FANUC 0i-F PMC窗口功能深度剖析:10大技巧解锁系统高效潜力
发布时间: 2025-01-09 03:06:59 阅读量: 8 订阅数: 6 

FANUC数控系统0i-D PMC编程说明书(非常详细).pdf
# 摘要
本文详细探讨了FANUC 0i-F系列数控系统中PMC窗口功能的应用和编程技术。首先概述了PMC窗口的基本概念和作用,强调其在FANUC系统中的重要性。接着,深入解析了PMC窗口界面布局、操作指令及其在编程中的逻辑设计和数据处理技巧。文章还介绍了提高编程效率的高级技巧,系统集成与自定义扩展方法,并通过真实场景下的应用实例和案例分析展示了PMC窗口的实践操作。通过本文,读者将对PMC窗口功能有全面的理解,并能有效提升编程与系统维护的效率。
# 关键字
FANUC 0i-F;PMC窗口;编程技术;逻辑设计;数据处理;系统集成
参考资源链接:[FANUC 0i-F PMC窗口功能详解与应用](https://wenku.csdn.net/doc/6412b4c0be7fbd1778d40b08?spm=1055.2635.3001.10343)
# 1. FANUC 0i-F PMC窗口功能概述
在现代化工业自动化的背景下,FANUC 0i-F系统的PMC窗口作为一种先进的编程与监控工具,正扮演着越来越重要的角色。PMC(Programmable Machine Control)是一种特殊的CNC(Computer Numerical Control)控制功能,它能够实现对机床的特定逻辑控制与操作。本章节将从总体上概述PMC窗口的主要功能和它在生产环境中的实际应用,为读者提供一个全面的入门级理解。
## 2.1 PMC窗口的概念和作用
### 2.1.1 PMC的定义及其在FANUC系统中的地位
PMC是指可编程机床控制器,它是FANUC数控系统中负责逻辑控制和顺序控制的核心部分。通过PMC,用户能够编写程序来控制机床的启动、停止、切换刀具以及处理I/O信号等。PMC的灵活性和扩展性极大地提升了机床的自动化水平和操作的便捷性。
### 2.1.2 窗口功能的基本介绍
PMC窗口作为FANUC 0i-F系统的一部分,提供了一个图形化的用户界面,让用户能够直观地进行编程和监控。用户可以通过这个窗口进行程序的编写、编辑、调试和监控,同时它还支持变量监视、诊断报警以及参数设置等多种功能。
在了解了PMC的概念和基础功能之后,我们将深入探讨PMC窗口界面布局和操作细节,进一步揭示如何利用PMC窗口提高生产效率和准确性。
# 2. 深入了解PMC窗口基础
## 2.1 PMC窗口的概念和作用
### 2.1.1 PMC的定义及其在FANUC系统中的地位
PMC,全称Programmable Machine Control,是FANUC数控系统中用于实现复杂逻辑控制的专用子系统。它是机床制造商用来定制机器逻辑的模块,允许进行高度灵活的定制编程,以适应各种加工场景。PMC具备程序运行监视、故障诊断、数据管理、I/O处理以及与CNC、伺服、主轴等其他系统通讯的功能。它在FANUC系统中扮演着承上启下的重要角色,是确保数控机床高效、稳定运行的关键因素之一。
### 2.1.2 窗口功能的基本介绍
PMC窗口功能是PMC系统的一个重要组成部分,它提供了一个用户友好的界面,允许用户方便地对PMC逻辑进行监视、编辑和调试。PMC窗口不仅显示了程序的执行流程,还包括变量、定时器、计数器的实时状态以及用户定义的输入输出状态。通过PMC窗口,用户能够直接与机床的逻辑控制进行交互,进行故障定位、程序调试以及对机床行为的精确控制。
## 2.2 PMC窗口界面布局和操作
### 2.2.1 界面布局的解读
PMC窗口的界面布局设计旨在提高用户的工作效率,它通常由几个主要区域组成:程序编辑区、程序监视区、变量监视区、定时器和计数器监视区以及错误日志区。程序编辑区允许用户对PMC程序进行编写和修改,可以导入导出程序,实现版本控制。程序监视区用于显示程序执行过程中的实时信息。变量监视区则用于实时观察和修改PMC变量的值。定时器和计数器监视区显示当前的定时器和计数器的状态,便于用户了解当前的计时和计数情况。错误日志区记录了系统运行时发生的各种错误和异常信息,帮助用户快速定位问题。
### 2.2.2 常用操作指令和快捷方式
为了高效地使用PMC窗口,掌握常用操作指令和快捷方式是必要的。例如,可以使用快捷键Ctrl+S保存编辑的程序,Ctrl+Z撤销上一次操作,而Ctrl+Y则是重做。使用F5可以刷新窗口内容,确保显示最新状态。在编辑程序时,使用Ctrl+Space可以快速调用代码自动补全功能,提高编程速度。此外,PMC窗口支持拖放操作,使得变量或程序块的移动变得简单快捷。熟悉这些操作能够显著提高工作效率,减少重复劳动。
### 示例代码块(无)
由于本章节主要介绍概念和操作,没有具体代码实现,故省略代码块及相关解释。
# 3. PMC窗口编程基础技巧
### 3.1 编程语言和逻辑设计
#### 3.1.1 Ladder Diagram语言简介
在FANUC 0i-F系统中,编程语言的选择对系统的响应速度和可维护性有着极大的影响。PMC窗口编程中最常用的语言之一是梯形图(Ladder Diagram),这是一种图形化的编程语言,特别适合用于逻辑控制和顺序控制。它通过模拟电气控制面板上的继电器逻辑,以图形方式表现逻辑控制。
在PMC窗口中,用户可以使用梯形图来设计复杂的控制逻辑。梯形图由水平的横线(梯级)构成,每一个梯级代表一个逻辑运算单元,包括接触器(相当于逻辑中的AND),线圈(相当于逻辑中的OR)等。用户可以直观地添加、删除或者修改梯级上的元素,来实现控制逻辑的变更。
```plaintext
例如,一个简单的梯形图逻辑可以是一个起始接触器(Start Button)和一个线圈(Motor)组成的一个开闭控制:
```
```plaintext
+----[/]----[/]----( )----+
| Start Stop Motor |
+-------------------------+
```
该梯形图描述了当Start按钮被按下且Stop按钮未被按下时,Motor线圈得电,电机启动。
#### 3.1.2 常见的逻辑设计模式
在实际的工业自动化应用中,一些常见的逻辑设计模式可以简化编程工作并提高系统的可靠性。其中,一些经典的模式包括:
- 计数器模式:用于对特定事件的次数进行统计,例如监测通过某个传感器的物体数量。
- 定时器模式:对时间进行控制,如延时启动或关闭设备。
- 安全门模式:在机器人等设备的安全区域检测,确保操作安全。
- 状态机模式:用于设备的多状态控制,如启动、运行、停止、故障等状态的转换。
每个模式都可以通过标准的梯形图组件实现,但这些模式的重复使用和优化对于编程者来说是一个挑战,需要不断的实践和经验积累。例如,状态机模式通常由一系列的接触器(代表不同的状态)和线圈(代表状态之间的转换逻辑)组成复杂的逻辑网络。
```plaintext
一个简单状态机模式的梯形图示例:
```
```plaintext
+----[/]----[/]----( )----+
| Start Stop Motor |
+----[ ]----[/]----( )----+
| Motor Stop Alarm |
+-------------------------+
```
在此示例中,当Start按钮按下且Stop按钮未按下时Motor线圈得电,电机启动;若Motor线圈得电(即电机运行中),再按下Stop按钮,将激活Alarm线圈,表示一个错误状态。
### 3.2 编程中的变量和数据处理
#### 3.2.1 PMC窗口中的变量类型
PMC窗口编程中,变量类型的选择直接关系到编程的效率和最终控制的精确性。常见的PMC窗口中的变量类型包括:
- 输入/输出变量(I/O):用于连接到外部传感器、执行器或其他设备的变量。
- 内部继电器(M):相当于计算机内存中的变量,用于存储中间状态或逻辑结果。
- 定时器和计数器(T/C):用于实现延时和计数逻辑的特殊变量。
每个变量都有其特定的用法和限制,例如输入变量通常来自于传感器信号,输出变量则控制执行器动作。内部继电器则常用于存储中间计算结果或者作为逻辑锁使用。定时器和计数器则有其预设的计时或计数范围,并且可以配置为多种模式(例如递增、递减或者上下计数)。
在进行变量配置时,需要依据实际的控制需求来选择合适的变量类型,并且需要保证变量的使用不会引起冲突。比如,每个输入/输出变量都需确保映射到正确的物理通道,以避免发生硬件错误。
```plaintext
下面是一个变量配置的简单例子:
```
```plaintext
// 定义输入变量
X0 - Start Button
X1 - Stop Button
X2 - Limit Switch
// 定义输出变量
Y0 - Motor
// 定义内部继电器
M0 - System Running Flag
// 定义计数器
C0 - Part Count
```
#### 3.2.2 数据读写和交换的方法
在PMC窗口编程中,变量的数据读写和交换是基础操作之一。这些操作确保了程序能够接收外部信号,并根据程序逻辑执行相应的动作。数据读写的方法通常依赖于PMC窗口的指令集和所使用的编程语言。
在梯形图编程模式下,数据读写通常是隐含的,因为每个接触器和线圈自动代表了相应的输入或输出变量。但在高级逻辑或需要中间变量处理的场景下,编程者需要明确编写数据读写指令。例如,在某些控制逻辑中,可能需要将输入信号进行逻辑运算后再传递给输出变量。
```plaintext
示例代码块展示数据读写的逻辑:
```
```plaintext
// 读取Start按钮状态
LD X0
// 如果Start按钮被按下,则激活Motor线圈
AND X1
OUT Y0
```
在上述示例中,LD是读取指令,AND是逻辑与运算,OUT是输出指令。这些指令组合起来实现了当Start按钮被按下且Stop按钮未被按下的情况下,Motor线圈被激活,电机启动的逻辑。
数据交换方法通常用于同步多路控制信号或状态。在PMC编程中,这可能涉及到多个变量间的值交换,这可以使用特定的指令完成,比如SWAP指令。数据交换是保证多任务处理中数据一致性的关键步骤。
```plaintext
示例代码块展示数据交换的逻辑:
```
```plaintext
// 交换两个内部继电器M0和M1的值
LD M0
SWAP M1
OUT M0
OUT M1
```
该示例中,首先读取M0变量的值,然后使用SWAP指令与M1变量的值进行交换,并将结果输出到M0和M1中。
通过本章节的介绍,我们已经了解了PMC窗口编程基础的两个重要方面:编程语言及其逻辑设计,以及编程中的变量和数据处理方法。接下来的章节将深化这些知识,进一步探索PMC窗口编程的高级应用和实践操作。
# 4. PMC窗口功能高级应用
## 4.1 效率提升的十大技巧
### 4.1.1 高效编程技巧和代码优化
在FANUC系统的PMC编程中,效率是提高生产力的关键。开发者可以采取一系列的高级编程技巧来优化PMC代码,以减少资源消耗、降低故障率并缩短程序执行时间。
1. **模块化编程**:将复杂的功能分解为模块化的子程序,有助于提高代码的可读性和可维护性。每个模块专注于特定的任务,这也有助于代码复用。
2. **使用内部继电器**:内部继电器是速度较快、成本较低的存储单元。在不需要机械辅助触点的情况下使用它们,可以有效提升处理速度。
3. **位操作优化**:位操作通常比字节或字操作来得更快。在编写PMC程序时,使用位操作代替字节或字操作可以提高处理速度。
4. **避免使用过多计数器和定时器**:计数器和定时器的使用会占用有限的PLC资源。合理规划程序,避免不必要的计数器和定时器的使用。
5. **代码优化工具的使用**:许多现代的开发环境提供代码优化工具,它们可以自动检测代码中的冗余和低效部分,并给出改进建议。
6. **使用高级功能块**:FANUC系统提供的功能块是高度优化的,利用这些功能块可以减少编程量和提升运行效率。
7. **避免使用复杂的逻辑操作**:复杂的逻辑可能会导致程序执行缓慢,尽量简化逻辑条件和操作可以提高运行效率。
8. **减少I/O扫描时间**:I/O操作通常比较耗时,减少不必要的I/O读写可以提升程序响应速度。
9. **使用辅助继电器**:在适当的情况下使用辅助继电器代替输出继电器,以避免不必要的输出处理。
10. **代码的实时监控与调试**:通过在线调试工具对PMC代码进行实时监控和调试,能够及时发现并修正效率瓶颈。
下面展示一段简化的代码示例,展示了如何使用上述技巧优化PMC代码:
```ladder
// 原始代码
LD M0.0 // 加载辅助继电器M0.0
AND M0.1 // 与辅助继电器M0.1进行逻辑与操作
OUT Y0.0 // 输出到Y0.0
// 优化后的代码
LD M0.0 // 加载辅助继电器M0.0
ANDN M0.2 // 与辅助继电器M0.2进行逻辑与非操作(减少一级逻辑运算)
MOV M0.3 Y0.0 // 移动指令代替输出,减少I/O操作
```
通过分析原始代码和优化后的代码,可以发现优化后的代码减少了逻辑运算的复杂性,同时使用了更少的I/O操作指令,从而提高了执行效率。
### 4.1.2 窗口功能的高级应用案例
PMC窗口功能的高级应用包括但不限于:
1. **参数化编程**:将重复使用的代码块进行参数化处理,实现快速调用和适应不同的输入参数。
2. **在线调整和监控**:通过PMC窗口功能,可以在线调整程序参数和实时监控系统状态,这对于快速响应生产线变化尤为重要。
3. **自诊断功能**:利用PMC窗口进行实时系统诊断,及时发现和处理异常情况,以防止故障扩大。
下面给出一个高级应用案例,展示如何在PMC窗口中实现参数化编程,以此来提高生产线上机器人的运行效率:
```ladder
// 参数化编程示例
LD M0.0 // 加载条件
CALL PRG1 #2 // 调用参数化的程序PRG1,传递两个参数
// 程序PRG1定义
PRG1: // 参数化程序
MOV #1 M1.0 // 将第一个参数赋值给M1.0
MUL #2 M1.1 // 将第二个参数与M1.1相乘,并将结果存储于M1.1
OUT Y0.0 // 将计算结果输出到Y0.0
```
在上述代码中,PRG1程序被参数化处理,这允许其他程序或操作者在不同的场景下快速调用PRG1并传递不同的参数以适应实际需求。这种做法提高了代码的复用性并缩短了编程时间。
## 4.2 系统集成和自定义扩展
### 4.2.1 系统集成的策略和方法
在现代化的工业自动化中,将PMC窗口功能与其他系统集成是提高生产效率和灵活性的关键。系统集成的策略和方法包括:
1. **使用OPC标准**:通过OPC(OLE for Process Control)标准化数据通信,允许PMC窗口与其他系统无缝集成。
2. **通过以太网通信**:利用FANUC系统的以太网通信能力,实现远程监控和控制。
3. **集成HMI/SCADA系统**:将PMC窗口功能集成到人机界面(HMI)或数据采集与监视控制系统(SCADA)中,以提升用户交互体验和操作便捷性。
4. **使用现场总线技术**:诸如DeviceNet、Profibus等现场总线技术可以作为系统的通讯桥梁,实现设备间的信息交换。
### 4.2.2 创建自定义窗口和功能扩展
为了适应不断变化的生产需求,开发人员可以创建自定义窗口,并对PMC窗口功能进行扩展。以下是创建自定义窗口和功能扩展的基本步骤:
1. **确定需求**:明确需要集成的新功能或自定义窗口的目的和预期功能。
2. **设计界面**:使用界面设计软件来设计PMC窗口的外观和布局,使之符合操作人员的习惯。
3. **编写代码**:根据设计的界面和功能需求,编写Ladder Diagram或其他支持的编程语言代码。
4. **功能模块化**:将新功能划分成可独立工作的模块,便于后期维护和更新。
5. **集成与测试**:将新开发的窗口或功能集成到现有系统中,并进行全面测试。
6. **用户培训与文档编写**:培训操作人员如何使用新功能,并准备相应的操作手册。
通过上述步骤,可以有效地扩展PMC窗口功能,为用户提供更加灵活和高效的生产控制解决方案。
# 5. PMC窗口实践操作与案例分析
## 5.1 真实场景下的应用实例
### 5.1.1 工业自动化中的应用案例
在工业自动化领域,PMC窗口功能的应用至关重要,它能够帮助工程师快速诊断和维护设备状态。以下是一个应用实例:
假设我们有一个自动化生产线,其中包含多个机器人臂,它们需要根据传感器信号协同工作。PMC窗口在这里扮演着关键角色,不仅负责读取传感器数据,还能够控制机器人臂的运动指令。
```plaintext
例:机器人臂协作搬运作业
步骤:
1. 传感器检测到物品到达指定位置,将信号传给PMC窗口。
2. PMC窗口解析传感器数据,触发预设的搬运程序。
3. 程序根据设定的逻辑,发送控制指令到相应的机器人臂。
4. 机器人臂依据指令进行抓取和搬运。
5. 完成搬运后,PMC窗口接收到完成信号,记录并准备下一个任务。
```
在实际操作中,利用PMC窗口可以实现更加复杂的控制逻辑,包括但不限于紧急停止、故障检测、负载平衡等。这种应用提高了生产效率,减少了人为干预,确保了生产过程的连续性和安全性。
### 5.1.2 故障诊断和维护的实际操作
在维护和故障诊断过程中,PMC窗口同样发挥着巨大作用。通过分析PMC窗口中记录的日志和实时数据,工程师可以快速定位问题源头。
```plaintext
例:定位并解决机器人臂故障
步骤:
1. 在 PMC 窗口中查看实时数据和状态指示,寻找异常信号。
2. 分析日志文件,找出异常动作或指令的执行时间点。
3. 检查对应的传感器和执行器,确认硬件状态。
4. 如果硬件无问题,通过PMC窗口逐步回溯程序逻辑。
5. 在确认故障逻辑后,对PMC程序进行调整和优化。
6. 重新运行程序,监控并验证问题是否已解决。
```
此过程不仅减少了停机时间,还提高了维修效率和准确性。通过 PMC 窗口,工程师能够实施更加精准的故障排查,实现快速恢复生产。
## 5.2 高级技巧在项目中的应用
### 5.2.1 项目中的编程技巧实战
在项目实施过程中,编程技巧的运用能够显著提高系统的性能和稳定性。以下是一些高级编程技巧的实战应用。
#### 5.2.1.1 条件编译技术
条件编译技术可以让工程师根据不同的生产需求快速切换程序的不同版本。在PMC窗口中,通过定义宏和条件表达式,可以实现对代码的灵活控制。
```ladder
// 示例条件编译代码片段
IF MACRO1 THEN
// 执行与宏1相关的程序部分
ELSEIF MACRO2 THEN
// 执行与宏2相关的程序部分
ELSE
// 默认程序执行
ENDIF
```
#### 5.2.1.2 中断处理
在处理紧急情况时,使用中断处理可以确保重要的操作优先执行。PMC窗口能够配置相应的中断服务例程,以便在特定事件发生时立即响应。
```ladder
// 示例中断处理代码片段
INTERRUPT SERVICE ROUTINE
IF CONDITION THEN
EXECUTE CRITICAL ACTION
ENDIF
END
```
### 5.2.2 提升系统稳定性和效率的实例
为了提升系统的稳定性和效率,工程师可以在PMC窗口中实施一些优化措施。
#### 5.2.2.1 程序优化
通过对PMC窗口中程序的性能分析和优化,例如减少循环次数、优化数据结构,可以提升系统运行效率。
```plaintext
例:减少循环中的重复数据处理
步骤:
1. 分析程序中的循环逻辑。
2. 识别重复的数据处理任务。
3. 将重复任务移动至循环外部处理。
4. 验证优化后的程序,确保性能提升。
```
#### 5.2.2.2 硬件和软件的同步优化
硬件升级与软件优化相结合,能够进一步提升系统性能。例如,升级硬件可以提供更强大的处理能力,而软件优化则能够更好地利用这些资源。
```plaintext
例:升级硬件后软件优化案例
步骤:
1. 升级PMC窗口所依赖的控制硬件。
2. 优化PMC程序以充分利用新硬件的性能。
3. 测试新系统性能,与旧系统进行对比。
4. 进行必要的微调,确保系统稳定运行。
```
通过对PMC窗口实践操作的深入了解和应用案例的分析,我们可以看到PMC窗口不仅是FANUC系统中的一个辅助工具,它在提高工业自动化系统的效率和稳定性方面扮演着不可或缺的角色。随着技术的不断进步,PMC窗口功能的开发和应用仍将继续拓展,进一步推动自动化和智能制造的发展。

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【温度与芯片寿命】:揭示温度应力对工业级芯片的5大影响及对策
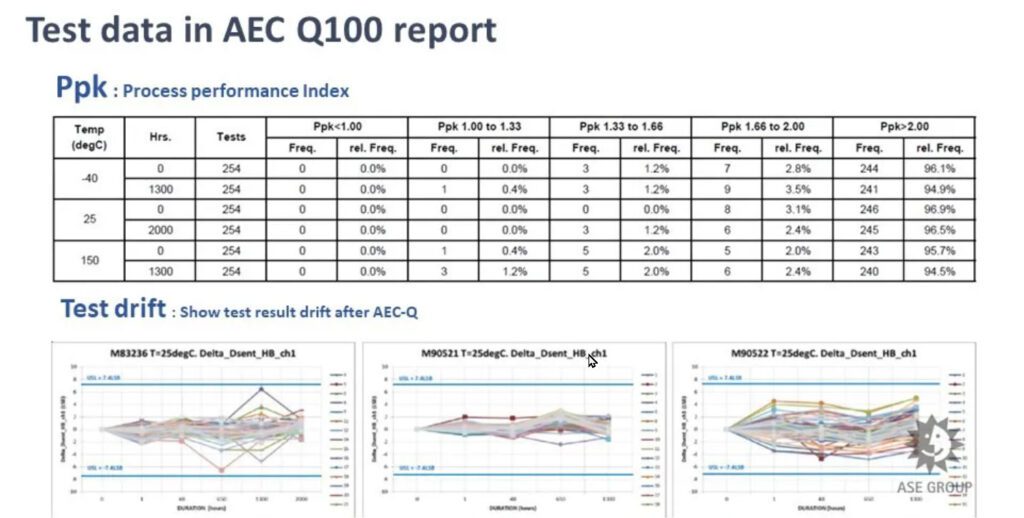
# 摘要
本文全面分析了温度与芯片寿命之间的关系,深入探讨了温度应力对芯片性能的影响机制,包括热损耗、电气特性的变化以及失效模式。文中通过具体案例分析,展现了温度应力在实际应用中的具体表现,并提出了提高芯片耐温性的技术对策,如耐高温材料的应用、热管理技术的创新应用和电路设计中的热考量。最后,本文还讨论了芯片寿命预测与维护策略,以及未来技术在芯片可靠性和维护中的应
【场计算器高级攻略】:探索ANSYS Maxwell中边界条件的进阶应用
# 摘要
本文全面介绍了ANSYS Maxwell在电磁仿真中边界条件的应用。首先概述了ANSYS Maxwell软件及安装流程,然后深入探讨了边界条件的基础知识,包括其定义、分类以及在电磁仿真中的重要作用。接着,文章着重讲解了进阶的边界条件应用技巧,包括高级设置和联合应用。文章还涉及了边界条件的优化与调试策略,包括提高仿真实效性和调试过程中的
【DevOps文化与实践】:提升软件交付速度与系统稳定性的方法,加速业务创新
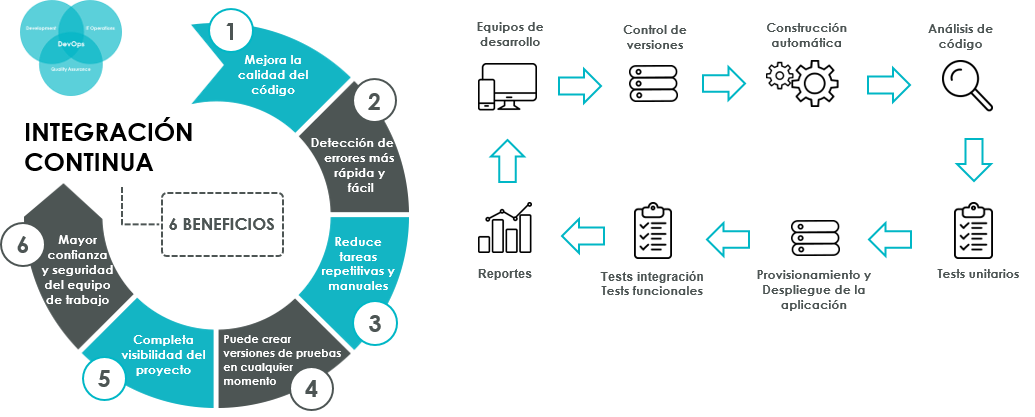
# 摘要
DevOps文化通过其核心理念和关键实践,如持续集成(CI)与持续部署(CD),以及自动化基础设施和持续监控,强调了跨职能团队的建设与沟通协作。该文化对于提高敏捷性、创新能力和应对快速变化的市场至关重要,尤其在互联网行业。随着传统行业的转型,DevOps也对业务流程的优化与改造产生了深远影响。本文综合分析了DevOps实践的工具链和案例,面临的挑战以及解决
光纤技术提升指南:耦合比与长度的进阶探讨
# 摘要
光纤技术是现代通信与传感领域中的关键支撑技术,其中耦合比与光纤长度对于系统性能的优化至关重要。本文系统地介绍了光纤技术的基础知识,详细阐述了耦合比的定义、计算及在光纤系统中的作用,同时分析了光纤长度对信号传输特性的影响和优化策略。通过对耦合比与光纤长度进阶测量技术的探讨,本文展示了它们在光纤激光器设计和空间光通信等新型光纤技术中的应用
NANO ITX-N29故障全面排查:快速解决方案手册

# 摘要
本文详细探讨了信息技术领域中故障排查的理论与实践,包括硬件、软件以及系统层面的故障分析、诊断和修复策略。从硬件故障诊断技术到软件与系统故障排查,文章深入分析了故障产生的原因、故障特征以及有效的应对方法。特别是在性能瓶颈与优化策略章节中,探讨了系统监控工具的使用、操作系统性能调优以及软件升级建议。此外,文中还强调
数据库设计陷阱全解析:如何利用29500-3.pdf避免常见错误
# 摘要
数据库设计是信息系统构建的核心环节,对于提高数据处理的效率与准确性至关重要。本文首先概述了数据库设计的必要性及其基础理论,包括范式理论、规范化与反规范化的应用场景和挑战。随后,文章深入分析了数据库设计中常见的陷阱和应对策略,如数据完整性、性能优化和并发控制。最后,本文探讨了优化技巧,如索引、查询优化和事务管理,并通过案
ISE 10.1时序优化大揭秘:约束分析与性能提升
# 摘要
ISE 10.1是Xilinx公司推出的一款集成设计环境,其强大的时序优化功能对于现代FPGA设计至关重要。本文详细介绍了ISE 10.1中的时序优化技术,从时序约束的基础应用到高级优化技术,再到优化实践与案例分析,提供了全面的指导。文章首先概述了时序优化的概念和约束基础,随后深入探讨了时序分析工具与方法,重点放在如何解读时序分析报告和使用各种时序优化工具。进一步,本文通过具体
VGStudio Max 3.4版模型到动画:一步成为3D创作专家
# 摘要
本文详细介绍VGStudio Max 3.4版软件的功能及其在3D模型制作、动画制作流程、渲染技术和视觉效果提升等方面的应用。文章首先对VGStudio Max的基本界面和工具进行了概述,并深入探讨了3D模型制作的基础,包括多边形建模、曲面建模、材质与贴图制作等技巧。随后,本文详细讲解了动画制作流程
【VTK高级应用揭秘】:解决复杂数据集可视化难题的6大策略

# 摘要
本文详细介绍了VTK(Visualization Toolkit)在数据可视化中的基础和高级应用。从复杂数据集的处理技巧到并行计算的集成使用,涵盖了数据导入、预处理、多维数据可视化、实时渲染、交互技术以及颜色映射等多个方面。特别强调了在大规模数据可视化中应用并
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )