三菱PLC与松下伺服系统集成:生产线效率提升的黄金策略
发布时间: 2024-12-18 18:17:56 阅读量: 139 订阅数: 16 
# 摘要
本论文旨在介绍PLC与伺服系统的集成技术及其在工业自动化中的应用。首先概述了PLC与伺服系统集成的基础知识,随后深入探讨了三菱PLC的基础编程原理和高级应用技巧。同时,对松下伺服驱动器的工作原理及系统配置进行了详尽分析,并介绍了伺服系统故障处理的方法。接着,重点讲述了如何实现PLC与伺服系统的有效集成,包括系统集成的重要性、通信协议的选择和集成实施的具体步骤。最后,通过对实际生产线集成案例的分析,评估了集成效率并提出持续改进与未来发展策略。本研究旨在为工程师提供理论指导和实践案例,以实现更加高效可靠的自动化控制系统。
# 关键字
PLC;伺服系统;系统集成;三菱PLC编程;故障诊断;生产效率;自动化控制
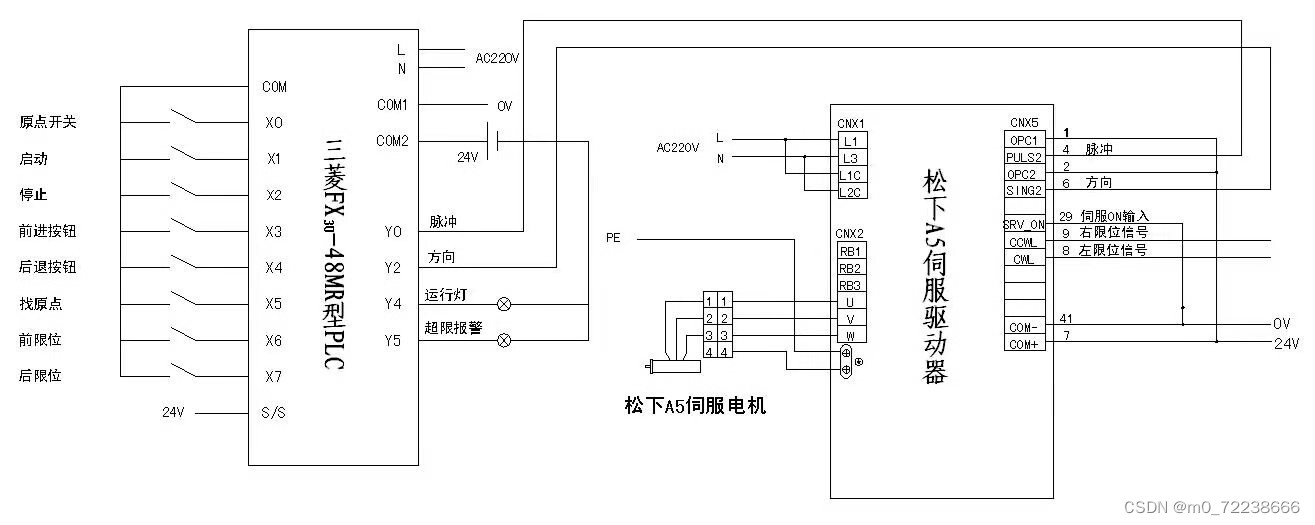
参考资源链接:[三菱PLC与松下伺服接线图](https://wenku.csdn.net/doc/6412b79ebe7fbd1778d4af0f?spm=1055.2635.3001.10343)
# 1. PLC与伺服系统集成概述
在现代化的工业自动化领域中,可编程逻辑控制器(PLC)和伺服系统的集成应用是一种常见且重要的技术组合。PLC作为控制系统的心脏,负责处理复杂的逻辑运算和数据处理任务,而伺服系统则提供了精确的运动控制和驱动功能。两者相结合,使得自动化设备能够在保证高精度的同时,也能具备高度的灵活性和适应性。
本章将重点介绍PLC与伺服系统集成的基本概念,以及它们各自在工业自动化中的作用。同时,我们也将探讨它们集成的优势以及在实际应用中可能面临的挑战。通过本章的学习,读者将获得对PLC与伺服系统集成的初步理解,并为深入探索后续章节打下坚实的基础。
在接下来的内容中,我们会发现,PLC与伺服系统的有效集成不仅能提高生产效率、降低维护成本,而且还是实现工业4.0和智能制造的重要步骤。因此,深入掌握相关知识,对于任何希望在自动化领域取得竞争优势的工程师来说都是至关重要的。
# 2. ```
# 第二章:三菱PLC基础与编程
## 2.1 三菱PLC的工作原理
### 2.1.1 PLC的硬件结构
在深入探讨三菱PLC编程之前,首先了解PLC(Programmable Logic Controller)的基础硬件结构是至关重要的。PLC由以下几个主要部分构成:
- **中央处理单元(CPU)**:PLC的大脑,负责执行程序逻辑和处理数据。
- **输入/输出模块(I/O)**:用于连接外部传感器、执行器等设备,实现信息的输入和输出。
- **电源模块**:为PLC提供稳定的电源。
- **通讯接口**:实现PLC与其他设备或网络之间的数据交换。
- **扩展模块**:根据需要可增加的模块,以扩展PLC的I/O点数或添加特殊功能。
每个PLC型号都有其特定的硬件配置,了解这些基础组件的功能和如何协同工作,有助于更好地进行系统集成和编程。
### 2.1.2 PLC的控制逻辑与工作过程
PLC的控制逻辑主要基于其内部程序,而工作过程可以分为几个阶段:
- **读取输入状态**:扫描所有的输入模块,读取连接的传感器或开关的当前状态。
- **执行程序逻辑**:根据用户编写的控制程序,处理输入信息并决定输出状态。
- **更新输出状态**:将执行逻辑后得到的结果输出到外部设备,如启动马达或激活指示灯。
- **诊断和监控**:PLC还会进行自我诊断,检查系统是否正常工作,必要时发送报警信号。
这一循环过程持续不断地进行,使PLC可以实时地对过程控制做出响应。
## 2.2 三菱PLC编程基础
### 2.2.1 编程软件与指令集
三菱PLC的编程通常使用GX Developer或GX Works2这样的专业软件。这些软件提供了直观的编程环境,并支持多种编程语言,包括梯形图、指令列表、顺序功能图等。
指令集是PLC编程的核心,它定义了一系列用于控制PLC的基本命令。例如:
- **LD**: 加载指令,用于读取继电器线圈或输入接点的状态。
- **OUT**: 输出指令,用于控制输出继电器或输出接点的状态。
- **AND**: 与逻辑运算,用于实现逻辑与操作。
这些指令的组合和逻辑处理构成了PLC程序的基础。
### 2.2.2 程序的结构化设计方法
结构化设计方法有助于编写清晰、可维护和可扩展的PLC程序。通常,PLC程序会分为几个部分:
- **主程序(Main)**:程序的入口点,通常包含对子程序或功能的调用。
- **子程序(Sub)**:执行特定任务的程序块,可以通过主程序或其他子程序调用。
- **功能块(Function Block)**:具有特定功能的代码块,如数据转换或数学运算。
合理地组织程序结构,使得每个部分都有明确的职责,有助于减少程序中错误的可能性,并且便于后续的维护和调试。
## 2.3 三菱PLC高级应用技巧
### 2.3.1 实时监控与数据分析
实时监控是PLC应用中非常重要的部分。三菱PLC提供了多种监控工具,如GX Developer的在线监控功能,可以实时查看程序运行状态和输入输出的变化。通过这些工具,工程师可以:
- **检查I/O状态**:监视输入输出的实时值。
- **跟踪程序执行**:查看程序执行的过程,分析哪些部分运行正常,哪些部分存在问题。
- **数据记录**:记录系统的运行数据,用于后续的数据分析和故障排查。
### 2.3.2 故障诊断与预防维护
故障诊断是确保PLC系统稳定运行的关键。三菱PLC具有丰富的故障诊断功能,包括:
- **错误信息**:当PLC检测到错误时,会显示错误信息,指示故障发生的位置和可能的原因。
- **自检功能**:定期对PLC进行自检,可以及时发现潜在的问题。
- **预防维护提示**:通过周期性检查和维护提醒,预防潜在的设备故障。
正确的维护策略和故障诊断技巧能够大幅减少生产中断的时间,提高生产效率。
### 2.3.3 优化和改进PLC程序
为了提高PLC程序的性能,不断进行优化和改进是必要的。可以通过以下方法:
- **代码重构**:简化和优化代码结构,消除冗余的指令。
- **参数调整**:调整定时器、计数器等参数,以匹配实际应用需求。
- **资源管理**:合理分配CPU和内存资源,确保程序高效运行。
持续的优化能确保PLC系统在长期运行中保持最佳性能。
在下一章节,我们将深入探讨松下伺服系统的工作原理和配置,为实现PLC与伺服系统的完美集成打下基础。
```
# 3. 松下伺服系统详

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
本专栏为三菱PLC与松下伺服电机连接的综合指南,提供了一步到位的接线和调试指南。它涵盖了通信配置、调试技巧、问题解决、高级应用、安全规范、参数优化、系统集成、高速应用、复杂运动控制、错误修复、设备升级、节能优化、预防性维护、系统稳定性提升和精准定位控制等主题。通过本专栏,读者可以掌握三菱PLC与松下伺服电机整合所需的全面知识,优化生产线,提升自动化设备的性能和可靠性。
专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【安全编程艺术】:BCprov-jdk15on-1.70实践案例教你构建安全Java应用
# 摘要
随着信息技术的快速发展,安全编程成为保障软件安全的关键环节,特别是在Java平台上的加密技术应用。本文首先介绍了安全编程的基础知识和Java平台,随后深入探讨了BCprov-jdk15on-1.70加密库,并详细解释了在Java中实施加密技术的实践方法,包括对称与非对称加密、消息摘要以及完整性校验。第四章进一步阐述了Java安全编程的高级应用,包括安全密钥管
CH341A驱动安装指南:一站式解决兼容性挑战

# 摘要
CH341A是一款常用于USB转串口通信的芯片,广泛应用于各类硬件设备。本文首先概述CH341A驱动的基本信息,然后深入探讨该芯片的功能、应用领域以及常见的型号区别。接着,文章详细分析了操作系统和硬件平台兼容性所面临的挑战,并提出了驱动安装前的准备工作,包括确认系统环境和下载适合的驱动程序。文章还详细介绍了在不同操作系统(Windows、L
【MySQL快速入门】:5步教你Linux下搭建高效数据库
# 摘要
本文首先对MySQL数据库和Linux环境的准备工作进行了概述,然后详细介绍了MySQL在Linux系统下的安装、配置、启动与管理过程。接着,本文深入探讨了MySQL的基础操作和数据管理技巧,包括基础命令、数据操作以及高级管理技术如索引优化和事务处理。此外,文章还提供了MySQL性能优化和安全管理的策略,并通过实际案例分析了性能调优和故障处理的解决方案。最后,本文探讨了My
敏捷开发新纪元:将DIN70121标准融入软件开发生命周期

# 摘要
本文旨在探讨敏捷开发与DIN70121标准的理论与实践应用。首先概述了敏捷开发的核心原则和方法论,以及DIN70121标准的历史、内容和要求。文章进一步分析了DIN70121标准在软件开发生命周期中的应用,并通过案例研究展示了敏捷环境下的实际应用。接着,文章构建了敏捷开发与DIN70121标准的融合模型,并讨论了实施步骤、最佳实践和持续改进策略。最后,文章展望了敏捷开发的未来趋势,分析了标准化与定制化之
【充电桩应用层协议详解】:数据交换与处理机制优化策略
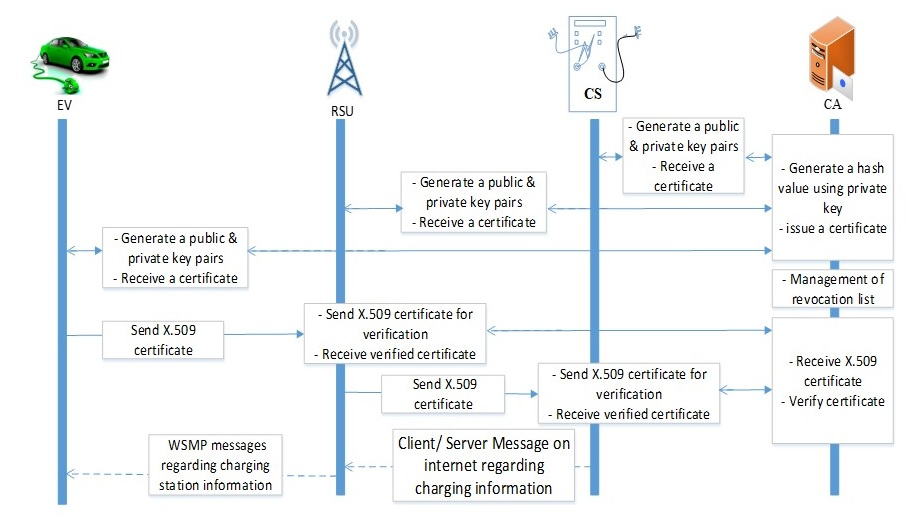
# 摘要
随着新能源汽车的普及,充电桩的高效、安全通信变得至关重要。本文首先概述了充电桩应用层协议,并分析了其数据交换机制,包括数据封装过程、传输层协议角色以及安全性措施。随后,深入探讨了数据处理机制,涉及采集、预处理、解析、转换以及相关的优化策略和智能化技术。在此基础上,提出了协议性能
【矿用本安电源电磁兼容性设计】:理论与实践应用指南

# 摘要
矿用本安电源在复杂的电磁环境下保持电磁兼容性至关重要,以确保运行安全和可靠性。本文首先介绍了电磁兼容性的基础理论,包括其定义、重要性、标准概述、电磁干扰与敏感度的分类及评估方法。随后,本文聚焦于矿用本安电源的电磁兼容性设计实践,包括硬件设计中的EMC优化、PCB布局原则、软件滤波技术、故障安全策略以及防护与隔离技术的应用。此外,文章还探讨了电磁兼容性的测试与验证方法,通过案例分析了测试实例
【IO-LINK与边缘计算】:数据处理优化的终极之道
# 摘要
本文首先对IO-LINK技术进行概述,继而深入探讨边缘计算的基础知识及其在工业物联网中的应用。文章着重分析了边缘计算的数据处理模型,并讨论了IO-LINK与边缘计算结合后的优势和实际
【触摸屏人机界面设计艺术】:汇川IT7000系列实用设计原则与技巧
# 摘要
本文全面探讨了触摸屏人机界面的设计原则、实用技巧以及性能优化。首先概述了人机界面的基本概念和设计基础,包括简洁性、直观性、一致性和可用性。接着,文章深入讨论了认知心理学在人机交互中的应用和用户体验与界面响应时间的关系。对触摸屏技术的工作原理和技术比较进行了介绍,为IT7000系列界面设计提供了理论和技术支持。本文还涉及了界面设计中色彩、图形、布局和导航的实用原则,并提出了触摸操作优化的策略。最后,通过界面设计案例分析,强调了性能优化和用户测试的重要性,讨论了代码优化、资源管理以及用户测试方法,以及根据用户反馈进行设计迭代的重要性。文章的目标是提供一套全面的设计、优化和测试流程,以改进
【电路设计中的寄生参数识别】:理论与实践的完美结合

# 摘要
寄生参数,包括电阻、电容和电感,在电路设计中扮演着关键角色,尤其是在高频和功率电路中。本文详细探讨了寄生参数的基本概念、在电路设计中的作用、模拟与仿真、测量技术以及管理与控制策略。通过深入分析寄生参数的来源、形成、影响以及优化策略,本文旨在提供一套全面的框架,帮助工程师在电路设计和制造过程中识别和管理寄生效应,提高电路的性能和
【刷机风险管理】:避免刷机失败的实用策略

# 摘要
刷机作为对设备进行系统升级和个性化的手段,虽然带来了便利和功能增强,但也伴随着潜在风险。本文详细概述了刷机风险管理的重要性,并从刷机前的风险评估与准备,刷机过程中的风险控制,以及刷机后的风险管理与维护三个
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )