【AB-PLC中文指令集:专家实战技巧】:从入门到精通的进阶之路
发布时间: 2024-12-28 03:54:24 阅读量: 60 订阅数: 26 

# 摘要
本文针对AB-PLC中文指令集进行了全面的探讨,涵盖基础操作、高级编程技巧以及项目实战案例分析。首先介绍了AB-PLC中文指令集的基础知识、硬件与软件构成、基础指令集和简单的编程实践。随后,深入分析了数据结构与算法在PLC编程中的应用,通信与网络编程的高级技巧,以及高级功能模块的使用。通过工业自动化项目的案例分析,展示指令集在实际应用中的效果,并讨论了项目优化和维护的经验。最后,展望了AB-PLC中文指令集的未来,强调其在工业物联网和人工智能方面的技术发展趋势和指令集的持续演进。
# 关键字
AB-PLC;指令集;编程技巧;数据结构;通信协议;工业自动化
参考资源链接:[AB-PLC中文指令详解:从基础到高级](https://wenku.csdn.net/doc/1r6a15dgo2?spm=1055.2635.3001.10343)
# 1. AB-PLC中文指令集概述
## 1.1 AB-PLC中文指令集简介
AB-PLC中文指令集是罗克韦尔自动化公司推出的面向中小型自动化应用的编程语言,它允许工程师使用中文字符和符号进行编程,从而提高开发效率和可读性。该指令集覆盖从基础逻辑控制到复杂算法实现的广泛功能,并支持在多种硬件平台上的部署和应用。
## 1.2 中文指令集的特点
中文指令集的推出,降低了编程门槛,尤其对非英语母语的工程师来说,极大地简化了编程学习曲线。它的设计遵循了编程语言的直观性和逻辑性,使开发者能够快速理解和应用。与此同时,该指令集还保留了高级编程功能,如数据处理、通信和高级算法等,确保了在满足复杂工业需求上的灵活性和强大能力。
## 1.3 中文指令集的应用场景
由于中文指令集具有易于学习和编程的优势,它特别适合用于教育、中小型企业自动化以及快速原型开发等领域。同时,它也适用于需要进行快速部署和维护的场景,例如远程控制和监控系统,或者在项目实施过程中,需要技术文档翻译为中文以方便本地化支持的场合。
通过上述章节内容,我们对AB-PLC中文指令集有了一个初步的认识。下一章节将深入探讨PLC的基础操作与指令解析,帮助读者更好地理解如何使用这些指令来实现自动化项目中的实际需求。
# 2. AB-PLC基础操作与指令解析
## 2.1 PLC硬件与软件基础
### 2.1.1 硬件组成及其作用
可编程逻辑控制器(PLC)是一种用于自动化控制的工业数字计算机,它根据用户程序来控制机械或生产过程。AB-PLC作为其中一种品牌,其硬件构成对于理解整体工作原理至关重要。AB-PLC的硬件主要由以下几个部分组成:
- **中央处理单元(CPU)**:这是PLC的核心部件,负责执行用户编写的程序,处理输入和输出信号。
- **输入/输出模块(I/O)**:PLC通过输入模块接收现场信号,比如传感器、开关等的信号,通过输出模块控制执行器件,如继电器、驱动器等。
- **电源模块**:为PLC系统和外围设备提供稳定的电源。
- **通信模块**:用于PLC与其它设备或系统进行数据通信,可能包括以太网、串行通信、现场总线等接口。
理解各部件的功能有助于我们更好地进行问题诊断、系统升级和维护。
### 2.1.2 软件环境配置与使用
AB-PLC通常配备一套专门的编程软件,如RSLogix或Studio 5000,用于编写、模拟和下载程序到PLC硬件中。配置软件环境通常包括以下步骤:
1. 安装PLC编程软件。
2. 创建新项目,并选择合适的PLC型号。
3. 配置PLC的I/O模块及其地址。
4. 编写控制逻辑,这涉及到使用软件中的梯形图、功能块图或结构化文本等编程语言。
5. 使用模拟功能进行程序测试。
6. 将编写好的程序下载到PLC,并进行实际应用。
软件的使用包括编写、调试、监控和维护PLC程序,是工程师日常工作的重要组成部分。
## 2.2 指令集基础
### 2.2.1 常用基础指令介绍
PLC的指令集包含了多种用于控制的指令,AB-PLC的指令集同样丰富。以下是一些基础的指令:
- **继电器控制指令**:如`LD`(加载)、`OUT`(输出)等用于实现简单的开关控制。
- **定时器指令**:如`TON`(定时器接通延时)和`TOF`(定时器断开延时)用于控制时间相关的逻辑。
- **计数器指令**:如`CTU`(向上计数器)和`CTD`(向下计数器)用于进行计数操作。
这些基础指令是PLC编程的基石,是实现复杂控制逻辑的起点。
### 2.2.2 指令集的结构与分类
指令集按照功能可分类为:
- **逻辑控制指令**:用于处理简单的逻辑判断,如与(AND)、或(OR)、非(NOT)。
- **数据操作指令**:用于数据的移动、比较、转换等操作。
- **程序控制指令**:用于程序的循环、跳转、子程序调用等。
- **高级功能指令**:涉及特定应用的高级指令,如PID控制、通信处理等。
通过指令集的合理运用,我们可以构建灵活多变的控制逻辑来满足不同的工业需求。
## 2.3 编程实践:简单逻辑控制
### 2.3.1 开关量控制逻辑的编写
编写开关量控制逻辑是PLC编程的基础,下面通过一个简单的示例来说明如何实现一个继电器的控制逻辑。
假设有一个简单的控制要求:当开关A闭合时,继电器K吸合,否则继电器断开。使用梯形图编程语言,可编写如下逻辑:
```plaintext
+----[ ]----+( )----+
| A | K |
+-----------+------+
```
以上代码块中,`[ ]`表示常闭触点,`( )`表示线圈。A的闭合状态控制着K线圈的吸合。
在实际编写时,程序将被翻译成类似下面的指令代码:
```plaintext
LD A
OUT K
```
### 2.3.2 模拟量处理与显示
在自动化控制系统中,模拟量(如温度、压力、流量等)的处理也非常重要。假设需要对一个温度传感器的模拟信号进行处理并显示在操作面板上,步骤可能包括:
1. 读取传感器的模拟输入信号。
2. 进行必要的量程转换,使其落在PLC能处理的范围内。
3. 将转换后的数据发送到操作面板。
以上步骤在编程中可能会使用到如`MOV`(数据移动)、`MUL`(乘法)等指令。
对于显示,需要将处理后的数据通过通信指令发送到HMI(人机界面)上,这通常涉及到特定的通信指令集,比如`DATTABLE`和`TO HMI`。
通过这些编程实践,我们可以掌握PLC基础操作和指令的使用,并应用到实际的工业控制中去。
# 3. AB-PLC高级编程技巧
在深入了解AB-PLC中文指令集的基础之上,本章将探讨如何运用高级编程技巧来解决复杂的工业控制问题。高级编程技巧不仅限于编写更复杂的代码,也包括如何优化程序以提高效率和可靠性。我们将从数据结构与算法的应用开始,逐步深入到通信与网络编程,最后探讨高级功能模块的深入使用。
## 3.1 数据结构与算法应用
### 3.1.1 数组与字符串操作
在PLC编程中,数组和字符串的应用非常广泛,它们能够有效地组织和处理大量的数据。不同于传统编程语言,AB-PLC中的数组和字符串操作有其特殊性。数组可以用来存储连续的输入或输出值,而字符串则通常用于文本信息的处理。
一个常见的应用场景是生产线上多个传感器的读取。假设我们有一条生产线,上面有多个温度传感器,我们需要对这些传感器的读数进行分析,以判断是否存在异常。
```plc
// 假设 DB1 是一个包含 10 个整数的数组,用来存储温度传感器的读数
// DB1.DBW0 到 DB1.DBW18 分别存储 10 个传感器的温度值
// 读取传感器数据
FOR i := 0 TO 9 DO
DB1.DBW[i*2] := Temp_Sensor[i].Value;
END_FOR
// 进行简单的异常检测
FOR i := 0 TO 9 DO
IF DB1.DBW[i*2] > High_Temperature THEN
Activate_Alarm();
END_IF
END_FOR
```
上述代码块通过FOR循环读取传感器数据,并将它们存储在DB1数组中。之后再次通过循环检测每个读数是否超出设定的高温阈值,如果超出,则激活报警。
### 3.1.2 高级算法实现与优化
在PLC编程中,高级算法不仅包括常见的数学计算,还包括一些特定场合下的复杂逻辑。一个典型的例子是PID控制器的实现。PID控制器广泛应用于工业控制过程中,用以自动调节控制对象(如温度、压力、流量等)到期望的设定值。
```plc
// PID控制器的实现步骤
// 1. 计算偏差值(设定值 - 实际值)
// 2. 计算P(比例)、I(积分)、D(微分)项
// 3. 计算PID控制器的输出(输出 = P + I + D)
// 假设 SetPoint 是设定值,ActualValue 是实际值,Proportional、Integral 和 Derivative 分别为比例、积分、微分系数
Error := SetPoint - ActualValue;
Proportional := Error;
Integral := Integral + Error;
Derivative := Error - Last_Error;
Output := (Kp * Proportional) + (Ki * Integral) + (Kd * Derivative);
Last_Error := Error;
```
在上述代码块中,我们首先计算偏差值,然后分别计算比例、积分、微分项,最后将它们相加得到控制器的输出。通过调整Kp(比例系数)、Ki(积分系数)、Kd(微分系数),我们可以控制控制系统的响应速度和稳定性。
## 3.2 通信与网络编程
### 3.2.1 Ethernet/IP通信协议应用
在现代工业自动化系统中,数据通信是不可或缺的一部分。AB-PLC广泛支持Ethernet/IP通信协议,这种协议是基于标准的TCP/IP协议,特别适用于工业环境中,能够实现设备间的高速、可靠的数据交换。
在进行Ethernet/IP通信编程时,通常需要设置通信参数,比如IP地址、端口号、通信速率等。一旦配置完成,PLC就可以与支持该协议的设备进行通信了。举个例子,我们可能会有一个PLC需要从多个远程I/O模块上收集数据。
```plc
// Ethernet/IP通信参数设置
EthIP_Config.TagName := 'Ethernet/IP Config';
EthIP_Config.IP_Address := '192.168.1.10';
EthIP_Config.Subnet_Mask := '255.255.255.0';
EthIP_Config.Port := 44818;
// 创建通信指令,读取远程设备数据
Read بالإضIP(EthIP_Config.TagName, Remote_Devices_DB, 0);
```
上述代码块展示了如何设置Ethernet/IP通信参数,并通过`Read.goodsIP`指令读取远程设备的数据。这个过程通过指定配置标签、远程设备数据库以及偏移量来完成。
### 3.2.2 设备间的通信连接与数据交换
设备间的通信连接与数据交换是实现复杂工业控制系统的基础。在AB-PLC中,可以通过多种方式实现设备间的数据交换,比如共享数据库、消息传递、生产者-消费者模型等。
考虑一个生产系统,其中PLC需要与多个HMI(人机界面)和其他PLC通信,共享生产数据。这里的一个有效方式是通过消息队列或标签交换机制。
```plc
// 消息队列通信示例
Queue := 'Queue_Name';
Enqueue(Queue, Message); // 将消息发送到队列
Dequeue(Queue, Message); // 从队列中接收消息
```
在上述代码块中,我们定义了一个消息队列,并通过`Enqueue`和`Dequeue`指令实现数据的发送和接收。通过这种方式,可以实现设备间解耦合的数据交换。
## 3.3 高级功能模块应用
### 3.3.1 定时器与计数器的深入使用
定时器和计数器在工业自动化控制中经常使用,它们是实现时序控制和事件计数的重要功能模块。在AB-PLC中,定时器和计数器可以通过特定的指令进行控制,实现精确的时序逻辑控制。
```plc
// 定时器使用示例
Timer1.TagName := 'Timer1';
Timer1.Preset_Time := T#10s; // 设置预设时间为10秒
Timer1(On); // 启动定时器
IF Timer1.Done THEN
// 定时器完成,执行相关动作
END_IF
// 计数器使用示例
Counter1.TagName := 'Counter1';
Counter1.Preset_Count := 10; // 设置预设计数为10次
Counter1(Up); // 启动计数器计数
IF Counter1.Done THEN
// 计数器达到预设值,执行相关动作
END_IF
```
上述代码块演示了定时器和计数器的基本使用方法。定时器`Timer1`被启动后,当时间达到预设值时,会触发一个动作。计数器`Counter1`则在计数达到预设值时触发动作。
### 3.3.2 PID控制指令的实现细节
PID控制是自动控制中的一项核心技术,它的核心在于调节系统的输出,以便让控制对象能够快速且准确地达到并保持在设定值。在AB-PLC中,已经提供了集成PID控制指令,可以直接使用。
```plc
// PID控制指令使用示例
PID1.TagName := 'PID1';
PID1.Setpoint := SetPoint; // 设定值
PID1.Kp := Kp; // 比例系数
PID1.Ki := Ki; // 积分系数
PID1.Kd := Kd; // 微分系数
PID1(Enable); // 启用PID控制器
// 使用PID控制器输出进行调节
Controlled_Process := PID1.Output;
```
在上述代码块中,我们首先设置了PID控制器`PID1`的相关参数,然后启用控制器。控制器的输出随后被用来调节控制过程。
通过这些高级编程技巧的使用,我们可以构建出更加强大和灵活的自动化控制系统。在下一章节,我们将通过实际的案例分析来进一步展示这些技巧的应用,并讨论如何优化项目,解决实际问题。
# 4. AB-PLC项目实战案例分析
### 4.1 工业自动化项目概述
#### 4.1.1 项目需求分析与系统设计
在进行工业自动化项目时,第一步是进行项目需求分析。这包括对生产流程的深入理解、设备功能需求、性能指标、以及安全性等方面的要求。例如,某个包装线自动化项目可能需要快速的物料检测系统、稳定的传送带控制,以及精确的分拣系统。每个需求都将影响到后续的系统设计和指令集的选择。
系统设计阶段则需要根据需求分析的结果来确定PLC的型号、所需模块和I/O配置。例如,一个典型的系统设计可能包括:
- 控制器选型:根据项目需求选择合适的AB-PLC控制器型号;
- I/O分配:详细规划各个传感器、执行器的I/O分配;
- 网络结构:确定控制器与人机界面(HMI)、变频器等其他设备的通信网络结构。
#### 4.1.2 硬件选型与布局
硬件选型与布局是项目成功的关键之一。在硬件选型阶段,工程师需要根据项目需求选择合适的传感器、执行器和辅助设备,例如:
- 选择不同类型的传感器进行位置、流量、压力等物理量的检测;
- 为输出动作选择适当的执行器,如气缸、电机等;
- 考虑安全要求,选择合适的紧急停止按钮和安全栅栏。
布局阶段要根据设备的实际工作环境和工艺流程,合理安排PLC控制器、传感器和执行器的物理位置。此外,还需要考虑到布线方便、电磁兼容性以及后期维护的便捷性。
### 4.2 指令集实战应用
#### 4.2.1 特殊功能模块编程实例
在AB-PLC编程中,特殊功能模块如PID控制器、高级计数器或定时器等,能够有效处理特定的控制任务。下面给出一个使用PID指令集的编程实例:
```plc
// PID Loop Configuration
// Assume we have a PID Loop with tag name "PID_Loop"
PID_Loop:
// Setting up the parameters of the PID loop
// Proportional Gain
.P 3.5
// Integral Gain
.I 0.1
// Derivative Gain
.D 0.001
// Output Low Limit
.OL 0
// Output High Limit
.OH 100
// Setpoint (Target Value)
.SP 50
// Feedback Value (Input)
.FB Gv_Intensity
// Output Control (Output)
.OUT Motor_Speed
// The actual control logic
// Run the PID loop in continuous mode
PID_Loop(CONTROL) := ON;
```
在上述示例中,`.P`、`.I` 和 `.D` 分别代表了比例、积分和微分控制参数。`.SP` 和 `.FB` 用于设定目标值和反馈值。这种控制逻辑在温度控制、压力调节等多种场合中有着广泛的应用。
#### 4.2.2 故障诊断与维护技巧
有效的故障诊断和维护技巧能够确保PLC系统长时间稳定运行。在AB-PLC系统中,可以使用内置的诊断工具和日志记录功能来监控系统的实时状态。例如,利用RSLogix 5000等软件提供的诊断视图,可以实时查看I/O状态、变量值等,并且在出现问题时快速定位。
```plc
// Example of using a diagnostics instruction
// Assume we are checking the status of a digital input
Diagnostics:
// Read the status of a digital input
Input_Status := DI(DI0001);
// Check if the input is faulted
IF Input_Status.Fault THEN
// Handle the fault condition
Handle_Fault();
END_IF;
```
在上述代码段中,`DI(DI0001)` 表示读取数字输入模块上的第一个通道的状态。如果状态为故障(Fault),则调用 `Handle_Fault()` 函数来处理故障情况。
### 4.3 项目优化与维护
#### 4.3.1 性能优化方法
PLC系统的性能优化是确保自动化项目成功的关键。在AB-PLC系统中,常见的性能优化方法包括:
- I/O扫描优化:优化I/O扫描计划以减少扫描时间;
- 指令优化:使用高效指令和减少不必要的中间变量;
- 系统升级:定期升级PLC固件和软件版本以获得性能提升。
#### 4.3.2 常见问题分析与解决方案
在项目执行过程中,可能会遇到各种问题,比如误操作、硬件故障、软件错误等。以下是一些常见的问题以及相应的解决方案:
| 问题类型 | 原因分析 | 解决方案 |
| --- | --- | --- |
| 系统无法启动 | 检查电源连接、PLC配置文件是否正确 | 检查电源、重新配置PLC |
| 执行器不动作 | 检查执行器供电和信号线路 | 确认供电和信号线连接无误 |
| 通讯中断 | 检查通讯电缆、网络设置 | 检查物理连接,重新配置网络参数 |
通过以上的分析和解决方案,可以迅速定位问题并采取行动,从而确保项目能够顺利进行。
# 5. AB-PLC中文指令集的未来展望
随着工业自动化和信息技术的不断进步,AB-PLC中文指令集也不断面临着新的挑战和发展机遇。在这一章节中,我们将深入探讨AB-PLC中文指令集的技术发展趋势,并分析其在未来工业自动化领域中的潜在演进方向。
## 5.1 技术发展趋势
### 5.1.1 工业物联网与PLC的融合
工业物联网(IIoT)作为工业4.0的核心技术之一,正引领着制造业的数字化转型。PLC作为工业自动化的核心设备,其与工业物联网的融合显得尤为重要。未来的AB-PLC中文指令集将朝着与IIoT更好的集成方向发展,使得PLC能够更高效地连接各种传感器和执行器,实现数据采集、处理和控制的无缝对接。
例如,通过集成以太网通信能力,PLC能够将生产数据实时发送到云平台进行大数据分析,同时根据分析结果调整生产过程,实现智能化生产。PLC的远程监控和故障诊断功能也将大大增强,操作人员可以通过移动设备实时监控生产状态,远程调整程序,极大提升生产效率和灵活性。
### 5.1.2 人工智能在PLC编程中的应用前景
人工智能(AI)技术,尤其是机器学习和深度学习,已经开始渗透到工业自动化领域。未来的AB-PLC中文指令集将支持AI算法的集成,使得PLC不仅能执行传统的逻辑控制,还能进行智能分析和决策。
举例来说,通过在PLC中集成机器学习算法,可以实现对生产过程的异常模式识别,通过学习正常运行数据,PLC可以预测和识别潜在的故障,从而实现故障预警。在质量控制方面,通过深度学习算法,PLC可以对产品图像进行实时分析,自动检测缺陷,提升产品质量。
## 5.2 指令集的持续演进
### 5.2.1 新指令的开发与集成
为了适应工业自动化的新需求,AB-PLC中文指令集将持续引入新的指令。这些新指令将更加注重对现代工业技术的支持,如支持更复杂的数学计算、数据处理、安全特性以及AI算法等。
例如,随着网络安全问题的日益严重,新的指令集将可能包含更为先进的加密算法,以保证工业控制系统的安全。同时,为了适应复杂的控制策略,可能引入更多针对模糊逻辑和神经网络的控制指令,使PLC具备更高级的控制能力。
### 5.2.2 开放性和标准化的推进
开放性和标准化是工业自动化领域的重要趋势。AB-PLC中文指令集将更加注重与国际标准接轨,提高不同品牌和类型PLC的互操作性。这意味着未来的指令集不仅会为用户提供更丰富的编程选项,还会简化不同自动化设备间的通信和集成过程。
标准化的推进将允许用户在不同平台间轻松迁移控制逻辑,降低培训和维护成本,同时加快了创新技术的推广速度。此外,开放性还意味着更多第三方开发者和研究机构可以参与到指令集的开发与优化中来,从而加速整个自动化行业的技术进步。
通过以上分析,我们可以预见AB-PLC中文指令集在未来工业自动化中的关键作用。融合了AI、IIoT及标准化的PLC,将极大地提高自动化系统的智能化水平和生产效率,为工业4.0的实现打下坚实的基础。

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
欢迎来到 AB-PLC 中文完整指令集专栏,您的 PLC 编程宝典!
本专栏涵盖了从入门到精通的进阶之路,为您提供专家实战技巧、现场问题解决指南、全面解析和高效编程指南。此外,您还将深入了解性能调优、代码重构、行业解决方案、故障排除、自动化应用和项目管理艺术。
我们提供最新的版本功能剖析、高效数据处理策略、系统学习路径、与其他 PLC 的对比分析以及自定义功能指南。通过本专栏,您将掌握 AB-PLC 指令集的方方面面,成为一名 PLC 编程大师。
专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
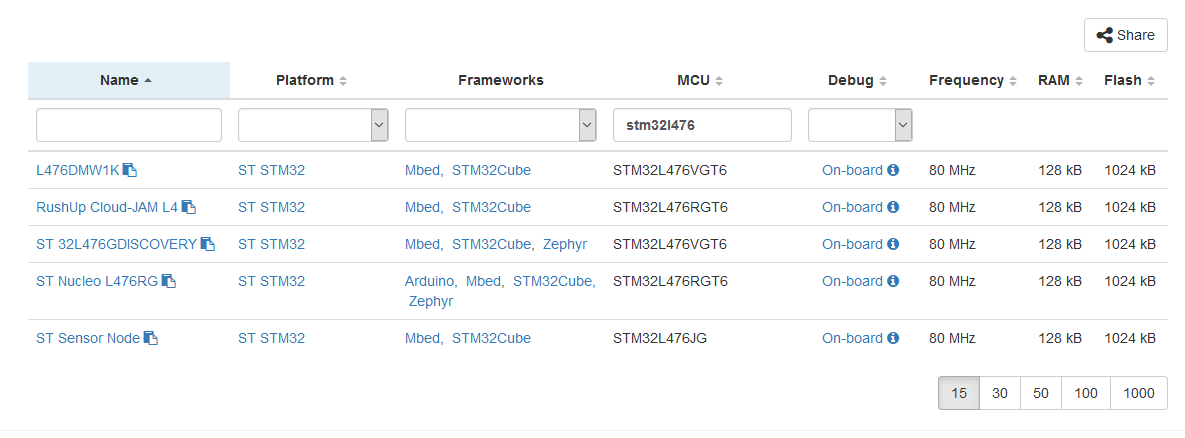
STM32固件升级注意事项:如何避免版本不兼容导致的问题
# 摘要
本文全面探讨了STM32固件升级的过程及其相关问题。首先概述了固件升级的重要性和准备工作,包括风险评估和所需工具与资源的准备。随后深入分析了固件升级的理论基础,包括通信协议的选择和存储管理策略。文章进一步提供了实用技巧,以避免升级中的版本不兼容问题,并详述了升级流程的实施细节。针对升级过程中可能出现的问题
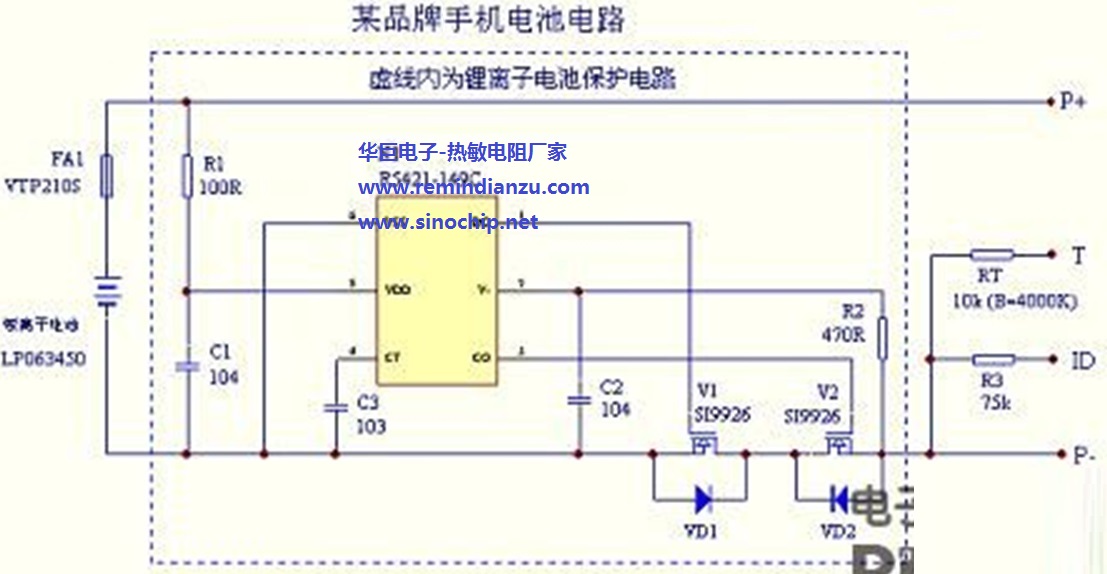
锂电池保护板DIY攻略:轻松制作与调试手册
# 摘要
本论文系统性地介绍了锂电池保护板的基本知识、硬件设计、软件编程、组装与测试以及进阶应用。第一章对保护板的基础知识进行了概述,第二章详细讨论了保护板的硬件设计,包括元件选择、电路设计原则、电路图解析以及PCB布局与走线技巧。第三章则聚焦于保护板软件编程的环境搭建、编程实践和调试优化。组装与测试的环节在第四章中被详尽解释,包括组装步骤、初步测试和安全性测试。最后一章探讨了锂电池保护板在智能保护功能拓展、定制化开发以及案例研究
