杂的图像采集、处理和分析的完整功能。作为工业视觉技术的重要组成部分,NI_Vision被广泛应用于制造业、科学研究以及安全监控等多个领域,尤其是在质量控制过程中扮演着关键角色。
NI_Vision的核心是基于LabVIEW图形化开发环境,它使得工程师能够在没有深厚编程基础的情况下,通过直观的图形化编程语言来设计和部署视觉应用。其软件架构是模块化的,这意味着用户可以根据需要灵活选择并使用各种功能模块,例如图像采集、处理、分析和显示。
#### 2.1.2 核心组件的功能与作用
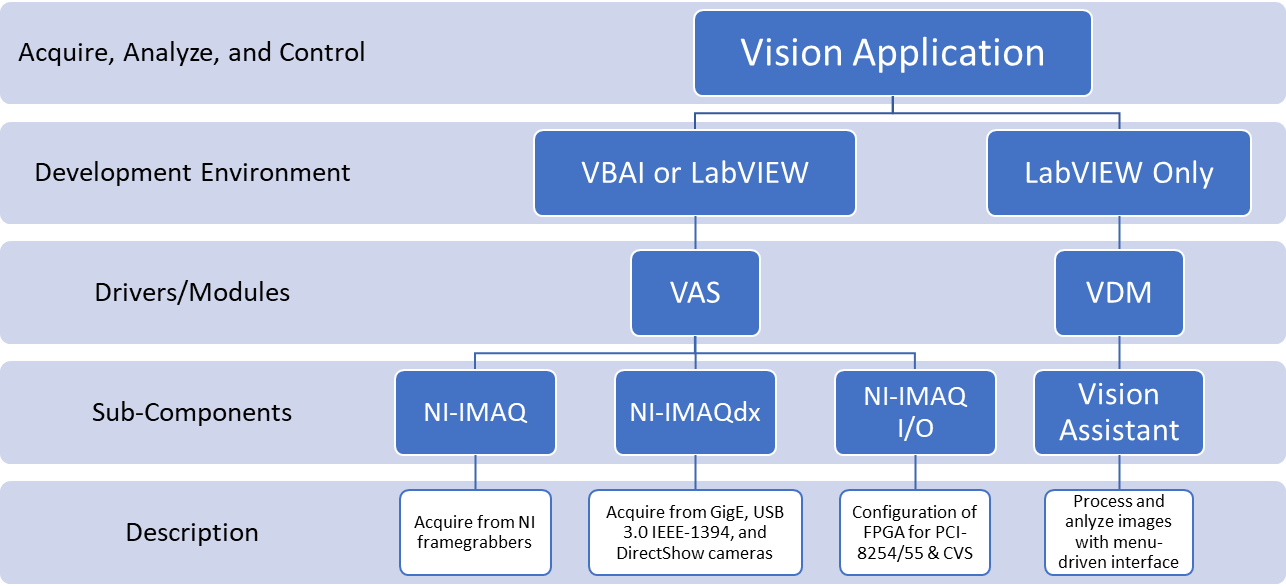
NI_Vision的主要组件包括 NI Vision Assistant、NI Vision Development Module、NI Vision Runtime Engine等。
- **NI Vision Assistant** 是一个交互式的环境,用于快速开发视觉应用程序原型。它允许用户通过图形界面进行视觉任务的配置,并可以记录这些任务以供LabVIEW中进一步开发。
- **NI Vision Development Module** 提供了丰富的图像处理和分析函数库,包括但不限于图像预处理、特征提取、模式识别、形态操作和几何测量等。这个模块是实现复杂视觉应用的核心。
- **NI Vision Runtime Engine** 用于在独立环境中部署和运行视觉应用。无需LabVIEW环境即可运行,使得开发的应用可以直接部署到生产现场。
### 2.2 图像采集与处理基础
#### 2.2.1 图像采集设备的选择与配置
图像采集设备是进行视觉检测的第一步,其选择与配置直接影响到最终检测的准确性和效率。常见的图像采集设备包括工业相机、扫描仪和红外摄像头等。
选择图像采集设备时,需考虑其分辨率、帧率、感光元件类型、接口类型和兼容性等因素。例如,高分辨率相机适用于需要细节丰富的检测任务,而高速相机则适合动态场景中快速运动物体的捕捉。
配置过程通常包括相机设置(如曝光时间、增益等)、触发模式(软件触发、硬件触发等)和传输接口(如GigE、Camera Link、USB3 Vision等)的设定。这些参数需要根据具体的应用场景和性能要求进行调整。
#### 2.2.2 图像预处理方法
图像预处理是在图像分析之前对采集到的图像进行初步处理的过程,目的是提高图像质量,去除噪声,突出关键特征,为后续分析打下良好基础。常见的图像预处理方法包括:
- **灰度转换**:将彩色图像转换为灰度图像,简化计算过程。
- **滤波**:使用低通、高通、带通、带阻等滤波器去除噪声或平滑图像。
- **二值化**:通过设定阈值将图像中的像素点转换为黑或白两种颜色,便于提取轮廓。
- **形态学操作**:利用腐蚀、膨胀、开运算、闭运算等形态学操作对图像进行结构化处理。
### 2.3 视觉分析与质量检测基础
#### 2.3.1 图像分析技术
图像分析是视觉质量检测的核心环节,涉及将图像转换为可处理的数据,并从中提取有意义的信息。主要的图像分析技术包括:
- **特征提取**:从图像中提取形状、颜色、纹理等特征。
- **边缘检测**:确定图像中物体的边缘信息,用于后续的轮廓提取和尺寸测量。
- **模板匹配**:通过将已知形状的模板与目标图像进行匹配,实现定位和识别。
- **模式识别**:运用统计、机器学习等方法对提取的特征进行分类。
#### 2.3.2 质量检测的流程与方法
质量检测的流程通常包括以下步骤:
1. **图像采集**:使用相机或其他传感器设备获取待检测物体的图像。
2. **图像预处理**:增强图像质量,便于特征提取。
3. **特征提取与分析**:利用图像分析技术提取关键特征。
4. **判断与决策**:根据提取的特征与预设的标准或阈值进行比较,做出质量判断。
5. **输出结果**:将检测结果输出,用于后续的反馈控制或记录存档。
在质量检测中常用的方法有:
- **阈值检测**:对图像进行二值化处理,通过比较像素值来识别缺陷。
- **尺寸测量**:通过分析特征的几何属性来检测尺寸是否符合标准。
- **表面缺陷检测**:检查产品表面是否存在划痕、凹坑、污点等缺陷。
以上是第二章NI_Vision技术基础的详尽内容,接下来我们将深入第三章,探讨NI_Vision在质量控制中的应用实践。
# 3. NI_Vision在质量控制中的应用实践
## 3.1 自动化缺陷检测
自动化缺陷检测是NI_Vision技术在制造业质量控制中的一项重要应用。它通过自动化的图像采集和处理,对产品进行连续不断的监控,以发现任何可能的缺陷,如划痕、裂缝、尺寸不符等。
### 3.1.1 缺陷检测算法的实现
在实现自动化缺陷检测时,首先需要采集产品的图像,并使用图像处理算法来识别产品的缺陷。这通常包括几个步骤:图像预处理、特征提取、缺陷分类和决策。
下面是一个使用LabVIEW实现图像预处理的简单示例:
```labview
// 读取图像
Image = IMAQ ReadFile ("path_to_image")
// 转换为灰度图
GrayImage = IMAQ ColorImageToArray (Image)
GrayImage = IMAQ ArrayToImage (GrayImage)
// 应用高斯滤波减少噪声
FilteredImage = IMAQ GaussianFilter (GrayImage, Sigma, Interpolation, BorderSize)
// 边缘检测
EdgeImage = IMAQ Edge (FilteredImage, Method, Width, Sensitivity, Hysteresis)
// 结果显示
IMAQ Display (EdgeImage, "Result")
```
在这个代码块中,我们首先从指定路径读取一个图像文件,并将其转换为灰度图像。然后,应用高斯滤波器以减少噪声,并进行边缘检测以突出图像中的特征。最后,将检测结果在屏幕上显示。
**代码逻辑分析:** `IMAQ ReadFile`用于读取图像文件,`IMAQ ColorImageToArray`和`IMAQ ArrayToImage`用于在图像处理前后转换图像格式。`IMAQ GaussianFilter`和`IMAQ Edge`是LabVIEW的内置函数,分别用于图像的高斯平滑和边缘检测。
### 3.1.2 实际案例分析:电子元件检测
一个典型的应用场景是电子元件的自动化检测。在生产过程中,需要对电子元件进行快速、准确的检测以确保质量。使用NI_Vision技术,可以对电子元件的表面进行图像采集,然后应用上述的缺陷检测算法,以自动检测并分类缺陷。
接下来,通过一个表格展示电子元件检测过程中所使用的关键参数:
| 关键参数 | 描述 | 作用 |
|-----------------|---------------------------------|-----------------------------------|
| 分辨率 | 图像的像素密度 | 影响检测精度,越高检测越精细 |
| 光照条件 | 环境光线强度和颜色 | 影响图像质量,需保持一致以减少误检 |
| 检测速度 | 每小时检测元件的数量 | 决定检测效率,需匹配生产速度 |
| 缺陷分类准确性

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
NI_Vision中文教程专栏提供了一系列全面且深入的指南,旨在帮助读者从零开始掌握NI_Vision视觉识别技术。从安装和配置到高级图像处理和机器视觉算法的融合应用,专栏涵盖了视觉识别技术的各个方面。专栏还提供了调试技巧、项目管理指南、性能优化秘诀、脚本编写教程和社区资源使用指南,帮助读者提高效率并解决实际问题。此外,专栏还深入探讨了NI_Vision软件模块、数据采集和处理的高级技巧,以及在制造业质量控制中的应用案例,为读者提供了成为视觉处理专家的全面资源。
专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
高效使用OTDRViewer:功能解析与实战指南

# 摘要
OTDRViewer是一款用于光纤测试的高级工具,它能够提供详尽的光纤链路分析、数据导出和故障诊断功能。本文首先介绍OTDRViewer的基本操作,包括用户界面布局、参数设置、曲线分析及报告生成。随后,深入解析了OTDRViewer的高级功能,如损耗预测、光纤链路质量评估和多波长测试。文中还提供了实战技巧,包括在实际网络环境中应用OTDRViewer、测试结果的深入分析以及故障排
SData文件编辑:从新手到专家的进阶指南
# 摘要
SData作为一种结构化数据格式,在数据交换和存储中发挥着重要作用。本文从基础知识开始,详细介绍了SData文件的结构、数据类型及其编辑工具和环境搭建。通过对SData文件编辑工具的比较,阐述了不同环境下进行编辑的最佳实践技巧,包括数据操作、转换、验证和错误处理。进一步,本文探讨了自动化编辑的实现方法和脚本编写的实用技巧。最后,文中展示了SData文件编辑在高级应用中的案例研
【错误诊断宝典】:快速定位和解决IDL“integ”函数的常见问题
# 摘要
IDL(交互式数据语言)的"integ"函数是一个强大的工具,用于执行数值积分任务,它在科学计算和数据分析中扮演着重要角色。本文首先对"integ"函数进行了概述,并强调了其在实际应用中的重要性。随后,文章深入探讨了使用"integ"函数时可能遇到的理论问题,包括基本语法、参数详解、数据类型影响以及函数的执行原理。为了诊断和解决实践应用中的问题,本文详细分析了错误信息的解读、性能问题和边界情况的处理。最后,文章介绍了"integ"函数的进阶技巧、兼容性问题及测试验证策略,旨在提升用户在复杂场景中的应用能力,确保函数的高效和稳定运行。
# 关键字
IDL;"integ"函数;数值积分
帧间间隔调整术:网络拥塞控制与性能优化的黄金法则

# 摘要
随着网络技术的发展和互联网用户量的激增,网络拥塞控制与性能优化已成为网络工程领域的重要研究课题。本文从拥塞控制与性能优化的基础理论出发,详细阐述了网络拥塞的概念、影响、检测机制以及拥塞控制模型。接着,探讨了帧间间隔调整的原理与应用,以及在不同网络环境中的拥塞控制策略。文中还介绍了网络性能优化的理论和实践策略,并展望了未来技术,如SDN、NFV和人工智能在这一领域的发展潜力。本文旨在为网络工程师和
ANSYS Fluent模拟效率提升:高效网格划分的终极技巧
# 摘要
本文对ANSYS Fluent软件中的网格划分技术进行了全面概述,涵盖了网格类型与应用、网格质量对模拟结果的影响,以及高效网格划分的实践技巧。通过探讨结构化、非结构化和混合网格的划分方法,强调了高质量网格对于提升计算精度和速度的重要性。实践技巧章节提供了一系列网格划分前的准备工作和划分后的处理方法,以确保网格的实用性和准确性。本文还针对复杂问题如流体动力学、热传递和多相流的特定网格划分策略进行了深入分析。最后,通过案例研究和对未来发展趋势的展望,本文探讨了在不同行业中应用ANSYS Fluent网格划分技术的挑战和机遇,为专业工程师提供了宝贵的参考。
# 关键字
ANSYS Flu
深度学习聚类对比:DBSCAN与K-means算法的较量

# 摘要
聚类分析和深度学习是数据挖掘领域的重要技术,它们在无监督学习中扮演着核心角色。本文首先对聚类分析与深度学习的关联进行了概述,随后详细解析了DBSCAN和K-means两种经典聚类算法的原理和实现方法,并对其性能优化进行了探讨。通过对两种算法在实践中的对比实验,本文评价了它们在不同数据集上的聚类效果和运行时间,进一步分析了实验结果,揭
【从零到专家】:用scripting_essentials一步步打造温度分布图

# 摘要
本文系统地介绍了scripting_essentials的基础知识、语法、操作以及在多个领域
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )