FANUC 0i Mate TC系统车床编程全解析
需积分: 9 129 浏览量
更新于2024-07-24
收藏 1.47MB PDF 举报
"这篇文档是关于FANUC 0i Mate TC系统车床编程的详细讲解,涵盖了G代码的功能解释,以及一些特定编程指令的实际应用。文档来源于沈阳第一机床厂的相关技术文件和FANUC 0i Mate TC操作编程手册,并结合了实际加工经验。"
在FANUC 0i Mate TC系统车床上,G代码是编程的基础,用于指示机床执行不同的动作。以下是部分G代码的详细解释:
1. G00 定位(快速移动):此代码用于将刀具从当前位置快速移动到指定的位置,可以是绝对坐标或增量坐标。在非直线切削形式的定位中,每个轴会独立以设定的快速移动速率移动,路径可能非直线;而在直线定位中,刀具会沿着最短路径快速移动至目标位置。
2. G01 直线切削:刀具以设定的速度沿直线轨迹切削工件。
3. G02 圆弧插补(顺时针):让刀具沿顺时针方向进行圆弧运动。
4. G03 圆弧插补(逆时针):与G02相反,刀具沿逆时针方向做圆弧运动。
5. G04 暂停:在程序执行过程中暂时停止,通常用于让刀具暂停一段时间再继续切削。
6. G70 精加工循环:用于精加工已粗加工的工件表面。
7. G71 内外圆粗车循环:适用于对工件内外圆进行粗加工的循环。
8. G72 台阶粗车循环:用于加工台阶面的粗车循环。
9. G73 成形重复循环:用于成形切削的重复循环,适用于复杂形状的加工。
10. G74 Z向端面钻孔循环:针对工件端面进行钻孔的循环。
11. G75 X向外圆/内孔切槽循环:进行外圆或内孔切槽的循环。
12. G76 螺纹切削复合循环:结合了攻丝和退刀的复合循环。
13. G32 螺纹切削:专门用于切削螺纹。
14. G90 内外圆固定切削循环:在设定的深度内进行连续切削。
15. G92 螺纹固定切削循环:用于固定螺纹切削,刀具按设定的螺距旋转。
16. G94 端面固定切削循环:按照每分钟进给率进行端面切削。
17. G96 恒线速度控制:保持切削速度恒定,以确保工件表面质量。
18. G97 恒线速度控制取消:关闭恒线速度控制。
19. G50 坐标系设定/恒线速最高转速设定:设置工作坐标系和最高线速度。
20. G54 至G59 选择工件坐标系:从1到6,用于设置不同的工件坐标参考点。
以上G代码的解释只是一部分,实际编程中还有其他G代码和M代码用于控制机床的不同动作,如换刀、主轴控制等。在使用这些代码时,应根据具体机床的说明书和实际需求进行正确选择和组合,确保程序的准确性和效率。同时,理解每个代码的含义和适用场合是避免错误和提高加工精度的关键。在编程过程中,要注意代码的初始化、进给率、速度设置以及安全考虑,以保证加工过程的顺利进行。
FANUC 0i Mate TC 系统车床编程详解
车螺纹的计算
考虑条件 计算公式
公制螺纹与英制螺纹的转换
牙
每吋螺纹数 n = 25.4 / 牙距 P
距 P = 25.4 / 每吋螺纹数 n
因为工件材料及刀具所决定的转速 转速 N = (1000 周速 V ) / (圆周率π * 直径 D )
因为 器结构所决定的 速
车牙最高转速 N = 4000/牙距 P 机 转
刀座快速移动的影响
刀座快速移动加减速的影响
下刀点与退刀点的计算
(不完全螺纹的计算)
L1
L1 = (牙距 P ) * (主轴转速 S ) / 500
退刀最距离 L2
L2 = (牙距 P ) * (主轴转速 S ) / 2000
下刀最小距离
牙深 h =0.6495 * P
牙底径 d =公称外径
牙深及牙底径 d
D - 2 * h
例题: 车制外牙 3/4" NC 20mm
牙距
-10U 长
P = 25.4 / (吋螺纹数 n)
.54m
公制牙与英制牙的转换
P = 25.4 / 10 = 2 m
因为工件材料及
刀具所决定的转速
外径
转速 直径 D )
N = 1000V / pD 000 * 120 / (3.1416*19.05)
)
D = 3 / 4 英吋 = 25 4 * (3/4) =1 MM . 9.05
N = (1000 周速 V) / (圆周率π *
= 1
=2005 rpm (转/分
因为机器结构所决定的转
刀座快速移动的影响
速 车牙
N = 4 m
最高转速 N = 4000 / P
000/2.54 = 1575 rp
综合工件材料刀具及机械结构 N = 1
两者 75 转
所决定的转速
575 转 N = 2005 转
转速选择较低者,即 15
刀座快速移动加减速的影响
(不完全牙的计算)
下刀
P) * (主轴转速 S) / 500
m
最小距离 L1
L1 = (牙距
下刀点与退刀点的计算
L1 = 2.54*1575/500=8.00m
退刀最小距离 L2
L2 = (牙距 P) * (主轴转速 S) / 2000
L2 = 2.54*1575/2000=2.00mm
牙深及牙底径 d 牙深径 d = 公称外径 D-2*h =19.05-2*1.65 = 15.75mm
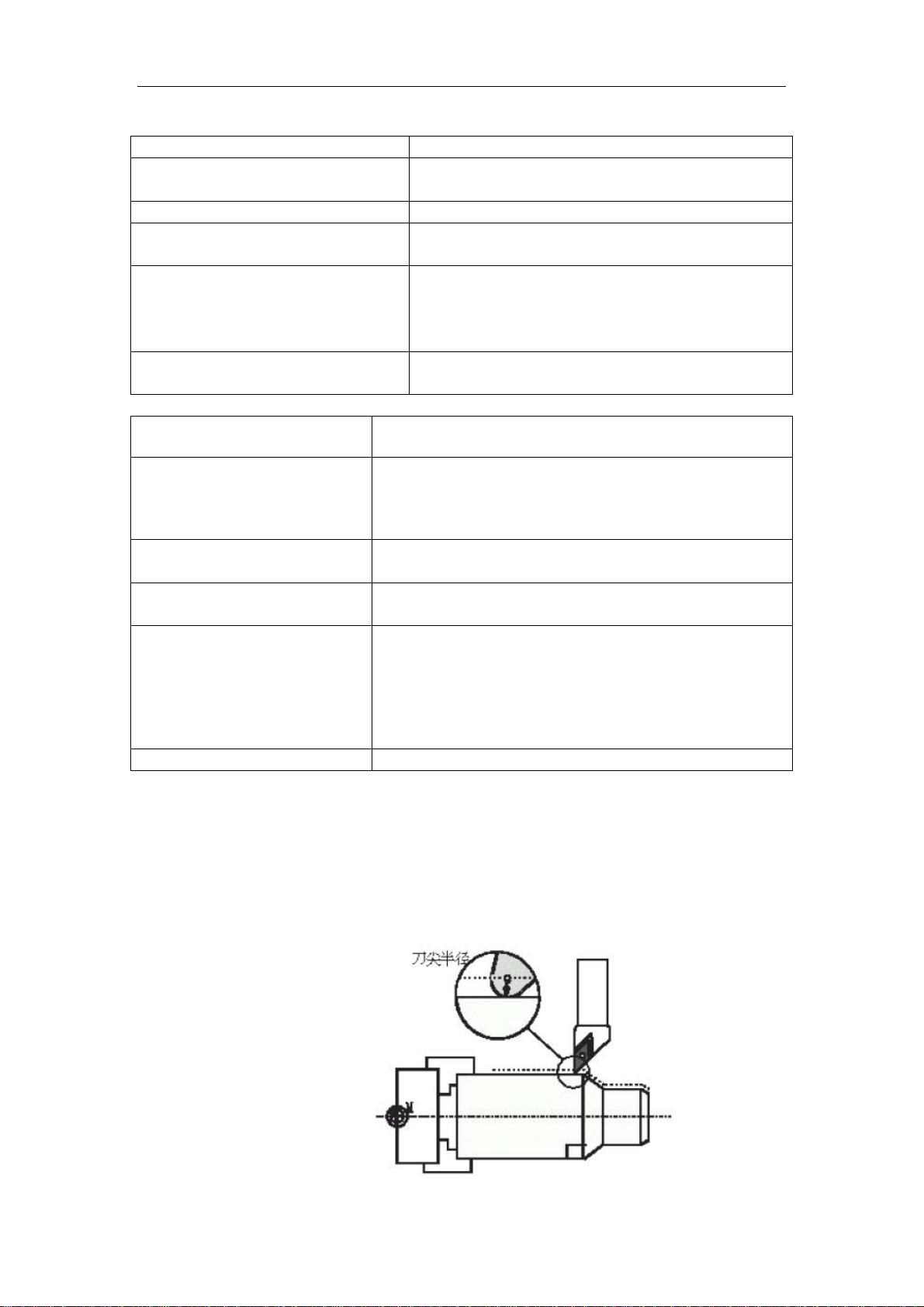
偿功
作 存在圆角,如图所示。当
出的程序进行端 的表面加工时,是不
会产生误差的。但在进行倒角、锥 会产生少切或过切现象。具有刀尖圆
根据 或过切现象的产
Z__;
G41 X__ Z__;
__ Z__;
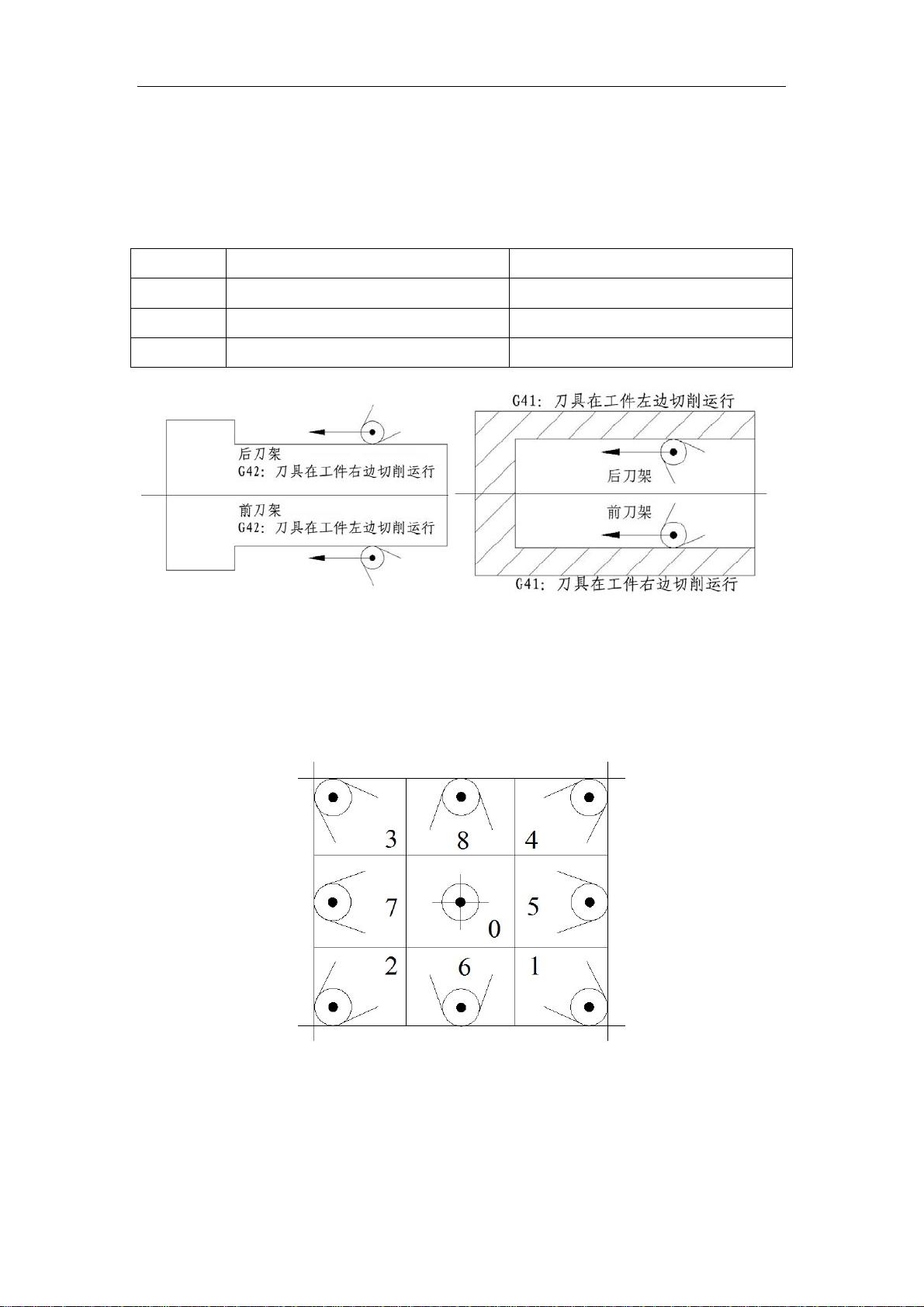
6、G40/G41/G42 刀尖半径补
能
编程时,通常都将车刀刀尖
用按理论刀尖点编
为一点来考虑,但实际上刀尖处
面,外径、内径等与轴线平行或垂直
面及圆弧切削时,则
刀尖圆弧半径计算出补偿量,避免少切
弧自动补偿功能的数控系统能
生。
○
1 格式:G40 X__
G42 X
第 6 页 共 32 页
剩余32页未读,继续阅读
点击了解资源详情
点击了解资源详情
2024-05-28 上传
点击了解资源详情
2021-11-02 上传
点击了解资源详情
2021-10-07 上传
2021-09-26 上传
2021-10-06 上传

sosalala
- 粉丝: 1
- 资源: 5
 我的内容管理
展开
我的内容管理
展开







最新资源
- Raspberry Pi OpenCL驱动程序安装与QEMU仿真指南
- Apache RocketMQ Go客户端:全面支持与消息处理功能
- WStage平台:无线传感器网络阶段数据交互技术
- 基于Java SpringBoot和微信小程序的ssm智能仓储系统开发
- CorrectMe项目:自动更正与建议API的开发与应用
- IdeaBiz请求处理程序JAVA:自动化API调用与令牌管理
- 墨西哥面包店研讨会:介绍关键业绩指标(KPI)与评估标准
- 2014年Android音乐播放器源码学习分享
- CleverRecyclerView扩展库:滑动效果与特性增强
- 利用Python和SURF特征识别斑点猫图像
- Wurpr开源PHP MySQL包装器:安全易用且高效
- Scratch少儿编程:Kanon妹系闹钟音效素材包
- 食品分享社交应用的开发教程与功能介绍
- Cookies by lfj.io: 浏览数据智能管理与同步工具
- 掌握SSH框架与SpringMVC Hibernate集成教程
- C语言实现FFT算法及互相关性能优化指南
