AB-PLC指令集进阶指南
发布时间: 2024-12-15 04:59:28 阅读量: 12 订阅数: 11 

AB-PLC中文完整指令集.pdf
参考资源链接:[AB-PLC中文指令集详解](https://wenku.csdn.net/doc/5nh90dhmux?spm=1055.2635.3001.10343)
# 1. AB-PLC指令集概述
## 1.1 AB-PLC指令集简介
在自动化控制系统领域中,可编程逻辑控制器(PLC)扮演着至关重要的角色。AB PLC(Allen-Bradley PLC)是其中的佼佼者,广泛应用于各种工业自动化项目。AB PLC指令集作为其编程核心,提供了丰富的操作功能,使工程师能够针对不同应用需求进行灵活配置和控制。AB PLC指令集不仅包括了基本的逻辑操作,还包括用于数据处理、计时、计数以及更高级的控制指令,使得复杂的控制逻辑得以精确实现。
## 1.2 指令集的基本组成
基本指令集涵盖了从简单的逻辑操作到复杂数学运算的多种指令。基础逻辑指令是任何控制系统的基础,如AND、OR、NOT和XOR逻辑操作,这些指令对于创建决策和控制逻辑至关重要。而计时与计数指令则允许工程师实现定时器和计数器,以进行时间控制或对事件进行计数。高级控制指令则提供了更为复杂的操作,如PID控制、字符串处理等,进一步扩展了PLC的应用范围。
## 1.3 指令集的重要性
掌握AB-PLC指令集对于工程师来说是必须的,因为它直接影响到系统的设计、调试和优化。通过运用这些指令,工程师可以编写出高效、可靠且易于维护的控制程序。在接下来的章节中,我们将详细探讨这些指令的深入应用和编程实践,以及它们在工业物联网和未来发展趋势中的角色。
# 2. 基础指令深入解析
## 2.1 基本逻辑指令
### 2.1.1 逻辑与、或、非和异或的操作
逻辑指令是编程中不可或缺的一部分,尤其在工业自动化领域,它们构成了PLC程序逻辑的基础。AB-PLC提供了丰富的逻辑指令来完成各种控制需求。
- **逻辑与(AND)**:当两个条件同时满足时,结果为真。在AB-PLC中,可以使用“AND”指令实现逻辑与操作。例如,控制电机启动时,只有两个安全检测开关都闭合时,电机才会启动。
- **逻辑或(OR)**:两个条件中至少有一个满足时,结果为真。在AB-PLC中,使用“OR”指令来实现。比如在灯光控制系统中,当任一传感器检测到有人进入时,灯光则被点亮。
- **逻辑非(NOT)**:对一个条件进行否定。在AB-PLC中,使用“NOT”指令。如果一个安全门没有闭合,那么报警系统将被激活。
- **逻辑异或(XOR)**:当且仅当两个条件不同时,结果为真。AB-PLC中的“XOR”指令用于实现此类操作。
以AB-PLC的结构化文本(ST)为例,其语法可以表达为:
```plaintext
// AND 逻辑示例
IF StartButton AND StopButton THEN
Motor := TRUE;
END_IF;
// OR 逻辑示例
IF LightSensor OR MotionSensor THEN
Light := TRUE;
END_IF;
// NOT 逻辑示例
IF NOT SafetyDoor THEN
Alarm := TRUE;
END_IF;
// XOR 逻辑示例
IF SensorA XOR SensorB THEN
Indicator := TRUE;
END_IF;
```
### 2.1.2 边沿触发和脉冲生成指令
在控制逻辑中,经常需要检测输入信号的上升沿和下降沿,或者生成一定频率的脉冲信号。AB-PLC提供了边沿触发和脉冲生成指令来实现这些功能。
- **边沿触发**:通常有上升沿触发(P-Edge)和下降沿触发(N-Edge),在指令执行时,仅在输入信号状态发生变化时才进行响应。
- **脉冲生成**:用于产生一系列的脉冲,这些脉冲可以用来控制特定的输出或作为时序控制的信号。
在ST编程语言中,边沿触发可能被实现为一个特殊的数据结构,比如触发器,这依赖于具体的PLC型号和编程环境。脉冲生成则可能被内置为一个系统函数或指令。
```plaintext
// 伪代码示例,具体实现依据PLC型号可能有所不同
// 边沿触发示例
IF P-Edge(Sensor) THEN
// 当Sensor检测到上升沿时执行的逻辑
END_IF;
IF N-Edge(Sensor) THEN
// 当Sensor检测到下降沿时执行的逻辑
END_IF;
// 脉冲生成示例
Pulse := PulseGenerator(Period, Width);
```
## 2.2 数据操作指令
### 2.2.1 数据的比较、转换和传送
数据操作指令是用于在PLC中进行数据处理的工具,包括比较、转换和传送数据。这些指令使得PLC能处理来自传感器和控制设备的大量数据,并根据这些数据做出决策。
- **比较指令**:可以比较两个数值的大小,例如检查温度是否超过设定的安全值。
- **转换指令**:将数据从一种格式转换为另一种格式,比如将ASCII编码的字符串转换为数字。
- **传送指令**:用于在PLC的不同存储区域之间传输数据,这对于编程中数据的备份和恢复操作至关重要。
AB-PLC的结构化文本中可能包含如下表达方式:
```plaintext
// 比较操作
IF Temperature > SetTemperature THEN
Alarm := TRUE;
END_IF;
// 转换操作
Number := ToInt(Text);
// 传送操作
Destination := Source;
```
### 2.2.2 数据块和数组的处理
在复杂的工业控制场景中,处理大量数据时数据块和数组的操作至关重要。数据块可以看作是一组数据的集合,而数组则是数据块中的元素集合。
- **数据块操作**:涉及创建、初始化、读取和写入数据块。
- **数组操作**:在数据块中对数组进行处理,包括数组元素的增删改查、排序和搜索。
在AB-PLC中,这些操作可以这样实现:
```plaintext
// 数据块创建与操作
DataBlock DB1 := {Number: 0, Text: "Initial Value"};
// 数组处理
Array[2] := 1; // 设置数组第二个元素的值为1
```
## 2.3 计时与计数指令
### 2.3.1 定时器的设置和使用
定时器是PLC控制逻辑中常用的功能,用于按照设定的时间间隔执行特定任务,如延时启动设备、周期性检查等。
- **定时器的设置**:包括设定定时器的时间基准(如毫秒、秒等)和定时器的预设时间。
- **定时器的使用**:通过读取定时器的状态和当前值来决定何时触发特定的动作。
AB-PLC的ST语言实现定时器可能如下:
```plaintext
// 定时器设置和使用示例
Timer T1 : Timer(PT:=T#5s); // 设置T1为5秒定时器
IF T1.Q THEN
// 当T1计时完成时执行的逻辑
END_IF;
```
### 2.3.2 计数器的配置和计数逻辑
计数器通常用于计数事件的发生次数,比如计算通过某个传感器的物体数量或者计算一定时间段内发生的特定事件次数。
- **计数器的配置**:设定计数器的预设值,可以是向上计数或向下计数。
- **计数逻辑**:通过检查计数器的当前值来决定何时达到预设值,并执行相应的逻辑。
在AB-PLC中,计数器的实现可以是:
```plaintext
// 计数器配置和使用示例
Counter C1 : Counter(PV:=10); // 设置C1计数到10
IF C1.CV >= C1.PV THEN
// 当C1计数值达到10时执行的逻辑
END_IF;
```
通过这些基础指令的深入解析,可以更好地理解如何在AB-PLC编程中实现控制逻辑的基本构建块。基础指令是实现任何复杂自动化系统不可或缺的基础,熟练掌握它们对于任何PLC程序员来说都是至关重要的。接下来的章节将进一步探讨高级控制指令的应用,以及如何将这些指令应用于实际的编程实践和项目中。
# 3. 高级控制指令应用
在第二章,我们探讨了基础指令集的深入解析,而在本章中,我们将目光转向高级控制指令,它们是自动化工程师在复杂项目中完成高级控制任务的利器。这些指令不仅提供了实现复杂算法的能力,也允许工程师在面对各种控制需求时具备更深层次的自定义和优化空间。
## 3.1 高级数学运算指令
### 3.1.1 浮点数运算和高级数学函数
浮点数运算是工业自动化中不可或缺的一部分。在控制系统中,经常会遇到需要进行浮点数计算的情况,比如温度转换、流量计算等。AB-PLC指令集提供了诸如加、减、乘、除等基本浮点数运算指令,同时还包括了高级数学函数如对数、指数、平方根等。
```ab-plc
// 示例代码:使用浮点数运算指令
// 假设我们有两个浮点数存储在DINT类型的变量中
DINT a := 123.456;
DINT b := 78.910;
// 将DINT变量转换为REAL类型进行计算
REAL fa := FLOAT_TO_REAL(a);
REAL fb := FLOAT_TO_REAL(b);
// 浮点数加法
REAL sum := fa + fb;
// 浮点数乘法
REAL product := fa * fb;
// 获取平方根
REAL sqrt := SQRT(product);
// 将结果转换回DINT类型
DINT result := REAL_TO_FLOAT(sum);
```
这段代码首先将DINT类型的变量转换为REAL类型,然后进行加法和乘法运算,并使用SQRT函数计算乘积的平方根。运算结束后,将结果转换回DINT类型以存储或进一步使用。
### 3.1.2 三角函数和指数运算的实现
除了基本数学运算外,AB-PLC还支持多种三角函数,例如正弦(SIN)、余弦(COS)和正切(TAN),以及指数函数(EXP),这些函数对于执行更复杂的数学建模和信号处理非常有用。
```ab-plc
// 示例代码:使用三角函数和指数函数
// 假设角度值存储在REAL类型的变量中
REAL angle := 3.14; // 弧度值
// 计算正弦值
REAL sine := SIN(angle);
// 计算余弦值
REAL cosine := COS(angle);
// 计算指数值
REAL exponent := EXP(angle);
// 可以进一步使用这些值进行复杂计算
```
在上述代码中,我们使用了角度值来计算三角函数的值,并演示了如何得到指数结果。这些结果可以被进一步用于如逆三角函数计算、波形生成等复杂应用。
## 3.2 字符串和文本处理指令
### 3.2.1 字符串的搜索和替换
字符串处理是高级编程中的另一个重要方面。在自动化控制领域,我们经常需要处理诸如日志文件、用户输入或网络数据等文本数据。AB-PLC提供了一系列字符串处理指令,例如搜索(SEARCH)、替换(REPLACE)以及字符串长度计算等。
```ab-plc
// 示例代码:字符串搜索和替换
// 假设我们有字符串变量"originalText"
STRING originalText := "The quick brown fox jumps over the lazy dog.";
// 搜索特定子字符串
INT searchResult := SEARCH(originalText, "fox");
// 替换文本中的子字符串
STRING replacedText := REPLACE(originalText, "fox", "cat");
// 输出搜索结果和替换后的文本
```
这段代码演示了如何在字符串中搜索特定子字符串,并将"fox"替换成"cat"。搜索函数返回子字符串在原字符串中的位置,而替换函数则生成新的字符串。
### 3.2.2 文本格式化和数据编码
除了简单的搜索和替换功能,AB-PLC也支持更复杂的文本格式化和数据编码任务。编码转换如ASCII、HEX与字符串之间的转换,数据的十六进制编码,或是二进制到字符串的转换都是通过这些指令实现的。
```ab-plc
// 示例代码:文本格式化和数据编码
// ASCII编码转换到字符串
BYTE ASCIIValue := 65; // 'A'
STRING ASCIIString := BYTE_TO_STRING(ASCIIValue);
// 十六进制字符串到数值的转换
STRING hexValue := "0x1F";
INT numericValue := HEX_TO_INT(hexValue);
// 字符串到十六进制编码的转换
STRING convertedHex := STRING_TO_HEX(originalText);
// 二进制到字符串的转换
BIT-array binaryValue := B#10101010;
STRING binaryString := BIT_TO_STRING(binaryValue);
// 输出转换结果
```
在上述代码中,我们展示了如何进行数据类型之间的转换,从单个字符的ASCII编码转换到字符串,从十六进制字符串转换为数值,将原字符串转换为十六进制编码,以及将二进制数组转换为字符串。
## 3.3 特殊功能指令
### 3.3.1 PID控制指令及其应用
在自动化控制中,PID(比例-积分-微分)控制指令是实现精确控制的标准工具。AB-PLC提供PID控制指令集,允许工程师轻松实现PID控制循环。
```ab-plc
// 示例代码:PID控制指令的应用
// 假设有一个过程控制需要PID调节
PID_controller PID := NEW PID_controller();
// 设置PID参数
PID.SetPoint := 100.0; // 设定目标值
PID.Kp := 2.0; // 比例增益
PID.Ki := 0.5; // 积分增益
PID.Kd := 1.0; // 微分增益
// 在控制循环中调用PID指令
REAL output := PID.Compute(REAL_TO_FLOAT(measuredValue));
// 将计算结果应用于过程控制
```
上述代码展示了创建一个PID控制器的实例,并为它设置关键参数。然后在一个控制循环中调用PID指令,根据实际测量值和设定目标值计算输出值,进而应用到实际的过程控制中。
### 3.3.2 高级通讯协议支持指令
在现代自动化系统中,与外部设备的通讯变得越来越重要。AB-PLC指令集中包含了支持多种工业通讯协议的指令,如Modbus, Ethernet/IP, Profinet等。
```ab-plc
// 示例代码:高级通讯协议支持指令
// 假设我们需要通过Modbus通讯协议从一个设备读取数据
// 创建Modbus通讯实例
ModbusMaster master := NEW ModbusMaster();
// 设置设备地址和寄存器地址
master.SetDeviceAddress(1);
master.SetRegisterAddress(100);
master.SetRegisterQuantity(10);
// 执行读取操作
master.Read();
// 检查读取操作是否成功并处理数据
IF master.Error = 0 THEN
// 操作成功,处理数据
ARRAY[1..10] OF INT registers := master.ReadBuffer;
ELSE
// 处理通讯错误
// ...