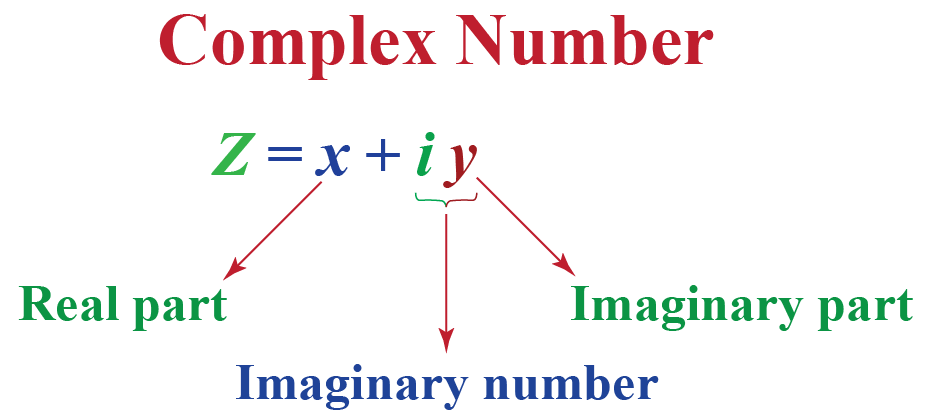
复变函数的视觉奇迹:Matlab三维图形绘制秘籍
# 摘要
本文探讨了复变函数理论与Matlab软件在三维图形绘制领域的应用。首先介绍复变函数与Matlab的基础知识,然后重点介绍Matlab中三维图形的绘制技术,包括三维图形对象的创建、旋转和平移,以及复杂图形的生成和光照着色。文中还通过可视化案例分析,详细讲解了复变函数的三维映射和特定领域的可视化表现,以及在实际工程问题中的应用
【OSA案例研究】:TOAS耦合测试在多场景下的应用与分析
# 摘要
TOAS耦合测试是一种新兴的软件测试方法,旨在解决复杂系统中组件或服务间交互所产生的问题。本文首先介绍了TOAS耦合测试的理论框架,包括其基本概念、测试模型及其方法论。随后,文章深入探讨了
CSS预处理器终极对决:Sass vs LESS vs Stylus,谁主沉浮?

# 摘要
CSS预处理器作为提高前端开发效率和样式表可维护性的工具,已被广泛应用于现代网页设计中。本文首先解析了CSS预处理器的基本概念,随后详细探讨了Sass、LESS和Stylus三种主流预处理器的语法特性、核心功能及实际应用。通过深入分析各自的
CMW500信令测试深度应用:信号强度与质量优化的黄金法则

# 摘要
本文详细介绍了CMW500信令测试仪在无线通信领域的应用,涵盖了信号强度、信号质量和高级应用等方面。首先,本文阐述了信号强度的基本理论和测试方法,强调了信号衰落和干扰的识别及优化策略的重要性。接着,深入探讨了信号质量的关键指标和管理技术,以及如何通过优化网络覆盖和维护提升信号质量。此外,还介绍了CMW500在信令分析、故障排除和信号传输性能测试
高速FPGA信号完整性解决方案:彻底解决信号问题
# 摘要
本文综述了FPGA(现场可编程门阵列)信号完整性问题的理论基础、实践策略以及分析工具。首先概述了信号完整性的重要性,并探讨了影响信号完整性的关键因素,包括电气特性和高速设计中的硬件与固件措施。接着,文章介绍了常用的信号完整性分析工具和仿真方法,强调了工具选择和结果分析的重要性。案例研究部分深入分析了高速FPGA设计中遇到的信号完整性问题及解决
协同创新:“鱼香肉丝”包与其他ROS工具的整合应用
# 摘要
本文全面介绍了协同创新的基础与ROS(Robot Operating System)的深入应用。首先概述了ROS的核心概念、结构以及开发环境搭建过程。随后,详细解析了“鱼香肉丝”包的功能及其在ROS环境下的集成和实践,重点讨论了
CPCI标准2.0中文版嵌入式系统应用详解

# 摘要
CPCI(CompactPCI)标准2.0作为一种高性能、模块化的计算机总线标准,广泛应用于工业自动化、军事通信以及医疗设备等嵌入式系统中。本文全面概述了CPCI标准2.0的硬件架构和软件开发,包括硬件的基本组成、信号协议、热插拔机制,以及嵌入式Linux和RTOS的部署和应用。通过案例分析,探讨了CPCI在不同领域的应用情况和挑战。最后,展望了CPCI技术的发展趋势,包括高速总线技术、模块化设计、以及与物联网、AI技术的融合前景,强调了CPCI在国际化和标准化进程中的重要性
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )