2.25Cr-1Mo+ TP321复合钢厚壁容器焊接工艺与质量控制
需积分: 5 71 浏览量
更新于2024-08-08
收藏 834KB PDF 举报
"2. 25Cr-1Mo+ TP321厚壁复合钢容器的焊接技术"
本文主要探讨了2.25Cr-1Mo+ TP321厚壁复合钢容器的焊接工艺,这是一项在自然科学领域,特别是焊接技术和压力容器制造中的重要议题。2.25Cr-1Mo是一种珠光体耐热钢,常用于高温环境,而TP321是不锈钢,具备良好的耐腐蚀性。这种复合钢材料在化工、石油和能源等领域有广泛应用。
焊接2.25Cr-1Mo+ TP321复合钢容器时,面临的主要挑战包括如何确保焊接质量,避免焊接过程中的裂纹形成,以及有效控制热处理过程。作者张小红提出了符合技术规范和工厂实际情况的焊接工艺评定方法,这些方法旨在解决这些难点。
文章中介绍了一种先进的双丝窄间隙埋弧自动焊技术,适用于2.25Cr-1Mo基材的焊接。这种方法利用两根焊丝同时工作,可以提高焊接效率,减少焊接接头的热输入,从而降低产生焊接缺陷的可能性,特别是对于厚壁结构的焊接,能有效防止过热和热影响区的扩大。
此外,为了防止焊接过程中复合钢板的移动(防串动),文章还提到了一种具有特色的焊接滚轮架技术。这种技术可以确保焊接时钢板的定位准确,提高焊接精度。同时,文章还详细讨论了气-电联合加热技术,用于珠光体耐热钢的预后热处理。预后热可以改善材料的焊接性能,减少焊接应力,防止冷裂纹的形成。
通过这些综合的技术措施,张小红成功地保证了2.25Cr-1Mo+ TP321复合厚钢板的焊接质量。这些技术措施不仅满足了焊接工艺的要求,而且在实际生产中也显示出了良好的效果。文章的关键词包括2.25Cr-1Mo+ TP321复合钢、厚壁结构、焊接工艺和质量控制,这些都是该领域的核心概念。
总结来说,这篇论文为2.25Cr-1Mo+ TP321厚壁复合钢容器的焊接提供了宝贵的实践经验和创新技术,对相关行业的工程技术人员具有重要的参考价值。通过优化焊接工艺,可以有效地提高焊接质量和生产效率,减少焊接过程中的风险,从而确保压力容器的安全运行。
第 33 卷第 4 期
2005 年 8 月
浙 江 工 业 大 学 学 报
JOU RNAL OF ZHEJIANG U NIVERSIT Y OF T ECHN OLOGY
Vol.33 No.4
Aug.2005
收 稿 日 期 :2005-05-25
作 者 简 介 :张 小 红 (1958- ),男 ,安徽 人 ,工 程 师 ,主要 从 事 压 力 容 器 技 术 的 教 学 与 研 究 .
2.25
C r
-1
M o
+
T P
321 厚 壁 复 合 钢 容 器 的 焊 接
张小红
(杭 州 职 业 技 术 学 院 ,浙 江 杭 州 310018)
摘要:从焊接生产的实际出发,通过对 2.25
Cr
-1
M o
+
T P
321 厚壁复合钢容器的焊接技术难点的分
析,提出了一系列符合技术规范要求、工厂实际的焊接工艺评定方法及焊接工艺措施;介绍了针对
复合钢板基才金属 2.25
Cr
-1
M o
珠光体耐热钢采用先进的双丝窄间隙埋弧自动焊技术,并详细介
绍了具有本厂特色的焊接滚轮架防串动及气-电联合加热技术进行珠光体耐热钢焊接预后热等技
术措施,较成功的保证了 2.25
Cr
-1
M o
+
T P
321 复合厚钢板焊接质量.
关键词:2.25
Cr
-1
M o
+
T P
321;厚壁复合钢;焊接;质量控制
中图分类号:
T H
49 文献标识码:
A
文章编号:1006-4303(2005)04-0475-05
W eiding of
2.25
C r
-1
M o
+
TP
321
w alled com pound steel container
ZHA N G Xiao
-
hong
(
H an g zhou V o cat ional an d T echnical C o lleg e
,
H ang zho u
310018,
C h ina
)
A bstract
:
T his article basing on the w elding m anufact ure
,
analyzes the w elding difficulties of
2.
25
Cr
-1
M o
+
T P
321
w alled com pound st eel cont ainer and brings forw ard a system of evaluat ion
methods that according w ith pract ical standard and factory practical situation
.
T he emphases are
the self
-
mot ion w elding technolog y according w it h com pound sheet ing m etal of
2.25
Cr
-1
M o
.
T his
art icle also introduces self
-
features of t echnical m easures for support ing the w elding quality of
2.
25
Cr
-1
M o
+
T P
321
com pound sheet ing m etal successfully
.
K ey w ords
: 2.25
Cr
-1
M o
+
T P
321;
w alled com pound steel container
;
w elding
;
quality control
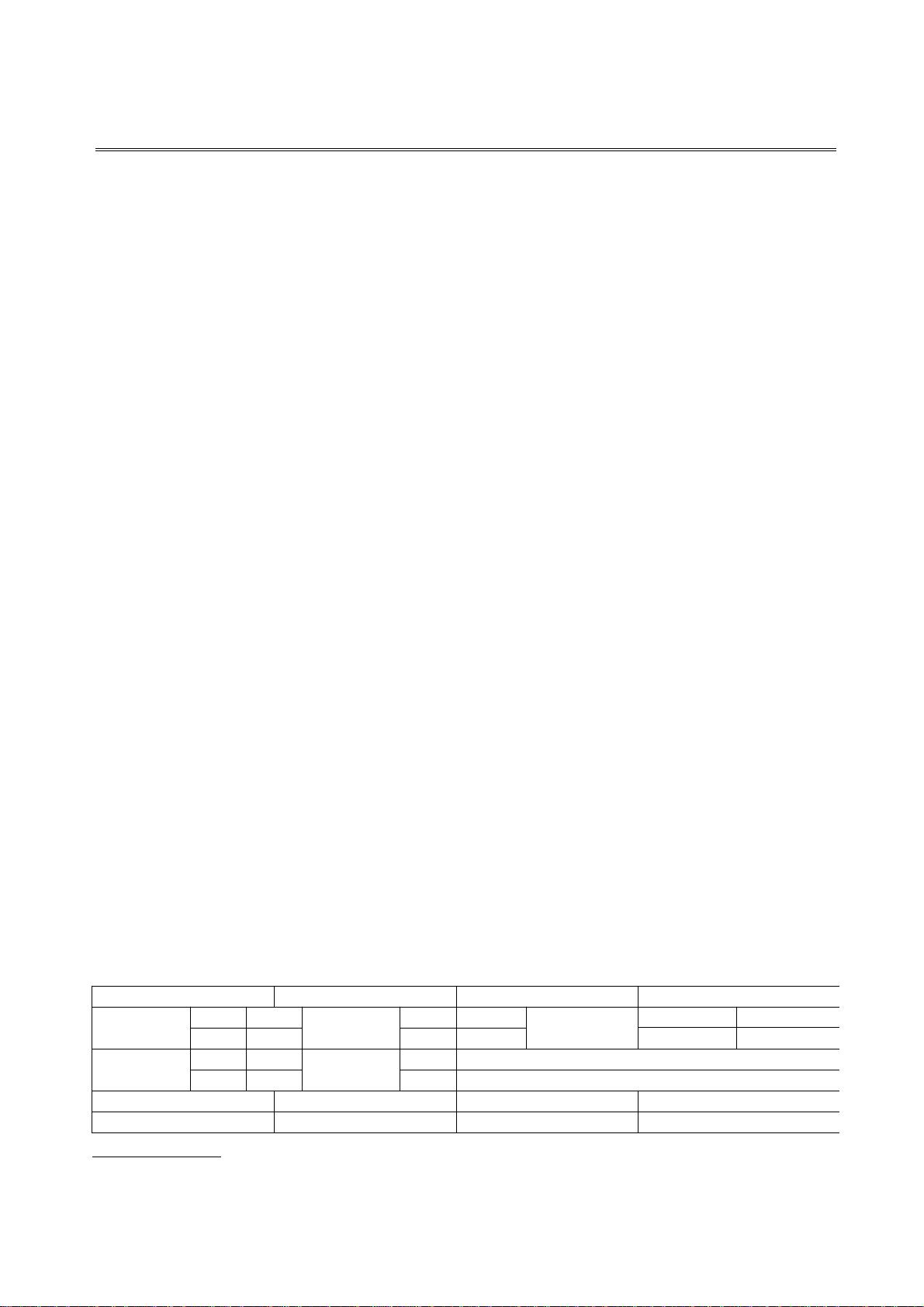
0 前 言
混氢—燃料油换热器是本企业 2004 年扭亏增
盈项目加氢改造工程的核心设备.其主要技术参数
如下:
表 1 设计条件
容器类别 三 类
传热面积/
m
275
设计压力
/
M Pa
管程 9
壳程 10
最高工
作压力/
M Pa
管程 8.1
壳程 9.4
水压试验/
M Pa
管 11
壳 12.5
设计温度
/℃
管程 400
管程 320
工作介质
管程 反应产物
壳程 混氢燃料油
焊缝系数 1 焊缝探伤比率/% 100
主体材质 2.25
Cr
-1
M o
+
T P
321 厚度/
mm
46+4
下载后可阅读完整内容,剩余4页未读,立即下载
2020-03-12 上传
2017-12-19 上传
2023-06-01 上传
2023-05-25 上传
2023-07-16 上传
2023-06-09 上传
2023-05-31 上传
2023-05-17 上传
2023-07-11 上传

weixin_38558054
- 粉丝: 2
- 资源: 971
 我的内容管理
展开
我的内容管理
展开







最新资源
- 李兴华Java基础教程:从入门到精通
- U盘与硬盘启动安装教程:从菜鸟到专家
- C++面试宝典:动态内存管理与继承解析
- C++ STL源码深度解析:专家级剖析与关键技术
- C/C++调用DOS命令实战指南
- 神经网络补偿的多传感器航迹融合技术
- GIS中的大地坐标系与椭球体解析
- 海思Hi3515 H.264编解码处理器用户手册
- Oracle基础练习题与解答
- 谷歌地球3D建筑筛选新流程详解
- CFO与CIO携手:数据管理与企业增值的战略
- Eclipse IDE基础教程:从入门到精通
- Shell脚本专家宝典:全面学习与资源指南
- Tomcat安装指南:附带JDK配置步骤
- NA3003A电子水准仪数据格式解析与转换研究
- 自动化专业英语词汇精华:必备术语集锦