END_IF;
```
在此代码中,我们创建了一个Modbus通讯实例,并设置了设备地址、寄存器地址以及寄存器数量。之后执行读取操作,并根据读取结果进行错误检查或数据处理。
这些高级控制指令的深入应用是自动化工程师在面对日益增长的控制系统复杂性时所不可或缺的技能。在接下来的章节中,我们将进一步深入探讨AB-PLC指令集的编程实践和在实际工程中的应用案例。
# 4. ```
# 第四章:AB-PLC指令集的编程实践
## 4.1 结构化文本编程
### 4.1.1 ST语言基本结构和语法
结构化文本(Structured Text, ST)是IEC 61131-3标准中定义的一种高级编程语言,它类似于Pascal、C和其他高级编程语言。ST语言特别适合于执行复杂的算法和数学运算,是AB-PLC指令集中不可或缺的一部分。
ST语言的基本语法元素包括变量声明、数据类型、控制结构、函数和程序。下面是一个简单的ST语言示例,演示了一个计时器功能块的定义和使用:
```plc
PROGRAM Main
VAR
myTimer: TON; // TON是计时器功能块
END_VAR
// 初始化计时器
myTimer(IN:=TRUE, PT:=T#5s);
// 检查计时器是否完成
IF myTimer.Q THEN
// 执行计时器完成后的动作
// ...
END_IF;
```
### 4.1.2 数据抽象与功能块应用
数据抽象在ST语言中是通过类型和变量的定义来实现的,功能块则提供了数据封装和模块化编程的能力。功能块可以包含内部状态、局部变量、输入和输出参数,这些都可以独立于程序的其他部分进行操作。
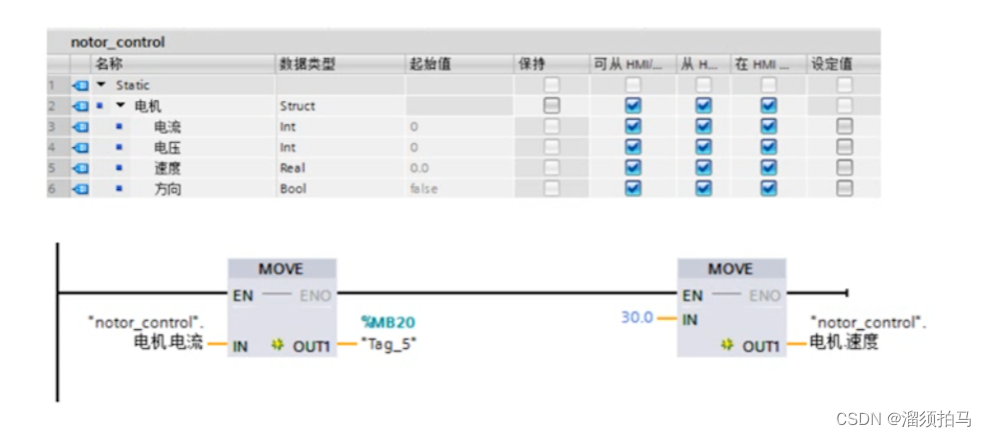
以下是一个功能块的示例,它封装了对电机控制的逻辑:
```plc
FUNCTION_BLOCK MotorControl
VAR_INPUT
StartCommand : BOOL; // 启动命令
StopCommand : BOOL; // 停止命令
END_VAR
VAR_OUTPUT
MotorState : BOOL; // 电机状态
END_VAR
VAR
MotorTimer : TON; // 内部计时器
END_VAR
MotorTimer(IN:=StartCommand, PT:=T#5s);
IF MotorTimer.Q THEN
MotorState := NOT MotorState;
MotorTimer(IN:=FALSE); // 重置计时器
END_IF;
IF StopCommand THEN
MotorState := FALSE;
END_IF;
```
在实际应用中,可以创建复杂的功能块网络,每个功能块执行特定的功能,然后将这些功能块组合成更大的系统。
## 4.2 指令集在实际问题中的应用
### 4.2.1 工程案例分析
通过分析一个典型的工程案例,可以展示AB-PLC指令集在解决实际问题中的应用。假设有一个需要控制物料分拣系统的需求,该系统需要根据传感器输入决定物料是被分拣到左边还是右边。
```plc
PROGRAM MaterialSorter
VAR
SensorLeft, SensorRight : BOOL; // 左右传感器信号
ConveyorMotor : BOOL; // 传送带电机控制
SortLeft, SortRight : BOOL; // 左右分拣器控制
END_VAR
IF SensorLeft THEN
SortLeft := TRUE;
SortRight := FALSE;
ELSIF SensorRight THEN
SortLeft := FALSE;
SortRight := TRUE;
ELSE
// 如果两边都没信号,停止传送带和分拣器
ConveyorMotor := FALSE;
SortLeft := FALSE;
SortRight := FALSE;
END_IF;
ConveyorMotor := SortLeft OR SortRight; // 只有在分拣时才开启传送带
```
### 4.2.2 故障排除与性能调优
在实际的生产环境中,AB-PLC程序可能会出现各种问题,比如程序运行不稳定、I/O响应迟缓或逻辑错误等。故障排除通常从日志分析开始,利用PLC内置的诊断功能和编程软件的工具来定位问题。
```plc
PROGRAM FaultDiagnosis
VAR
DiagnosticLog : ARRAY[1..10] OF STRING; // 诊断日志数组
FaultFound : BOOL; // 故障标识
END_VAR
// 检测程序中的逻辑错误并记录到日志
// ...
// 在线性能调优
// ...
// 基于诊断日志进行故障分析和处理
IF FaultFound THEN
// 检查诊断日志并采取相应措施
FOR i := 1 TO 10 DO
IF DiagnosticLog[i] <> '' THEN
// 处理每个记录的日志
// ...
END_IF;
END_FOR;
END_IF;
```
## 4.3 指令集优化与维护
### 4.3.1 指令集的性能评估
性能评估是确定程序效率和资源利用率的过程。评估可以基于执行时间、内存使用、CPU负载等因素。AB-PLC提供了许多工具来帮助开发者进行性能评估,比如使用诊断数据块(Diagnostic Data Block, DDB)来监测程序运行时的资源使用情况。
```plc
PROGRAM PerformanceEvaluation
VAR
DDB : DINT; // 诊断数据块的句柄
ExecutionTime : TIME; // 程序执行时间
CPUUsage : REAL; // CPU使用率
END_VAR
// 读取诊断数据块中的性能指标
DDB := READ_DDB(...);
ExecutionTime := DDB.ExecutionTime;
CPUUsage := DDB.CPUUsage;
// 判断性能指标是否在可接受范围内
IF ExecutionTime > T#100ms THEN
// 执行时间过长,需要优化
// ...
END_IF;
IF CPUUsage > 90.0 THEN
// CPU负载过高,进行性能调优
// ...
END_IF;
```
### 4.3.2 指令集的升级与迁移策略
随着技术的发展,可能会出现对原有AB-PLC指令集的升级需求。升级过程中,确保系统稳定性是至关重要的,因此需要制定详细的迁移策略,这包括指令集兼容性检查、软件版本控制和测试验证。
```plc
PROGRAM MigrationStrategy
VAR
MigrationRequired : BOOL; // 是否需要迁移
CurrentVersion, NewVersion : STRING; // 当前和新版本信息
CompatibilityCheckResult : BOOL; // 兼容性检查结果
END_VAR
MigrationRequired := (CurrentVersion <> NewVersion);
CompatibilityCheckResult := CheckCompatibility(CurrentVersion, NewVersion);
IF MigrationRequired AND CompatibilityCheckResult THEN
// 执行指令集迁移
// ...
ELSE
// 如果存在兼容性问题或不需要迁移,则不执行
// ...
END_IF;
```
通过以上案例分析、故障排除和性能调优,以及指令集升级和迁移策略的制定,开发者可以更有效地利用AB-PLC指令集应对实际工程中的挑战,并确保系统的长期稳定运行。
```
# 5. ```
# 第五章:AB-PLC指令集与工业物联网
## 5.1 工业物联网简介
### 5.1.1 IIoT的基本概念和架构
工业物联网(Industrial Internet of Things,IIoT)是物联网(Internet of Things,IoT)的一个分支,专注于工业应用和制造环境。IIoT的目的是通过将传感器、设备、机器和系统集成到智能网络中,从而实现增强的数据交换和自动化。IIoT利用先进的数据分析、机器学习和人工智能技术,来实现更高效的操作和维护过程。
在IIoT的架构中,AB-PLC扮演了关键角色。作为工业自动化领域的重要组成部分,AB-PLC不仅负责控制设备的实际操作,而且能够作为数据收集和处理的节点。通过与传感器和执行器的直接通信,AB-PLC可以快速做出决策,响应实时事件,并将数据上传至中央处理系统。
```mermaid
graph LR
A[传感器与执行器] -->|收集数据| B[AB-PLC]
B -->|控制信号| C[机器与设备]
B -->|处理数据| D[数据上传至云平台]
E[中央处理系统] -->|指令下达| B
F[用户界面] -->|监控与交互| E
```
### 5.1.2 AB-PLC在IIoT中的角色和功能
AB-PLC在IIoT中的角色不仅仅是控制层的执行者,它还是连接物理世界和数字世界的桥梁。AB-PLC具备强大的指令集,这些指令集允许它执行复杂的控制逻辑和数据处理,同时与其他IIoT组件通信。
AB-PLC的功能主要包括实时数据采集、设备监控、远程控制、数据分析和故障诊断等。借助于高级的通信功能,如以太网、Wi-Fi或专有无线协议,AB-PLC可以将数据发送到本地或远程的服务器。这些数据可以用于监测设备的健康状态,优化生产流程,甚至预测性维护。
## 5.2 集成与通信
### 5.2.1 AB-PLC与其他IIoT设备的集成
AB-PLC与IIoT设备的集成是实现工业自动化和智能化的基础。AB-PLC通过各种通信模块和接口,能够轻松集成到现有的IIoT环境中。例如,它可以通过Modbus协议与温控器、流量计等其他工业设备通信,通过OPC UA与工业计算机软件集成,或者通过Allen-Bradley的EtherNet/IP实现与同品牌设备的无缝连接。
在实际集成过程中,通常需要对PLC进行配置,设置正确的IP地址、端口号等网络参数,确保与IIoT设备间的可靠连接。此外,还需要根据具体的应用场景编写或调整PLC程序,使其能够正确处理接收到的数据和指令。
### 5.2.2 通信协议的选择和应用
在IIoT项目中,选择合适的通信协议至关重要。通信协议影响数据传输的效率、安全性和互操作性。AB-PLC支持多种工业通信协议,包括但不限于以下几种:
- EtherNet/IP: 一种工业以太网通信协议,用于实时工业自动化应用。
- Modbus: 一个广泛应用于工业环境的通信协议,支持串行和以太网传输。
- Profibus: 一种用于过程自动化和制造自动化系统的现场总线协议。
- OPC UA: 一个跨平台、面向服务的架构,支持工业设备和应用程序之间的统一通信。
根据项目的具体需求,如带宽、实时性、安全性等因素,选择最合适的通信协议至关重要。AB-PLC在支持这些协议的同时,还提供了灵活的编程接口,使得开发者可以轻松地在PLC程序中集成这些协议。
## 5.3 案例研究:IIoT项目实施
### 5.3.1 项目规划与实施步骤
实施一个成功的IIoT项目需要详细的规划和执行步骤。以下是项目规划和实施的主要步骤:
1. **需求分析与目标设定** - 确定项目的目标和预期成果,以及如何通过集成AB-PLC和IIoT设备来实现这些目标。
2. **选择合适的技术和设备** - 根据需求,选择合适的PLC型号、传感器、执行器和其他IIoT设备。
3. **系统设计和架构开发** - 设计系统的整体架构,包括数据流、设备布局和通信网络。
4. **配置和编程** - 在AB-PLC上进行编程,配置网络参数,并将PLC集成到整个IIoT网络中。
5. **部署和测试** - 在生产环境中部署系统,并进行全面测试,确保系统按预期运行。
6. **维护和优化** - 监控系统性能,收集反馈,并根据需要进行调整和优化。
### 5.3.2 成功案例分析与经验分享
一个成功的案例是某制造业巨头的智能工厂项目。该项目利用AB-PLC作为自动化的核心,集成各种传感器和执行器,实现了生产流程的实时监控和控制。通过使用EtherNet/IP和OPC UA协议,AB-PLC能够与其他设备和系统无缝通信,收集关键性能指标,并进行智能分析。
这个案例的关键成功因素包括:
- **明确的目标和计划** - 对于整个IIoT项目有清晰的目标和详细的规划。
- **适合的技术选型** - 选择符合工厂需求的PLC型号和传感器。
- **灵活的系统架构** - 设计了可扩展的系统架构,易于集成未来的技术。
- **强大的技术支持团队** - 有一个经验丰富的技术支持团队,能够快速解决实施过程中的问题。
- **持续的优化和升级** - 对系统进行定期的评估和升级,确保其始终处于最佳状态。
通过这个案例,我们可以看到,通过将AB-PLC的指令集与IIoT技术相结合,可以实现制造业的智能化转型,提高生产效率,降低运营成本,并增强竞争力。
```
# 6. AB-PLC指令集的未来发展
随着工业自动化和智能制造的快速发展,可编程逻辑控制器(PLC)作为工业自动化的核心部件,其指令集也在不断地更新与优化,以适应新的技术挑战和市场需求。本章节将深入探讨AB-PLC指令集在未来发展趋势中的关键方向,包括智能制造与自动化趋势、指令集的标准化与开放性,以及指令集的创新与研发。
## 6.1 智能制造与自动化趋势
### 6.1.1 新兴技术对PLC指令集的影响
随着物联网、人工智能、大数据分析等技术的融合,PLC指令集的演进与新兴技术紧密相关。例如,物联网技术的应用要求PLC具备更高效的网络通信能力,以便于数据的采集、处理和传输。在人工智能领域,PLC需要支持更加智能的数据处理和决策功能,如机器学习算法的集成和边缘计算能力。
### 6.1.2 指令集在智能制造中的应用前景
智能制造对设备的响应速度、精度和智能化程度提出了更高的要求。未来的PLC指令集将更多地融入预测性维护、自适应控制、机器人与PLC的协同控制等技术,实现生产线的智能化管理和优化。指令集需要支持模块化和功能化的设计,使得系统能够灵活应对多样化的应用场景。
## 6.2 指令集的标准化与开放性
### 6.2.1 标准化趋势对PLC指令集的影响
工业标准化组织正致力于制定统一的PLC指令集标准,以实现不同品牌和型号的PLC之间的互操作性。这种标准化将降低不同系统集成时的复杂性,提高自动化系统的可靠性。同时,标准化也有利于跨行业和跨领域的技术共享,推动整个自动化行业的技术进步。
### 6.2.2 开放性与互操作性的重要性
随着工业自动化系统的复杂度提升,系统间的互操作性变得至关重要。开放性意味着PLC指令集可以被不同供应商的设备或软件所支持,促进了创新和竞争。PLC制造商正在努力开发更加开放的系统,以提供更广泛的接口和协议支持,从而让工程师能够更容易地设计和实施复杂的应用。
## 6.3 指令集的创新与研发
### 6.3.1 研发新指令的必要性和挑战
为了满足快速变化的工业需求,研发新的指令集是必要的。新指令需要能够支持更加复杂和高级的控制策略,同时还要保证易用性和效率。研发新指令面临的挑战包括与现有系统的兼容性、对工程师专业技能的新要求,以及确保新指令的安全性和可靠性。
### 6.3.2 技术创新对指令集的推动作用
技术革新为PLC指令集的创新提供了动力。例如,云计算和大数据技术的应用让PLC可以实时分析生产数据,进而指导决策。在这一过程中,PLC指令集将向着更加智能化、网络化和模块化的方向发展,支持云计算平台的数据交换和处理。
AB-PLC指令集的未来发展呈现出多方向的拓展可能性,智能制造和自动化趋势为指令集的应用开辟了新的场景,标准化和开放性是确保不同系统间互操作性和促进技术创新的重要基石。技术创新则对PLC指令集的持续更新提出了要求,推动着工业自动化领域的发展步伐。未来PLC指令集的创新和应用,将引领着自动化技术的发展方向,同时也对工程师提出了更高的技术要求。

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
本专栏全面介绍了 AB-PLC 中文完整指令集,为自动化工程师提供了一份宝贵的资源。专栏深入探讨了高级编程技巧、最佳实践、故障排除方法和自动化集成策略。它还展示了 AB-PLC 指令集在汽车、制造、农业、物流、能源管理、水处理、食品加工和化工等各个行业的广泛应用。通过深入分析和实际案例,本专栏旨在帮助工程师充分利用 AB-PLC 指令集,优化自动化系统,提高生产力和效率。
专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【集成电路ERC检查】:彻底揭秘设计质量与可靠性提升的黄金法则
# 摘要
集成电路的电气规则检查(ERC)是确保电路设计符合行业标准和避免电气故障的关键步骤。本文首先概述了ERC检查的重要性,并详细介绍了其理论基础,包括ERC的定义、设计规则制定原则以及可靠性设计的理论与实践方法。随后,本文探讨了ERC检查在实际应用中的工具选择、规则实现以及流程管理。进一步,文章分析了ERC检查在提升设计质量与电路可靠性方面的应用,并通过案例分析展示了
【物联网开发者必备】:DS2431数据交互与STC15W204S单片机的完美契合

# 摘要
本文详细介绍了DS2431和STC15W204S的技术原理、功能特性以及它们在实践中的应用。首先,对DS2431的组成、工作原理、通信协议和STC15W204S的架构、性能特点以及开发环境进行了理论上的探讨。随后,通过硬件连接、初始化、数据读写操作等实践
FactoryTalk View ME界面设计:5个最佳实践帮你打造直观体验

# 摘要
本文全面介绍了FactoryTalk View ME(Machine Edition)的界面设计和用户交互优化策略。首先概述了FactoryTalk View ME的基础知识及其界面设计理念。接着,深入探讨了界面设计的最佳实践,包括布局逻辑、视觉元素以及动画和反馈机制的应用。文章还详述了用户交互和操作的优化方法,特别是在按
【界面自定义与故障诊断】:台达TP04G-AS2的进阶操作与问题快速解决

# 摘要
本文首先介绍了台达TP04G-AS2控制器的基本概况及界面自定义的基础知识,随后深入探讨了界面自定义的技巧,包括布局、元素定制以及编程和优化以提升用户体验。接着,文章转向故障诊断原理与方法的研究,涵盖了系统诊断工具、实时监控技术以及真实案例分析。此外,本文还提出了故障快速解决策略,包括故障定位、快速修复以及预防性维护计
电梯控制系统中的物联网技术应用:揭秘智能建筑中的创新监控技术
# 摘要
随着物联网技术的发展,其在电梯控制系统中的集成应用变得日益广泛。本文首先介绍了物联网技术的基础知识及其在电梯控制中的作用。接着,详细探讨了电梯控制系统的设计原理,包
【GridPro终极入门宝典】:新手必读,从零开始构建企业级应用
# 摘要
GridPro作为一种企业级应用,提供了全面的理论基础、详细的安装配置指南、以及一系列核心功能和高级应用开发策略。本文从架构设计、数据模型、安全机制等基础理论入手,详细阐述了GridPro如何通过特有的组件和处理策略实现高效的数据管理和强大的安全保护。紧接着,介绍了安装前的准备工作、基本与高级配置方法,以及集群部署
FANUC机器人与康耐视智能相机同步通信:技术细节和解决方案全解析

# 摘要
随着工业自动化技术的快速发展,FANUC机器人与康耐视智能相机的同步通信技术在提升生产效率和系统稳定性方面起到了至关重要的作用。本文首先概述了FANUC机器人与康耐视智能相机同步通信的基本概念,然后详细介绍了FANUC机器人控制系统的基础知识及其编程控制,以及康耐视智能相机的图像处理技术和编程通信方式。在同步通信的实现与优化策略章节,本文深入探讨了同步通信
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )