
试之。这也是在编程中经常遇到的问题。
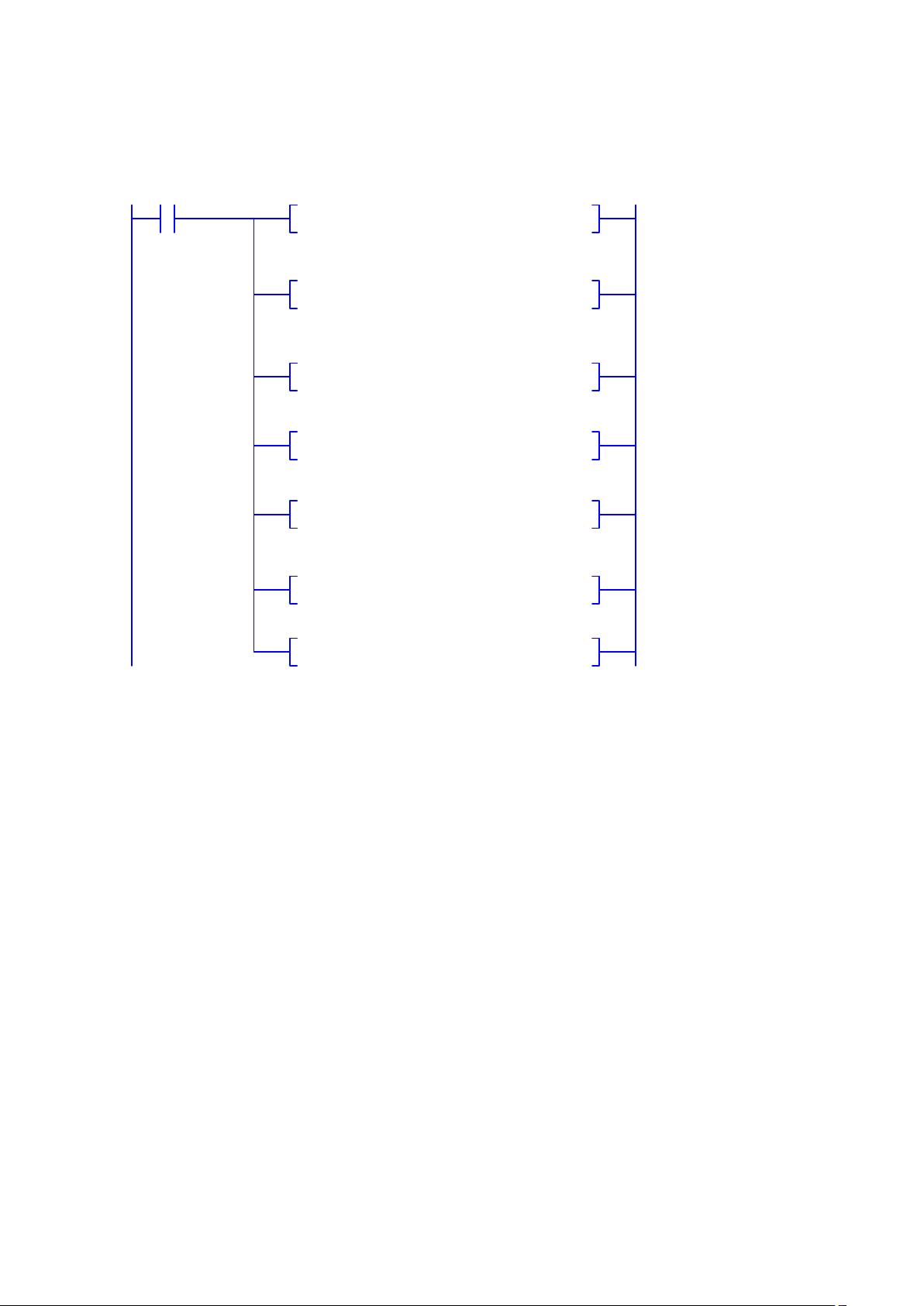
算术指令不能直接与左母线连接,故用 F0000(运行中接通)特殊辅助继电器触点,连接算术程序
电路。
图 5-40 可调定长裁切装置 PLC 程序电路中的算术指令电路
此段程序为本程序的中心部分,配合文本屏的数据设置,对寄存器中的数据进行加、减、乘、除运
算,对板材长度和减速距离进行计算,用于下刀裁切控制和裁切前变频器的低速运行控制。决定裁切长
度的三个量:编码器脉冲数/周、主轴周长和长度设定值。因为是采取旋转编码器来计数的,一张皮子
的总长度,对应的是编码器的脉冲数,而上段程序中,加、减、乘、除运算的任务,便是根据编码器的
旋转一周的脉冲数和机器主轴一周所运转的线距离和长度设定值,算出总长度脉冲数的。
为了计算方便,假设主轴周长为 100 厘米,编码器脉冲数/周为 100,即一个脉冲数对应传送带输
送长度为 1 厘米。那么现在设定长度为 1000 厘米,编码器应该输送出多少个脉冲(总长度脉冲数)?
这是一个简单的数学计算题,可列出下面一个等式:
因为:主轴周长/编码器脉冲=设定长度/总长度脉冲数
所以:总长度脉冲数=编码脉冲×长度设定/主轴周长 (100×1000/100=1000 个脉冲数)
程序电路中,也是按上述算式,采用两个计算步骤来完成总长度脉冲数的计算的。电路第一行,先
完成编码脉冲×长度设定,将乘积存入于 D3516 寄存器;电路第二行,再将 D3516(乘积)/主轴周长,
从而得出设定长度对对应的总长度脉冲数(数值存于 D3518)。
将计算所得总长度脉冲数(D3518)与旋转编码器实际输入脉冲数(D5)相比较,当两者相等时,
裁切刀具动作,即得到按长度设定所要求的板材长度。
DMUL D3510 D3514 D3516
32位 乘以
F0000
RUN标志
13
长度设定 编码脉冲 结果寄存1
DDIV D3516 D3512 D3518
32位 除以 结果寄存1 主轴周长 总长度脉冲数
DMUL D3550 D3514 D3536
32位 乘以 减速距离 编码脉冲 结果寄存2
DDIV D3536 D3512 D3538
32位 除以 结果寄存2
主轴周长
减速距离脉冲数
DSUB D3518 D3538 D3520
32位 减去 总长度脉冲数
减速距离脉冲数
开始减速脉冲数
DDIV D0005 D3512 D3522
32位 除以 高速计数 轮周长 结果寄存3
DDIV D3522 D3514 D3532
32位 除以 结果寄存3 编码脉冲 当前长度值
第二行
第一行
第三行
第四行
第五行
第六行
第七行
总长度脉冲数计算步骤一
计算出总长度脉冲数
1、用于长度值监控
2、用于减速距离的计算
减速距离的计算步骤一
减速距离的计算步骤二
当前长度值计算步骤一
得出开始减速距离脉冲数
(对应减速长度)
得出当前长度值
剩余57页未读,继续阅读

omyligaga
- 粉丝: 61
- 资源: 2万+
 我的内容管理
展开
我的内容管理
展开







最新资源
- 计算机人脸表情动画技术发展综述
- 关系数据库的关键字搜索技术综述:模型、架构与未来趋势
- 迭代自适应逆滤波在语音情感识别中的应用
- 概念知识树在旅游领域智能分析中的应用
- 构建is-a层次与OWL本体集成:理论与算法
- 基于语义元的相似度计算方法研究:改进与有效性验证
- 网格梯度多密度聚类算法:去噪与高效聚类
- 网格服务工作流动态调度算法PGSWA研究
- 突发事件连锁反应网络模型与应急预警分析
- BA网络上的病毒营销与网站推广仿真研究
- 离散HSMM故障预测模型:有效提升系统状态预测
- 煤矿安全评价:信息融合与可拓理论的应用
- 多维度Petri网工作流模型MD_WFN:统一建模与应用研究
- 面向过程追踪的知识安全描述方法
- 基于收益的软件过程资源调度优化策略
- 多核环境下基于数据流Java的Web服务器优化实现提升性能
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


