汇川PLC编程与通信案例:软硬件协同的最佳实践
发布时间: 2024-12-25 09:11:39 阅读量: 16 订阅数: 11 

汇川中型PLC编程手册,通信讲解

# 摘要
汇川PLC(可编程逻辑控制器)在现代工业自动化领域中扮演着核心角色。本文从汇川PLC的基础编程、通信协议与接口、软硬件协同开发、智能控制系统集成以及高级应用和性能调优五个方面进行深入探讨。首先,介绍了汇川PLC编程的基础知识及其在工业控制中的应用。随后,重点分析了PLC通信协议及接口的选型、配置和故障排查,以及软硬件协同开发的设计原则、集成测试和性能评估。本文还通过智能控制系统集成的案例分析,展现了汇川PLC在智能制造和楼宇自动化中的实际应用。最后,探讨了高级应用技巧和性能调优方法,为工业自动化提供了技术支持和优化指南。
# 关键字
汇川PLC;编程基础;通信协议;软硬件协同;系统集成;性能调优
参考资源链接:[汇川中型PLC通信编程手册:CANopen, EtherCAT等协议解析](https://wenku.csdn.net/doc/fd3qayjiis?spm=1055.2635.3001.10343)
# 1. 汇川PLC编程基础
PLC(可编程逻辑控制器)是工业自动化领域中不可或缺的控制系统核心。汇川技术作为行业内的佼佼者,其PLC产品广泛应用于各类自动化生产线和智能化设备。本章旨在为读者提供汇川PLC编程的基本概念、程序结构以及常用指令,为后续的高级应用和系统集成打下坚实的基础。
## 1.1 PLC编程入门
PLC编程通常涉及梯形图、功能块图或指令列表等不同编程语言。其中梯形图是最直观也是最常用的编程方式,它使用开关逻辑来表示控制逻辑。
## 1.2 PLC程序结构
汇川PLC的程序结构一般包括主程序(Main)、子程序(Sub)和中断程序(Int)等。主程序负责整个逻辑流程的控制,子程序用于实现功能模块化,中断程序处理突发事件。
## 1.3 基本指令及应用
掌握一些基础的PLC指令是编程的关键。例如,“LD”(加载)指令用于条件判断,而“OUT”(输出)指令用于控制执行元件。理解这些基本指令有助于编写有效的PLC程序。
接下来的章节将深入探讨通信协议、软硬件开发策略,以及具体的案例分析,带领读者进入汇川PLC编程的进阶世界。
# 2. 汇川PLC通信协议与接口
## 2.1 PLC通信协议概述
### 2.1.1 常见PLC通信协议标准
在工业自动化领域,PLC(可编程逻辑控制器)通过各种通信协议与其他设备交换信息,确保系统的协调和控制。常见的PLC通信协议包括Modbus, Profibus, Ethernet/IP等。Modbus是最广泛使用的串行通信协议之一,适用于多种硬件配置。它支持主从架构,允许一个主设备(如计算机或HMI)与多个从设备(如传感器和执行器)进行通信。Profinet和Ethernet/IP是基于以太网的工业通讯协议,它们支持高带宽和快速数据传输,常用于复杂的分布式控制系统。了解这些协议标准对于选择和实现合适的PLC通信方案至关重要。
### 2.1.2 协议的选择与应用场景
选择PLC通信协议时需考虑多个因素,包括项目的具体需求、现有设备兼容性、成本和未来系统扩展性。例如,如果需要低成本、简单配置和广泛支持的解决方案,Modbus通常是理想选择。对于需要高数据吞吐量和实时控制的应用,Profinet或Ethernet/IP可能更合适。应用环境中的特定要求,如对时间确定性的要求或网络中设备数量,也会影响协议的选择。本节将深入分析不同通信协议的性能特点,并结合实际案例探讨如何根据应用场景需求进行合理选择。
## 2.2 PLC接口技术
### 2.2.1 接口类型及特性
PLC的接口技术是实现与外部设备通信的关键,常见的接口类型包括串行接口(RS-232/RS-485)、以太网接口、现场总线接口等。RS-232是最基本的串行接口,适合短距离通信,而RS-485在工业应用中更为常见,因为它支持多点通信和较长距离的数据传输。以太网接口提供高速和远距离的网络连接,适合构建工业以太网网络。现场总线接口如Profibus DP则是针对特定工业领域的应用设计,具有高抗干扰性。每种接口类型都具有特定的电气特性和通信能力,针对不同要求选择合适的接口是实现有效通信的基础。
### 2.2.2 接口配置与故障排查
正确配置PLC接口是确保稳定通信的前提。接口配置通常包括设置通信参数(如波特率、数据位、停止位和校验位),并且必须与相连设备的配置相匹配。此外,还须考虑网络延迟、带宽和数据传输协议(TCP/IP或UDP/IP)等因素。一旦接口配置完成,接下来进行故障排查就变得至关重要。故障排查包括检查物理连接、验证信号质量、利用诊断工具测试接口状态等。此外,还需要了解和诊断通信链路可能出现的常见问题,比如线路干扰、丢包和设备冲突。本节将详细讨论这些故障排查技术和相应的解决策略,帮助维护PLC系统的稳定运行。
## 2.3 实现PLC通信的实践技巧
### 2.3.1 硬件连接方法
实现PLC通信的首要步骤是正确连接硬件设备。例如,在RS-485通信网络中,所有设备需要通过两线制连接,通常称为A和B线路。A线和B线需要正确终止以防止信号反射,一般在最远端设备的A线和B线上串联一个120欧姆的终端电阻。对于以太网通信,需要使用标准的RJ45连接器连接PLC和交换机或路由器,并检查线序和连接状态确保无误。硬件连接应遵循制造商提供的指南和行业标准,例如工业自动化中的ISA标准或IEC标准。本节将提供硬件连接的示例和步骤,确保读者能够理解和执行。
### 2.3.2 软件配置流程
硬件连接完成之后,接下来是软件配置。PLC的软件配置通常涉及设置网络参数、配置通讯模块和定义数据交换方式。例如,设置PLC的IP地址和子网掩码是实现以太网通信的基本步骤。对于Modbus RTU协议,需要配置波特率、数据位、停止位和奇偶校验位。如果是Modbus TCP协议,则需要设置PLC的TCP/IP参数,并在上位机软件中配置相应的客户端或服务器设置。软件配置过程中,合理利用PLC的集成开发环境和通信诊断工具进行调试和监控非常关键。本节还将介绍一系列软件配置的技巧和最佳实践,包括如何利用PLC的内置功能进行通信测试和故障排除。
# 3. 汇川PLC软硬件协同开发策略
## 3.1 软硬件协同的设

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
汇川中型PLC编程手册:通信讲解专栏深入探讨了汇川PLC的通信技术,提供了一系列实用指南和技巧。专栏涵盖了从基础通信协议到复杂通信场景的策略实现,以及故障诊断、网络构建、延时优化、接口优化等各个方面。通过深入浅出的讲解和丰富的案例分析,专栏旨在帮助读者提升汇川PLC通信编程能力,提高系统集成效率,并解决常见的通信问题。专栏内容涵盖了通信协议选择、故障自动恢复、软硬件协同等实用技巧,为读者提供了全面的通信编程解决方案。
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
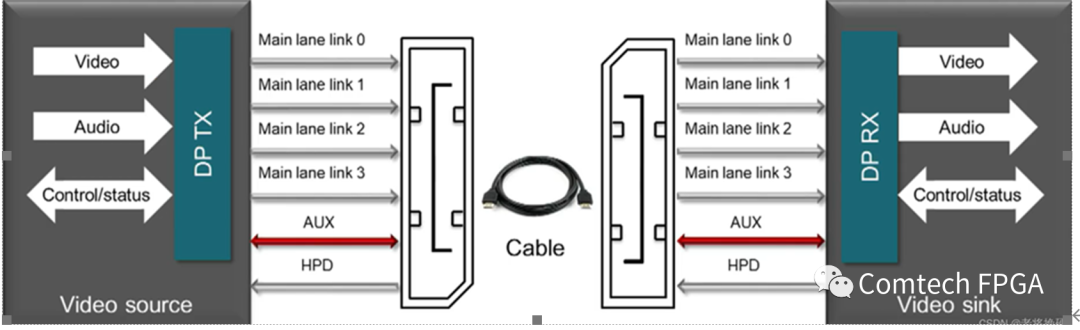
DisplayPort 1.4完全指南:揭秘行业标准演进与优化策略
# 摘要
DisplayPort 1.4作为数字显示接口标准的最新版本,为高速数据传输和多媒体内容提供了显著的技术提升。本文首先概述了DisplayPort 1.4的基本技术特点,接着深入探讨了其物理和协议层特性,包括高速传输通道、链路层改进、帧结构、压缩技术、多流传输及音频特性等。文章分析了DisplayPo
二维热传导方程:揭秘MATLAB数值分析与模拟高效技巧(附案例研究)
# 摘要
本文全面探讨了二维热传导方程的理论、数值分析与模拟实现,并强调了MATLAB在此过程中的应用。首先介绍了热传导方程的理论基础,然后详细讲解了如何使用MATLAB进行数值分析,包括其编程环境的配置、数值计算方法、以及图形数据的可视化。接着,本文深入阐述了如何通过MATLAB实现热传导方程的数值求解,包括离散化技术、编程实现和求解方法的优化。在模拟与分析章节中,本文讨论了模拟实验的设计、结果可视化与后处理,以及实际问题应用案例研究。此外,还提供了MATLAB高级技巧,如高级数值方法和编程技巧,以及复杂模型的案例研究。最后,文章展望了二维热传导方程研究的未来,包括新兴数值分析技术趋势、跨学
【SPEL+Ref75文档解析】:掌握SPEL语言关键特性,提升代码效率与质量
# 摘要
SPEL(Spring Expression Language)是一种功能强大的表达式语言,它提供了在运行时查询和操作对象图的能力。本文首先概述了SPEL语言的基础知识和关键特性,包括字面量、操作符、集合和数组操作以及类型和属性引用的使用。随后,文章探讨了SPEL在实际开发中的应用,如集成Spring框架、动态生成表达式以及
RH2288 V2 BIOS故障速查手册:诊断与解决常见问题的快速方法
# 摘要
本文全面介绍了BIOS的基础知识,并以RH2288 V2服务器为例,深入探讨了BIOS故障诊断的基础理论和实践应用。文章首先概述了BIOS的组成、功能以及常见故障分类,并详细分析了BIOS日志和错误代码。接着,通过具体步骤展示了如何解决RH2288 V2 BIOS启动问题、硬件检测与问题定位、以及由BIOS设置不当引起
打造专业级PDF:wkhtmltox自定义样式与布局完全指南

# 摘要
wkhtmltox是一个强大的开源工具,主要用于将HTML内容转换成PDF格式,广泛应用于数据报告、电子书生成和动态内容的打印输出。本文从wkhtmltox的介绍、基础使用、自定义样式技巧、高级布局技术以及进阶应用与案例分析五个方面,系统阐述了wkhtmltox在PDF
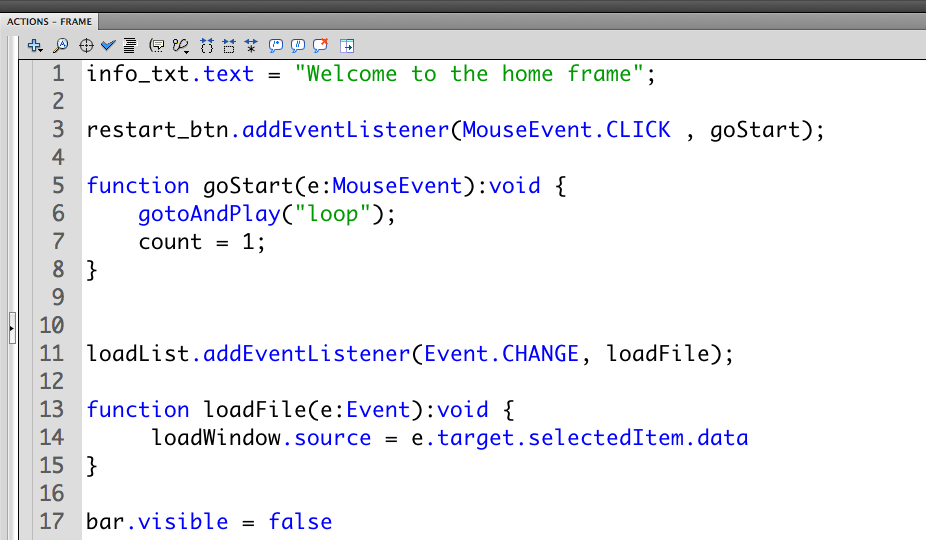
AS2.0编程速成课:5分钟掌握快速入门与核心技巧
# 摘要
本文全面介绍了AS2.0编程语言,从基础语法到高级应用,为读者提供了一个系统的学习路径。第一章概述了AS2.0语言的特点,为后续章节的学习打下基础。第二章详细讲解了AS2.0的基础语法元素、控制流程和面向对象编程的基础知识,帮助读者掌握编程的核心概念。第三章通过快速入门实践,指导读者如何搭建开发环境,掌握核心编程技巧,并进行调试与优化。第四章深入探讨了
Bootloader编程实战指南:雅特力MCU AT32F403快速入门与深入精通
# 摘要
Bootloader作为嵌入式系统启动过程中的关键组件,承担着初始化硬件并加载操作系统的重要职责。本文从基本概念和功能出发,深入探讨Bootloader的理论基础,包括其工作原理、内存管理机制以及与微控制器单元(MCU)的交互。随后,本文指导如何搭建开发环境,介绍编程实践和调试技巧,并探讨其高级应用,包括安全性设计、性能优化以及可扩展性设计。最后,通过案例分析,展
CanDiva高效工作秘籍:高级应用技巧全掌握

# 摘要
CanDiva是一款功能强大的项目管理工具,提供了全面的工作流管理和用户友好的界面设计。本文旨在详细介绍CanDiva的工作流概述、界面操作、高级功能探究以及项目实战技巧。文章首先概述了CanDiva的基本功能与操作,然后深入探讨了其高级功能,如宏命令、协作分享以及项目管理工具等。在此基础上,本文还分享了在复杂项目规划
【构建网络分析实验室】:PCAPdroid应用案例与实战演练

# 摘要
本文旨在介绍网络分析实验室的搭建及其应用,并通过PCAPdroid应用案例研究深入探讨网络监控、安全审计及性能分析的实际操作。文章首先概述了网络分析实验室的基本概念和结构,随后详细描述了PCAPdroid工具的功能、安装、配置以及在不同网络案例中的应用。进一步,本文深入分析了网络流量的基础知识,介绍了常用网络分析工具的使用方法,并通过实战演练演示了数
MATLAB函数句柄使用指南:如何动态创建单位阶跃函数
# 摘要
本文详细探讨了MATLAB函数句柄的基本概念、创建方法、应用实例,以及高级用法和性能优化技巧。首先,文章概述了函数句柄的定义、语法和与匿名函数的关系。接着,介绍了创建和使用函数句柄的技术,强调了函数句柄在算法设计和数值分析中的重要性。文章进一步阐述了函数句柄在实现单位阶跃函数中的应用,并讨论了动态生成与应用阶跃函数的方法。在高级用法章节,探讨了高阶函数和函数句柄在插值与拟合问题中的应用以及性能优化。最后,通过实践案例和问题分析,提供了函数句柄在工程应用中的实际运用和常见问题的解决方案,并展望了函数句柄在未来MATLAB版本中的改进和函数编程的研究前沿。
# 关键字
MATLAB;函
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )