
January 10, 2008 / Vol. 6, No. 1 / CHINESE OPTICS LETTERS 47
Influences of laser in low power YAG laser-MAG
hybrid welding process
Ruisheng Huang (
aaa
)))
), Liming Liu (
444
iii
²²²
), and Fan Zhang (
ÜÜÜ
~~~
)
State Key Laboratory of Materials Modif ication & School of Materials Science and Engineering,
Dalian University of Technology, Dalian 116024
Received July 2, 2007
The influences of laser defocusing amount ∆z, laser power P , space distance D
LA
between laser and
arc on weld penetration, arc mod ality and stability are investigated in low power YAG laser and metal
active gas (laser-MAG) hybrid welding process. The experimental results indicate that the effects of laser-
induced attraction and contraction of MAG arc are emerged in hybrid welding process, which result in
the augmentation of hybrid welding energy. When D
LA
= −0.5 − 2 mm, ∆z = − 2 − 2 mm and P ≥ 73
W, the synergic efficiency between laser and MAG arc is obvious, the cross section at the root of hybrid
arc is contracted and the hybrid weld penetration is increased. The maximal ratio of hybrid/MAG weld
penetration is 1.5 and the lowest YAG laser power that augments MAG arc is 73 W. The input of YAG
laser makes the stabilities of arc ignition and combustion prominent in hybrid welding process.
OCIS codes: 350.2660, 350.3390, 350.5400, 140.3390.
Since the investigation of laser and tungsten inert gas
(laser-TIG) hybrid welding was carried out by Steen et
al. in 1979
[1]
, further researches on the hybrid welding
technology have been done
[2,3]
due to the advantages
of weld penetration, efficiency and capacity of gap tol-
erance etc in laser-arc hybrid welding process
[4]
. In
recent years, with the industrial demands of shipbuild-
ing and car manufacturing, investigations of laser-arc
hybrid welding are focused on high power laser and
metal inert gas (laser-MIG) hybrid welding of thick steel
plates and Al alloys
[5−7]
. And the practical industrial
application of laser-MIG hybrid welding is achieved
[8,9]
.
However, high powe r laser-arc hybrid welding will result
in the incr e ase of energy consumption and welding cost.
Therefore, the low power laser-arc hybrid welding tech-
nology is studied to avoid the disa dvantages mentioned
above. The influences of welding parameters, theoreti-
cal lowest laser power input, arc discharge, arc stability,
molten efficiency etc. have been investigated la rgely in
low powe r laser-TIG hybrid welding process
[10−13]
. But
a small quantity of researches on welding parameters,
droplet transfer, arc voltage, arc cathode spot etc in
low power laser-MIG hybrid welding process have bee n
reported
[14]
. At present, researches on the interaction
between laser and ar c in laser and metal inert/active gas
(laser-MIG/MAG) a rc hybrid welding process still focus
on high power laser input
[15,16]
, while few researches on
interaction between laser a nd arc in low power YAG
laser-MAG arc hybrid welding process are r e po rted. In
this pa per, the influences of s pace distance between la ser
and arc D
LA
, laser defocusing amount ∆z, laser power
P on weld penetratio n and arc characteristic are investi-
gated in low power pulsed YAG laser and direct current
(DC) pulsed MAG arc hybrid welding process of Q235B
steel.
A low power pulsed YAG laser (LWS-500YAG) combin-
ing with a MIG/MAG welding equipment (YD-350AG1)
was used in the bead-on-plate welding process. And a
high speed camera (CPL 250K CMOS) with the sam-
pling frequency of 1072 frames/second was placed at
the vertical direction to welding seam to monitor the
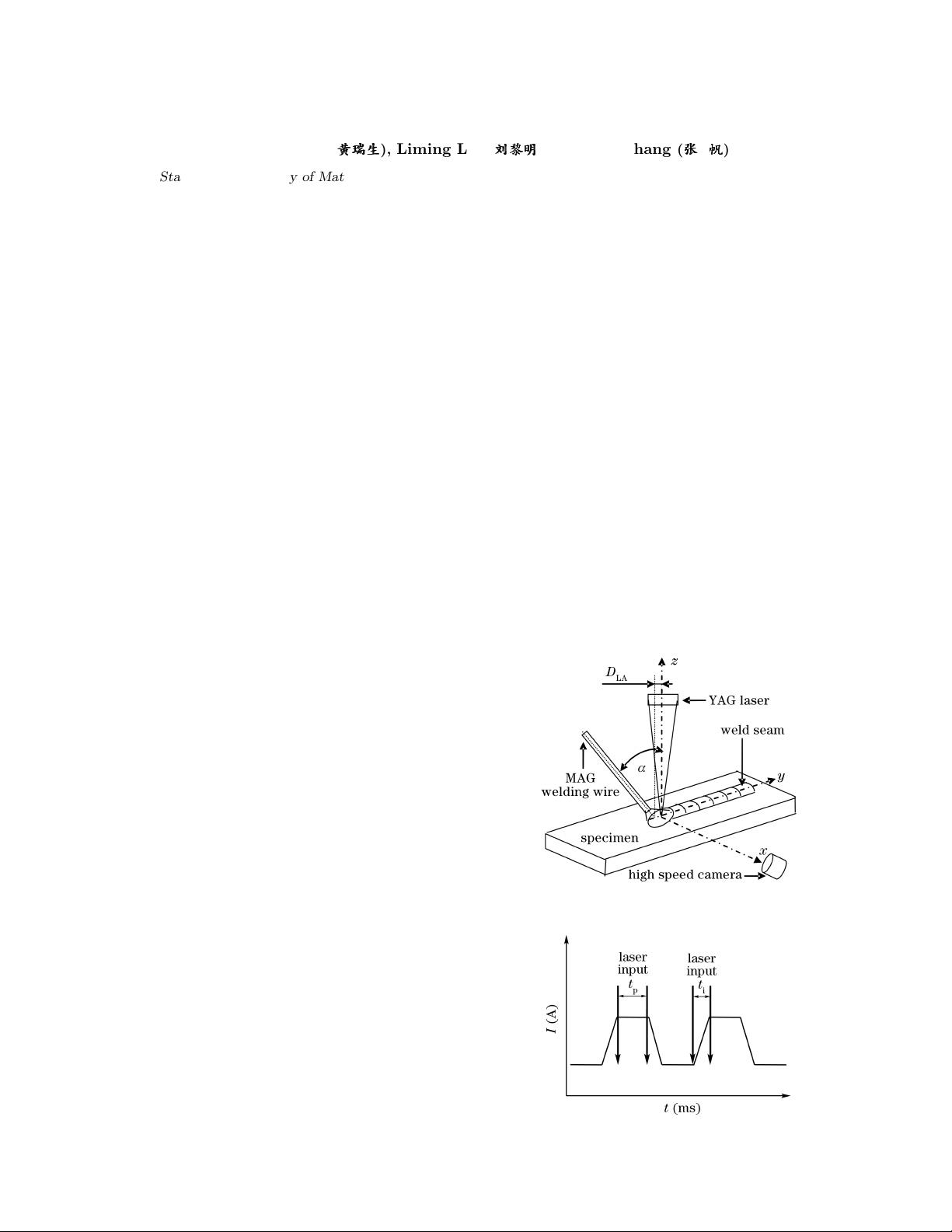
transformation of arc. The sketch of s et up in hybrid
welding process is shown in Fig. 1. The YAG laser acted
on the t
p
peak current region and t
i
current increase
region of pulsed MAG arc separately with the control
and adjustment of YAG laser output. The sketch of laser
action region is shown in Fig. 2. The specimen of Q235B
steel plate w ith the dimension of 300 × 120 × 8 (mm)
was used in the experiment. The surface of Q235B steel
Fig. 1. Set up of hybrid welding.
Fig. 2. Sketch of laser action region in current wave.
1671-7694/2008/010047-04
c
2008 Chinese Optics Letters
下载后可阅读完整内容,剩余3页未读,立即下载

weixin_38724154
- 粉丝: 8
- 资源: 895
 我的内容管理
展开
我的内容管理
展开







最新资源
- 多传感器数据融合手册:国外原版技术指南
- MyEclipse快捷键大全,提升编程效率
- 从零开始的编程学习:Linux汇编语言入门
- EJB3.0实例教程:从入门到精通
- 深入理解jQuery源码:解析与分析
- MMC-1电机控制ASSP芯片用户手册
- HS1101相对湿度传感器技术规格与应用
- Shell基础入门:权限管理与常用命令详解
- 2003年全国大学生电子设计竞赛:电压控制LC振荡器与宽带放大器
- Android手机用户代理(User Agent)详解与示例
- Java代码规范:提升软件质量和团队协作的关键
- 浙江电信移动业务接入与ISAG接口实战指南
- 电子密码锁设计:安全便捷的新型锁具
- NavTech SDAL格式规范1.7版:车辆导航数据标准
- Surfer8中文入门手册:绘制等高线与克服语言障碍
- 排序算法全解析:冒泡、选择、插入、Shell、快速排序
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


