实战教程:从初级到高级,掌握FANUC 0i-F PMC窗口功能
发布时间: 2025-01-09 03:36:38 阅读量: 5 订阅数: 6 

FANUC数控系统0i-D PMC编程说明书(非常详细).pdf
# 摘要
本文对FANUC 0i-F系列CNC系统的PMC窗口功能进行了全面概述,涵盖了PMC窗口的理论基础、进阶操作和编程技巧,以及实战应用和项目案例。通过分析PMC窗口的工作原理,探讨了其与PLC的关联性及在操作界面、程序结构和数据管理中的关键作用。文章进一步深入介绍实用的高级功能和编程技巧,如报警诊断和数据备份恢复,强调了与外部设备通信的重要性。通过案例分析,展示了PMC窗口在机床控制和系统维护中的应用,以及项目实践中如何优化PMC窗口功能。最后,文章对PMC窗口功能未来的发展趋势和技术进步进行了预测,为持续学习和技能提升提供了指导。
# 关键字
FANUC 0i-F;PMC窗口功能;PLC关系;高级编程;故障排除;项目案例分析;通信协议
参考资源链接:[FANUC 0i-F PMC窗口功能详解与应用](https://wenku.csdn.net/doc/6412b4c0be7fbd1778d40b08?spm=1055.2635.3001.10343)
# 1. FANUC 0i-F PMC窗口功能概述
## 简介PMC窗口
PMC(Programmable Machine Control)窗口是FANUC 0i-F数控系统中一个强大的工具,它允许用户直接在数控面板上监视和修改机器控制逻辑。利用这一功能,操作人员和工程师能够实时查看和调整程序,从而提高机床的灵活性和效率。
## PMC窗口的作用
通过PMC窗口,操作员能够快速响应生产过程中的异常情况,无需停止机床即可进行故障诊断和参数调整。这不仅降低了停机时间,还提高了整个生产流程的可靠性。
## 开启PMC窗口
在实际操作中,可以通过数控面板上的特定按键组合或操作界面上的选项来开启PMC窗口。进入窗口后,用户将看到一个图形化界面,它显示了机床的控制逻辑和相关的输入输出信息,使用户能够直观地进行操作。
PMC窗口功能的应用跨越了机床的常规操作,触及到更深层次的机器控制逻辑调整,为提升机床性能提供了有效手段。接下来,我们将进一步探讨PMC窗口的理论基础和进阶操作技巧。
# 2. 理解PMC窗口的理论基础
### 2.1 PMC窗口功能的工作原理
#### 2.1.1 PLC与PMC的关系
在数控机床控制系统中,PLC(Programmable Logic Controller,可编程逻辑控制器)通常负责执行顺序控制、计时、计数和算术运算等任务。PMC(Programmable Machine Controller,可编程机床控制器)则是专门为机床控制设计的特定功能模块,它与PLC紧密合作,共同确保机床的逻辑控制和操作安全。
PMC窗口功能是在FANUC 0i-F系统中实现PMC控制逻辑编程与监控的工具。它为用户提供了一个可视化的编程界面,便于进行逻辑编程和实时监控。PMC窗口功能的主要任务包括:
- 定义和管理机床的输入/输出信号。
- 执行定制的逻辑操作,包括顺序控制和安全保护功能。
- 监控和诊断机床的状态,实现故障的快速定位。
PMC窗口通过与PLC协同工作,扩展了机床控制系统的功能,使得系统更加灵活和高效。在一些复杂的控制任务中,PMC可以处理更高级的逻辑运算,而PLC则负责更底层的控制。例如,在一个自动化生产线中,PLC可能负责控制传送带的启动和停止,而PMC则负责整个生产线的协调控制。
#### 2.1.2 PMC窗口功能的作用与重要性
PMC窗口功能的核心作用是提供一个直观且功能丰富的界面,使操作人员和维护工程师能够更高效地管理机床的控制逻辑。它的出现,大大简化了机床控制程序的编写和调试过程。
1. **程序编写与调试**:PMC窗口功能提供了一系列的编程工具和预设指令集,操作人员可以借助图形化界面直接对逻辑进行编程,无需深入掌握底层的编程语言。同时,它还支持实时监控和调试,方便工程师快速定位问题并进行修正。
2. **维护与优化**:通过对机床操作界面的编程,可以实现更高级的维护和优化功能。例如,可以设置特殊的诊断程序来监控特定的机床参数或状态,并在异常情况下自动执行预防性措施或报警。
3. **安全性提升**:PMC窗口功能在机床安全控制方面扮演着至关重要的角色。通过复杂的逻辑控制,它能够防止不安全的操作导致机床故障或人员伤害。它还能实现如紧急停止、限位开关、过载保护等功能。
### 2.2 PMC窗口操作界面详解
#### 2.2.1 界面布局与基本操作
PMC窗口的操作界面布局具有以下特点:
- **工具栏**:包含常用功能的快捷方式,如打开新项目、保存、编译和模拟等。
- **指令树**:列出所有可用的逻辑指令和功能块,方便用户快速选择和添加。
- **编程区**:显示当前编辑的逻辑块,可以进行拖拽和修改。
- **属性窗口**:展示当前选中指令或功能块的详细属性,便于用户配置。
- **状态显示区域**:显示程序编译状态、错误信息和诊断信息。
基本操作步骤如下:
1. **启动PMC窗口**:在FANUC系统的控制面板上选择PMC模式,进入PMC编程窗口。
2. **创建新项目**:通过工具栏上的新建项目按钮,开始一个新的逻辑控制程序。
3. **添加逻辑指令**:在指令树中选择需要的功能块或指令,拖拽到编程区域中进行编程。
4. **配置参数**:在属性窗口中输入或修改指令的参数设置。
5. **编译与测试**:利用工具栏中的编译按钮检查程序的语法错误,并通过模拟运行测试逻辑的正确性。
#### 2.2.2 窗口功能的参数设置与配置
PMC窗口功能提供了丰富的参数设置选项,以便对机床的操作逻辑进行精细调整。参数设置通常涉及:
- **信号配置**:定义和分配机床的输入/输出信号,如按钮、开关、传感器和执行器等。
- **计时器和计数器**:设置逻辑控制中的计时和计数参数,用于时间延迟或事件计数。
- **逻辑分支与循环**:配置逻辑判断和循环结构,实现复杂的控制流程。
- **数据块操作**:对PMC内部数据进行读写操作,实现数据的存储和传输。
配置参数的步骤通常为:
1. **定位参数设置界面**:在属性窗口中找到需要配置的指令或功能块。
2. **输入参数值**:根据机床控制的要求,输入正确的参数值,如延时时间、计数上限等。
3. **验证配置**:确认参数设置正确无误,并与机床控制逻辑一致。
4. **编译验证**:再次编译整个程序以确保新增或修改的参数设置没有引入错误。
### 2.3 编程基础与PMC窗口
#### 2.3.1 二进制、十进制、十六进制数的理解
在PMC窗口编程中,数值处理是不可或缺的部分。理解不同数值系统的概念和转换方法对于编写和调试程序至关重要。
- **二进制数**:基础单位是二进制位(bit),每个位代表0或1两种状态,适合硬件逻辑操作。
- **十进制数**:最常见的数值系统,基数为10,适用于人类的日常计数和运算。
- **十六进制数**:基数为16,每一位代表十进制中的0到15,常用于计算机科学中,因为它能够简洁地表示二进制数。
在编程中,二进制、十进制和十六进制数值可以根据需要互相转换,以便于不同场合的使用。例如,十六进制数在PMC指令中常用来表示地址或数据,因为它能够以较少的字符表示较大的数值范围。
#### 2.3.2 PMC编程中的逻辑指令集
PMC编程中的逻辑指令集是实现机床控制逻辑的基础。逻辑指令通常包括:
- **逻辑运算**:如AND、OR、NOT等,用于实现逻辑判断和条件处理。
- **数据处理**:如数据的移位、比较、加减乘除等操作。
- **控制指令**:如跳转、循环和函数调用等。
- **特殊指令**:如用于特定硬件控制或特定功能实现的定制指令。
在实际编程中,理解每条指令的含义及其使用场景是关键。例如,比较指令通常用于逻辑判断中,它能够根据比较结果激活或关闭某些控制流程。下面展示了一个简单的PMC程序段:
```plaintext
// 比较两个输入信号的状态,并根据比较结果置位或复位输出
IF [X000] AND [X001]
THEN [Y000] := TRUE
```

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
29500-3.pdf中的系统崩溃之谜:从日志文件到解决方案
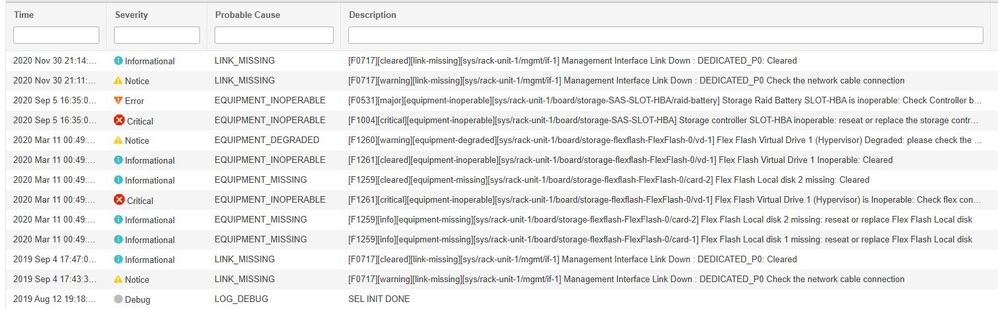
# 摘要
系统崩溃是影响计算机系统稳定性和可用性的关键问题,对企业和个人用户均构成严重威胁。本文首先概述了系统崩溃的现象及其日志文件的重要性,随后深入解析了系统日志文件的结构与内容,提供了日志分析工具的使用方法和关键信息提取技术。接着,本文分析了系统崩溃的常见原因,包括硬件故障、软件缺陷以及系统配置错误,并
【动力系统建模与仿真】:Simulink发动机建模高级应用指南
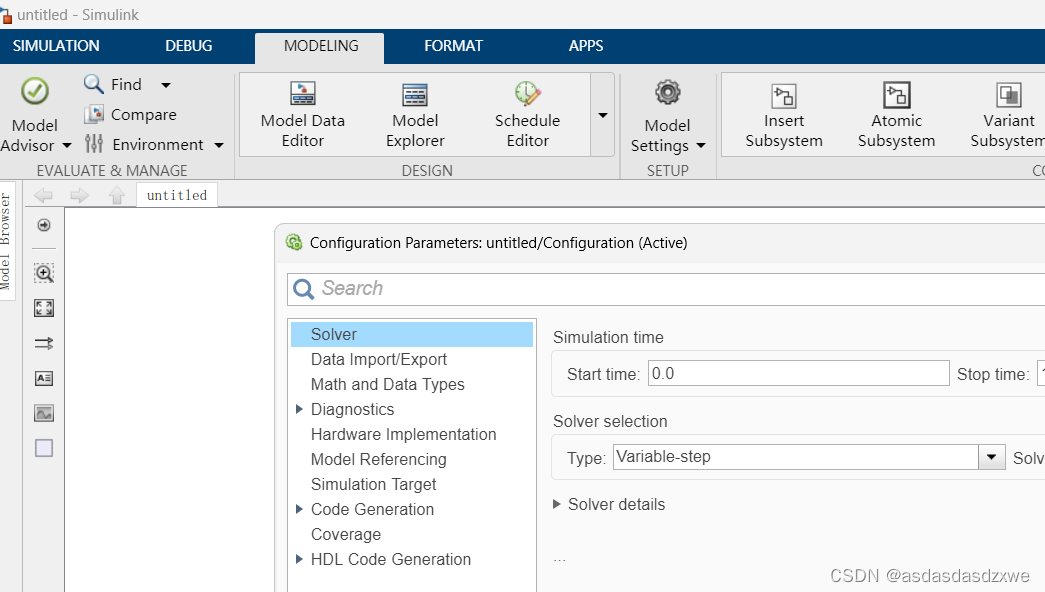
# 摘要
动力系统建模与仿真在现代工程设计中发挥着至关重要的作用,尤其是在发动机性能分析、优化和控制系统开发方面。本文首先介绍了Simulink基础以及发动机模型的搭建流程,包括物理模型的理解、仿真模型的构建和基本功能开发。接着,文中详细探讨了发动机模型的高级功能开发,如多域仿真技术、控制系统的设计与集成以及高级仿真功能的应用。在性能分析与优化方面,本文阐述了性能指标的提取与分析
老设备新主板兼容性全攻略:确保旧硬件平稳过渡

# 摘要
随着信息技术的快速发展,老设备新主板的兼容性问题成为企业升级和维护中面临的关键挑战。本文综述了硬件兼容性的必要性与挑战,并介绍了兼容性的基础理论,包括硬件接口、通信协议、以及兼容性问题的分类。进一步地,本文提供了硬件升级的实战指南,强调了升级前的准备工作、硬件安装和故障排除、以及驱动程序与系统的适配。此外,本文探讨了操作系统和应用程序的兼容性调整,提出了有效的数据迁移与备份策略。通过
【芯片测试全解析】:掌握工业级芯片试验的9大黄金法则
# 摘要
芯片测试作为确保集成电路质量和性能的关键环节,对于现代电子工业至关重要。本文首先介绍了芯片测试的基本概念及其重要性,然后阐述了芯片测试的理论基础,包括测试原理、故障模型以及测试流程的标准化。接着,文章深入探讨了工业级芯片测试中设计验证、自动化测试以及故障诊断的实践技术。面对高级挑战,如高速接口测试、功耗测试与优化、多核与并行处理测试,本文提出了相应
ISE 10.1设计流程全解析:打造高效FPGA设计
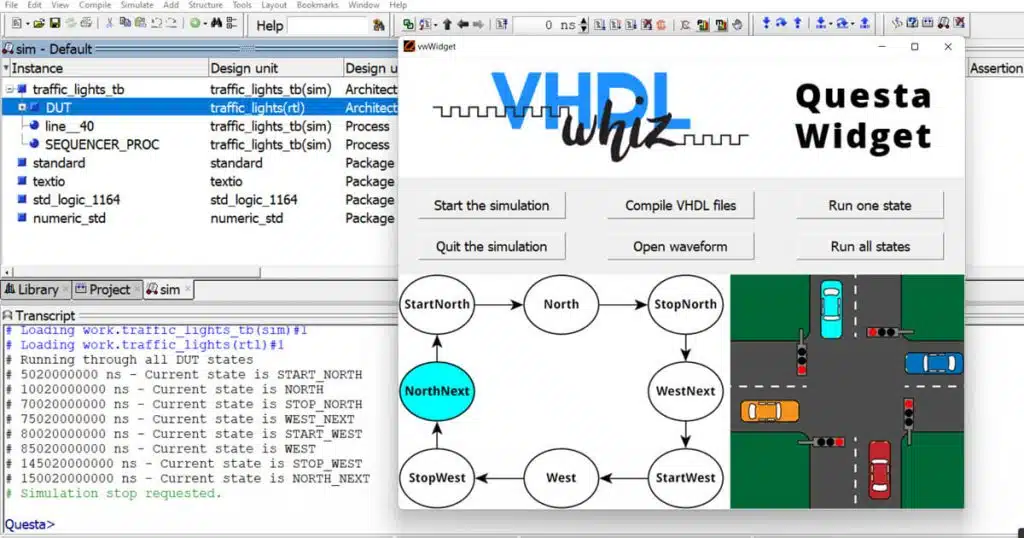
# 摘要
本文对ISE 10.1版本的FPGA设计流程进行了全面概述,并探讨了其在设计输入、项目管理、实现综合、布局布线以及高级功能应用等方面的核心概念和方法。文章详细介绍了如何通过ISE 10.1进行设计输入和项目管理,包括HDL代码的编写、IP核集成、项目文件结构配置、设计约束设置以及设备配置。在设计实现和综合阶段,阐述了综合流程、仿真验证和时序分析优化的
【从零开始】:用Python打造OpenCV图像识别的5个秘诀
# 摘要
本论文深入探讨了使用Python和OpenCV库进行图像处理和图像识别的核心技术。从基础入门到高级应用,文章首先介绍了图像处理的基础理论和实践操作,如像素、通道、图像加载与保存等,并对图像预处理技巧和特征提取进行了详细的讲解。接着深入解析了OpenCV在图像识别工作流程中的应用,包括数据收集、模型训练和验证。文章进一步探讨了深度学习技术与OpenCV结合的应用,并通过实战案例分析构建
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )